第一章煨管设备及弯管计算弯管按其制作方法不同,可分为煨制弯管、冲压弯管和焊接弯管。煨制弯管又分为冷煨和热煨两种。本章着重介绍常用煨管设备的结构特点、性能及操作等方面的知识,以及煨制弯管的下料计算。
第一节弯管的一般知识
弯管是改变管道方向的管件。在管子交叉、转弯、绕梁等处,都可以看到弯管。
煨制弯管具有较好的伸缩性、耐压高、阻力小等优点。因此,在施工中常被采用。
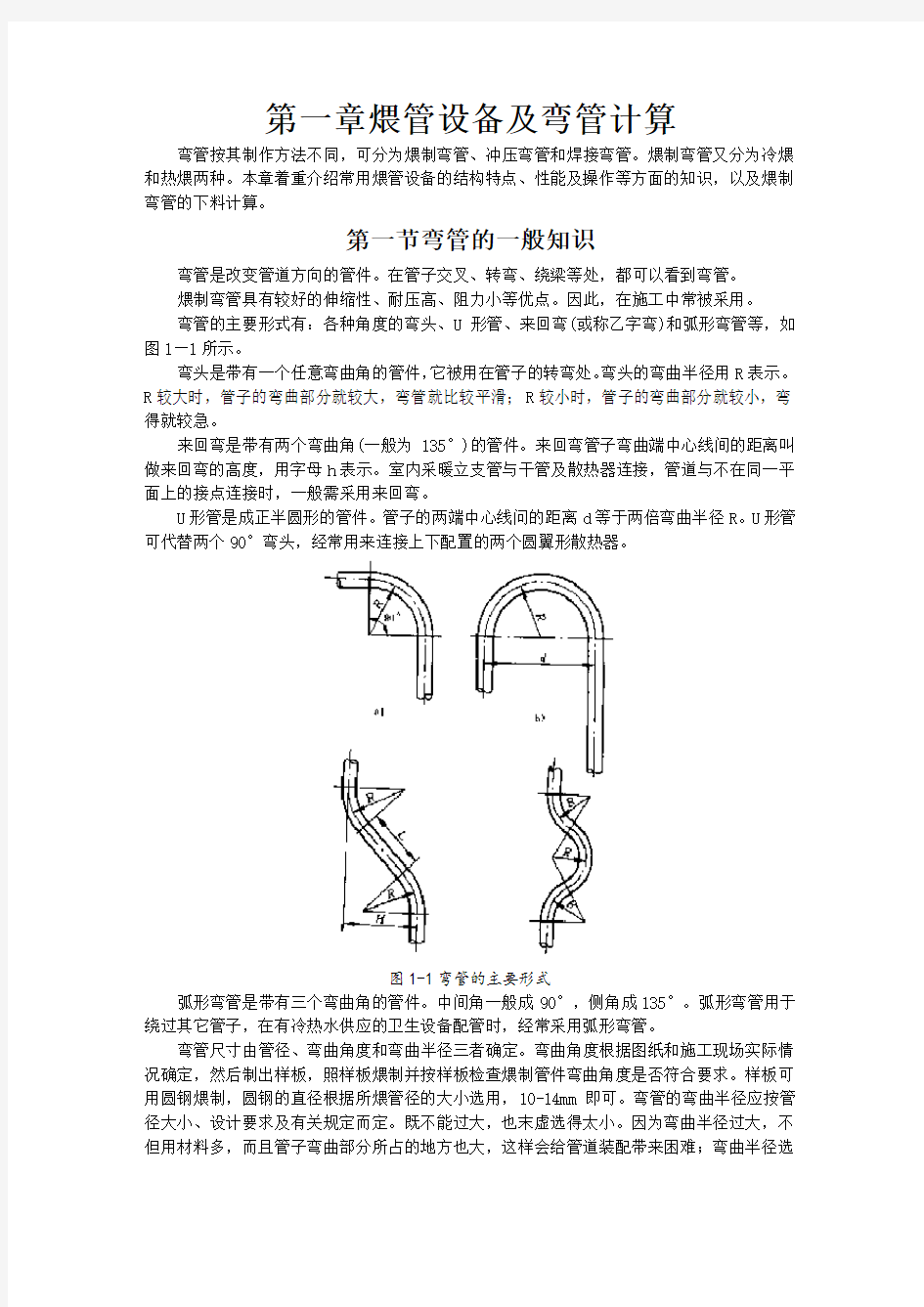
弯管的主要形式有:各种角度的弯头、U形管、来回弯(或称乙字弯)和弧形弯管等,如图1—1所示。
弯头是带有一个任意弯曲角的管件,它被用在管子的转弯处。弯头的弯曲半径用R表示。R较大时,管子的弯曲部分就较大,弯管就比较平滑;R较小时,管子的弯曲部分就较小,弯得就较急。
来回弯是带有两个弯曲角(一般为135°)的管件。来回弯管子弯曲端中心线间的距离叫做来回弯的高度,用字母h表示。室内采暖立支管与干管及散热器连接,管道与不在同一平面上的接点连接时,一般需采用来回弯。
U形管是成正半圆形的管件。管子的两端中心线问的距离d等于两倍弯曲半径R。U形管可代替两个90°弯头,经常用来连接上下配置的两个圆翼形散热器。
图1-1弯管的主要形式
弧形弯管是带有三个弯曲角的管件。中间角一般成90°,侧角成135°。弧形弯管用于绕过其它管子,在有冷热水供应的卫生设备配管时,经常采用弧形弯管。
弯管尺寸由管径、弯曲角度和弯曲半径三者确定。弯曲角度根据图纸和施工现场实际情况确定,然后制出样板,照样板煨制并按样板检查煨制管件弯曲角度是否符合要求。样板可用圆钢煨制,圆钢的直径根据所煨管径的大小选用,10-14mm即可。弯管的弯曲半径应按管径大小、设计要求及有关规定而定。既不能过大,也末虚选得太小。因为弯曲半径过大,不但用材料多,而且管子弯曲部分所占的地方也大,这样会给管道装配带来困难;弯曲半径选
得太小时,弯头背部管壁由于过分伸长而减薄,使其强度降低,而在弯头里侧管壁被压缩,形成皱纹状态。因此,一般规定:热煨弯管的弯曲半径应不小于管子外径的3.5倍;冷煨弯管的弯曲半径应不小于管子外径的4倍;焊接弯头的弯曲半径应不小于管子外径的1.5倍;冲压弯头弯曲半径应不小于管子外径。
弯管时,弯头里侧的金属被压缩,管壁变厚;弯头背面的金属被拉伸、管壁变薄。弯曲半径越小,弯头背面管壁减薄就越严重,对背部强度的影响就越大。为了使管子弯曲后不致对原有的工作性能有过大改变,一般规定管子弯曲后,管壁减薄率不得超过15%。管壁减薄率可按下式进行计算:
0010021?????
?
?
??????+-
=W D R R A 式中A ——管子弯曲后外侧母线处管壁的减薄率(%);
D W ——管子外径(mm);
R ——弯管的弯曲半径(mm)。
弯管时,由于管子弯曲段内外侧管壁厚度的变化,还使得弯曲段截面由原来的圆形变成了椭圆形。弯管断面形状的改变,会使管子的过流断面面积减小,从而增加流体阻力,同时还会降低管子承受内压力的能力,因此,一般对弯管的椭圆率做以下规定:管径小于或等于150mm 时,椭圆率不得大于10%;管径小于或等于200mm 时,椭圆率不得大于8%。
管道的椭圆率可按下式进行计算:
001
2
1100?-=
d d d T 式中T ——椭圆率(%);
d 1——最大椭圆变形处的长径(mm); d 2——最大椭圆变形处的短径(mm)。
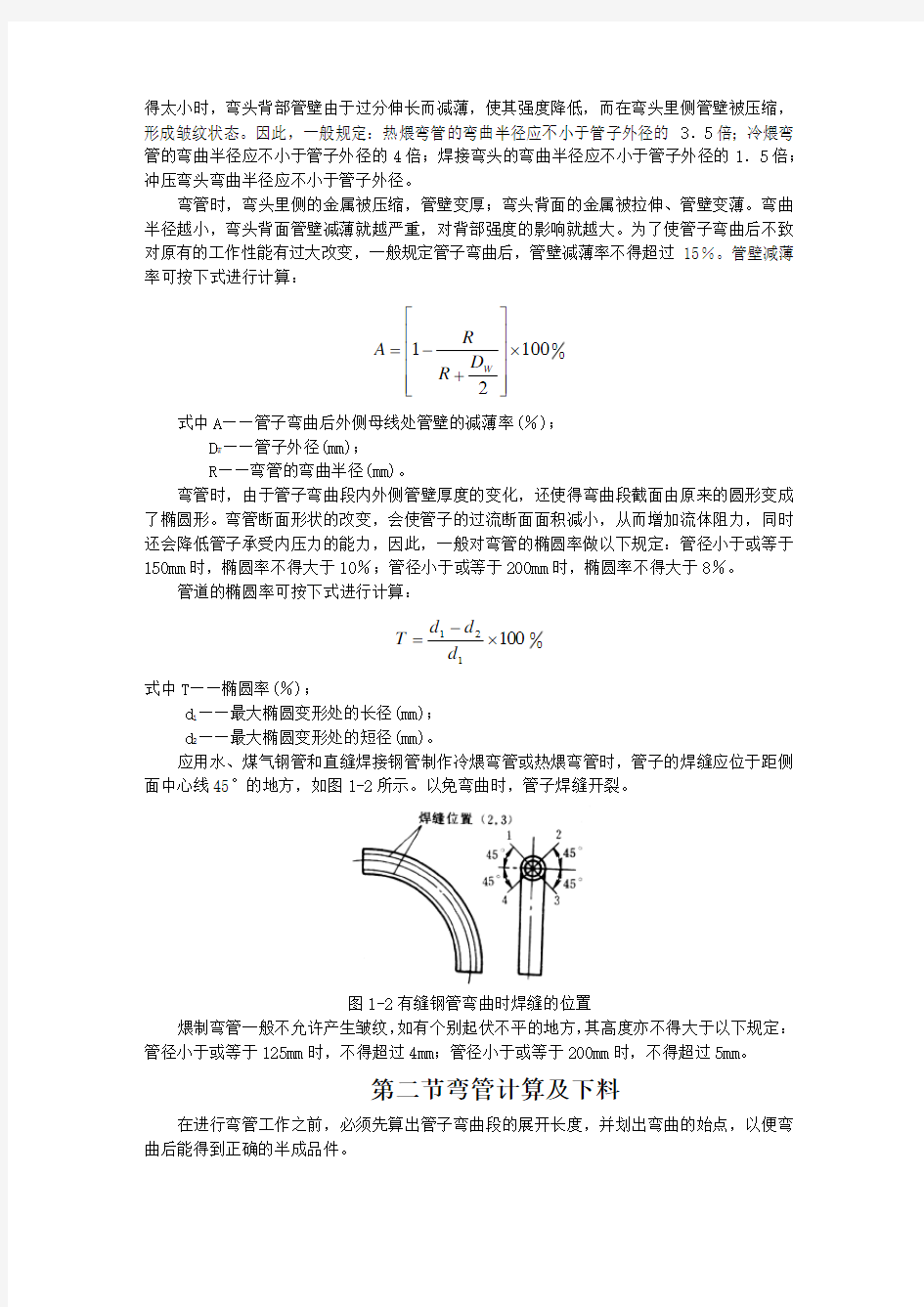
应用水、煤气钢管和直缝焊接钢管制作冷煨弯管或热煨弯管时,管子的焊缝应位于距侧面中心线45°的地方,如图1-2所示。以免弯曲时,管子焊缝开裂。
图1-2有缝钢管弯曲时焊缝的位置
煨制弯管一般不允许产生皱纹,如有个别起伏不平的地方,其高度亦不得大于以下规定:管径小于或等于125mm 时,不得超过4mm ;管径小于或等于200mm 时,不得超过5mm 。
第二节弯管计算及下料
在进行弯管工作之前,必须先算出管子弯曲段的展开长度,并划出弯曲的始点,以便弯曲后能得到正确的半成品件。
一、90°弯管的计算
90°弯管在管道工程中应用最广,其弯曲半径月因制作方法不同而异。对于冷煨弯管,常取R=(4~6)D ;热煨弯管取R=4D ;冲压弯头或焊接弯头,常取R=(1~1.5)D 。弯曲半径确定以后,即可计算出弯曲部分的下料长度,并能确定热煨时的加热长度,如图1-3所示。从图中可知,管道弯曲后,其弯曲段的外弧、内弧不是原来的直管实际长度,而只有弯管中心线的长度在弯曲前后不变,其展开长度等于原直管段长度。现设弯曲段起止端点分别为a 、b ,当弯曲角为90°时,管子弯曲段的长度正好是以r 为半径所画圆的周长的1/4,其弧长用弯曲半径来表示,即为
弧长R R
ab 57.14
2==
π 由式(1-3)可知,90°弯管弯曲段的展开长度为弯曲半径的1.57倍。
图1-3 90°弯臂
在弯制U 形弯、反向双弯头或方形伸缩器时,如以设计图样要求或实际测量得出的两个相邻90°弯头的中心距尺寸进行划线煨制,那么弯成的两个弯头中心距将比原来的距离要大些,这是由于金属管材加热弯曲时产生延伸的结果。下料时,应将两个弯头中心距减去这一延伸误差,再划出第二个弯头中心线和加热长度,这样才能使两个弯头弯好后,中心线间的距离正好等于所需要的尺寸。延伸误差如图1-4所示,其数值可按下式进行计算:
??
? ??-=?αα00875.02tg R L
式中△L ——延伸长度(mm );
R ——弯曲半径(mm );
α——第二个弯曲角的角度(°)。
图1-4U 形弯划线示意图
1-第一个弯头 2-规定的第二个弯头中心线位置 3-实际第二个弯头中心线位置4-第二个弯头
下面以方形伸缩器为例,说明弯管划线下料计算方法。
在图1-5a 中,已知方形伸缩器的尺寸单位为mm ,管径为DNl50,弯曲半径R=4DN=600mm 。
若划线在图1-5b 的直线上进行,并以左边端点o 为起点,由图上可以看出 Oa=1500—R=1500—600=900mm ab 是弯曲部分,其弧长为
ab=1.57R=1.57 X 600=942mm
从a 到d 由两个反向90°弯加一直管段bc 组成,直管段bc 的长度应减去延伸误差△L ,则
bc=2100—2R —△L 由式(1—4)可知
△L=600X(1—0.00875×90)=127.5mm 那么bc=2100—2×600—127.5=772.5mm
依此类推,便可计算出各管段的下料长度,如图1—5b 所示,划线工作便可顺利进行。 在实际工作中,煨制多个弯头组成的管件时,划线工作都分几次去完成。首先在草图上计算出各段下料长度,选取适当长度的直管;然后从一端开始逐个弯头进行制作,在前一个弯头制作好之后,再划下一个,以便处理在弯管工作中的尺寸误差。
图1—5b 方形伸缩器的下料
二、任意弯管的计算
任意弯管是指任意弯曲角度和任意弯曲半径的弯管。这种弯管弯曲部分的展开长度可按下式进行计算:
R R
L απα01745.0180
==
式中L ——弯曲部分的展开长度(mm);
α——弯曲角度(°); π——圆周率;
R ——弯曲半径(MM)。
此外,任意弯管弯曲段展开长度的计算,还可按图1-6及表1-1进行。
图1-6任意弯管
下面举例说明表1-1的使用方法。
表1-1任意弯管计算
例已知图1-7中弯头的弯曲角度α=25°,弯曲半径R=500mm,安装管段距转角点M的距离为91lmm,取一根直管来煨制弯头,试问应如何划线?
解需加工的弯管端直管段长度
b=911-CR
查表1-1得,当α=25°时,C=0.2216,L=0.4363;故CR为:
0.2216R=0.2216×500=111mm
因此,得b=911-111=800 mm
弯曲部分实际展开长度
L=0.4363R=0.4363×500=218 mm
根据计算出来的直管段长度b及弯曲部分展开长度L,便可进行划线。如图1-7b 所示。
图1—7弯管计算
由上面的例子可以看出,只要弯曲角度和弯曲半径一定,利用表1—1就能很方便
地进行任意角度、任意弯曲半径的弯管计算。而在热煨时,其加热管段长度一般应比弯曲长度稍长一些,以便保证弯曲部分加热均匀。增加的长度一般规定为:对于弯曲角度大的管子,可增加二倍管外径长度;对弯曲角度小的则增加弯曲长度的20%。
三、其它弯管的计算
1.任意角度来回弯 任意角度来回弯分等弯曲半径和不等弯曲半径两种。图1—8为等弯曲半径的任意角度来回弯。这种弯管具有弯曲半径R 、弯曲角度α、弯曲距离H 、弯管长度A 及直管长度L 五个可变数据。在实际工作中,一般可根据设计或现场实际情况确定三个数据(H 、R 及α),仅有两个数据(L 、A)需由计算确定。
1-8带等弯曲半径的任意角度来回弯 图1-9带不等弯曲半径的来回弯
L 、A 值的计算分两种情况 1)当H ≠2R 时
2
2sin α
αRtg H L -=
2
2α
αRtg tg H A +=
来回弯展开总长度为90
α
πR L +。
2)当H=2R 时
α
αtg H
tg R L ==2 α
αsin sin 2H
R a ==
来回弯展开总长度仍为90
α
πR L +
。
图1—9为不等弯曲半径来回弯,其下料计算可按下述公式进行。 弯管间直管段的长度
()()()[]ααsin cos 1212122A R R H R R H A L +---?+-+=
弯管展开总长度
()()()21222121'201745.0180
R R H H A R R L R R L +-+++=++=
απα
2.弧形弯管计算 弧形弯管也叫半圆弯、抱弯。常见弧形弯管的角度为45°及60°两种,如图1—10所示。45°弧形弯下料总长度计算公式为
()L r R L 22
'++=
π
式中L /
——弯曲件的展开总长度(mm); R ——鼻尖弯的弯曲半径(mm); r ——膀弯的弯曲半径(mm); L ——鼻梁的直管段长度(mm)。
图1-10弧形弯管
a)角度为45°b)角度为60°
60°弧形弯管下料总长度计算公式为
R L π3
4'=
式中L /
——弯曲件的展开总长度(mm); R ——弯曲半径(mm)。
3.折皱弯头 折皱弯头的煨制方法与冷煨、热煨弯管均不相同,其特点是:弯头背部管壁弯曲前后总长度不变,而弯头里侧管壁由于局部加热受热弯曲,产生有规律的折皱。因此,其划线方法也完全不同。弯曲角度为90°的折皱弯头各部位划线尺寸,可按以下公式进行计算:
(1)外圆弧展开长度L(mm)
??
? ??
+=221W D R L π
(2)弯头背部不加热部位的宽度上L 1(mm)
DN L π??? ???→?=916
11
(3)折皱间距a
1
-=
n L a 式中R ——弯头的弯曲半径(mm);
D W ——管子外径(mm);
DN ——管子公称直径(mm); n ——折皱数。
现将公称直径为100—600mm 的管子,弯曲斗径R=3DN 时的90°折皱弯头各部位划线尺寸列于表1-2内,供选用。其余常用弯曲半径下的90°折皱弯头各部位划线尺寸,可查阅有关资料。
下面以煨制公称直径DNl25mm 的钢管、弯曲半径R=3DN 的90°折皱弯为例,介绍如何利
用表1-2所列尺寸,进行折皱弯头划线计算。
根据已知条件,先查表1-2,得R=375mm,a=117mm,L=700mm,n=7,b=89mm,m=28mm,L1=65mm。
然后沿管子轴线划两条平行线AA/、BB/,使AA/=BB/=700mm,两线的端点A、B在垂直于管子轴线的同一圆周上,两平行线之间距(即圆弧AB的弧长)L1=65mm。
将AA/、BB/两线段分为6等分(n-1=6),每等分长度即为a=117mm,得A l、A2…及B1、B2…等等分点。如图1-11所示。
表1-2R:3DN的9酽折皱弯头划线尺寸(m)
图1-11折皱弯头的划线
再在管子反面的正中划直线OO/,在直线O一O/与AB、A1B1、A2B2,…各圆弧交点两边各
截取b/2=44.5mm,得T1、T2…各点,如图1-11所示。将A、B两点分别与T3、T4相连…,这些连线的区域就是弯头的折皱部位。
第三节常用煨管设备
管子煨弯分冷煨和热煨两种。冷煨是在常温下对管子进行弯曲,既不需往管内灌砂,也不需对煨弯管段进行加热,便于操作,省人力、物力。镀锌钢管、不锈钢管及铜、铅管等有色金属管弯头,采用这种方法煨制最为适宜。
冷煨弯管必须依靠机具来加工。常用冷煨弯管设备有:手动弯管器、电动弯管机和液压弯管机等。采用冷报弯膏机,一般可煨制公称直径不超过250mm的弯头。当煨制大直径厚壁管道时,常采用中频弯管机。
采用冷煨弯管设备进行弯管时,弯头的弯曲半径不应小于管子公称直径的4倍。当用中频弯管机进行弯管,弯头的弯曲半径只需不小于管子公称直径的1.5倍。
金属管道具有一定的弹性。在冷煨过程中,当施加在管子上的外力撤除后,弯头会弹回一个角度。弹回角度的大小与管子的材质、管壁厚度及弯曲半径的大小等因寒有关;对于一般冷煨弯曲半径为4倍管子公称直径的碳素钢管,弹回角度大约为3°~5°。因此,在控制弯曲角度时,应考虑增加这一弹回的角度。
一、手动弯管器煨管
手动弯管器分携带式和固定式两种。可以煨制公称直径不超过25mm的管子,一般需备有几对与常用管子外径相应的胎轮。
携带式手动弯管器结构如图1-12所示。这种弯管器由带弯管胎的手柄和活动挡板等部件组成。操作时,将所煨管子放在弯管胎槽内,一端固定在活动挡板上,推动手柄,便可将管子弯曲到所需要的角度。这种弯管器的特点是轻巧灵活,可以在任何场合下进行煨弯作业,最适宜于电器仪表等配管。
图1-12携带式手动弯管器
1-活动挡板2-弯管胎3-连板
4-偏心弧形槽5-离心臂卜手柄
固定式手动弯管器结构如图1-13所示。它是目前施工中自制的一种常用手动弯管器。这种弯管器由定胎轮3、动胎轮2和推架等构件组成,胎轮的边缘都有向里凹陷的半圆槽,半圆槽直径与被弯曲管子的外径相符合。煨管时,先根据所煨管子的外径和弯曲半径,选用合适的胎轮,把定胎轮用销子固定在操作平台上,动胎轮插在推架上,把要弯曲的管子放在定胎轮和动胎轮之间的凹槽内,一端固定在管子夹持器内,然后推动手柄,绕定胎轮旋转,直到弯成所需要的角度为止。
图1-13固定式手动弯管器
1-手柄2-动胎轮3-定胎轮4-管子夹持器
二、电动弯管机煨管
目前,常见的电动弯管机有WA27-60型、WB27—108型及WY27—159型等几种。WA27-60型能弯曲外径25—60mm的管子;WB27—108型能弯曲外径38-108mm的管子;WY27—159型能弯曲外径51—159mm的管子。
图1—14电动弯管机
1-管子 2-弯管模 3-U型管卡 4-导向模 5-压紧模
电动弯管机由电动机通过传动装置,带动主轴以及固定在主轴上的弯管模一起转动进,行煨管。为电动弯管机煨管示意。煨管时,先把要弯1曲的管子沿导向模放在弯管模和压紧模之间,调整导向模,使管子处于弯管模和压紧模的公切线位置,并使起弯点对准切点,再用U型管卡将管端卡在弯管模上,然后起动电动机开始煨管,使弯管模和压紧模带着管子一起绕弯管模旋转,到所需弯曲角度后停车,拆除U型管卡,松开压紧模,取出弯管。
在使用电动弯管机煨管时,所用的弯管模、导向模和压紧模,必须与被弯曲管子的外径相符,以免煨完后弯管质量不符合要求。
当被弯曲管子外径大于60mm时,必须在管内放置弯曲心棒。心棒外径比管子内径小
1-1.5mm,放在管子起弯点稍前处;心棒的圆锥部分转为圆柱部分的交线要放在管子的起弯面上。如图1-15所示。心棒伸出过前,煨弯时会使心棒开裂;心棒伸出过后,又会使煨出来的弯管产生过大的圆度。心棒的正确位置可用试验方法获得。凡使用心棒煨管时,在煨管前应将被煨管子管腔内的杂物清除干净,有条件时可在管子内壁涂少许机油,用以减小心棒与管壁的摩擦。
图1-15弯曲心棒的放置位置
1-拉杆 2-心棒 3-管子的开始弯曲面
三、液压弯管机煨管
液压弯管机主要由顶胎和管托两部分组成。顶胎的作用和电动弯管机的弯管模作用相同。管托的作用及形状和电动弯管机上的压紧模一样。图1-16为液压弯管机外形。
使用这种弯管机液压煨管时,先把顶胎退至管托后面,再把管子放在顶胎与管托的弧形槽中,并使管子弯曲部分的中心与顶胎的中点对齐,然后开动机器,将管子弯成所需要的角度。弯曲后,开倒车把顶胎退回到原来位置,取出煨好的弯管,检查角度。若角度不足,可继续进行弯曲。
图1-16液压弯管机
1-顶胎 2-管托 3-液压缸
这种弯管机胎具简单、轻便、动力大,可以弯曲直径较大的管子。但是,在弯曲直径较大的管子时,弯管断面往往变形比较严重。因此,一般只用于弯曲外径不超过44.5mm的管子。
使用这种弯管机煨管时,每次弯曲的角度不宜超过90°。操作中还需注意把两个管托间
的距离最好调到刚好让顶胎通过。太小时,会造成顶胎顶在管托上,损坏弯管机;太大时,则在弯曲时管托之间的管段会产生弯曲变形,一向弯管质量。
四、中频弯管机
中频弯管机是采用中频电能感应对管子进行局部环状加热,同时用机械拖动管子旋转,喷水冷却,使弯管工作连续不断地协调进行。采用这种管机,可以弯制 325×10mm的弯头,弯曲半径为管子公称直径的1.5倍,比焦碳加热热煨弯管提高工效近10倍。与常用冷煨弯管设备比较,这种弯管机具有占地少、造价低,不需要昂贵的模具,弯曲半径调整方便等优点。其结构如图1-17所示。
弯管时,先清除待弯钢管表面的浮锈及脏物,将与所弯管子规格相符的管子夹头装在转臂上,并调整夹头中心线至所需弯曲半径的位置,然后加以固定;然后,调整支撑滚轮的位置,使被弯曲管子的中心线至转臂轴中心的距离等于弯曲半径。调节支撑滚轮及托架的高低,使弯管的中心线与夹头中心在同一平面内,并与转臂平面平行;将钢管穿入加热圈,并夹紧在夹头中;调节加热圈,使其内侧与钢管外表面间间隙一致。开启中频机组进行加热,当管子被加热到950—1000℃(呈橙黄色)时,立即启动电动机进行弯管;同时打开冷却水阀门,对局部部位喷水冷却。在弯管时,如管子温度偏高,可适当加快转臂转速;反之,则调慢转臂转速,使钢管的加热区始终保持同一温度。当弯至所需角度时,停止加热,同时停止电动机(但在弯管中途不得停止),并浇水继续冷却,使弯管冷却至常温为止,取出弯管,检查弯曲角度和质量是否符合要求。
图1-7中频弯管机
1-减速机 2-电动机 3-管子 4-支撑滚轮 5-加热圈 6-加热区 7-夹头 8-转臂
复习题
1.按制作方法不同,弯管分哪几种?
2.管子在弯曲过程中会产生哪些变形?通常对钢管煨制弯头的变
形程度有些什么规定?
3.热煨和冷煨弯管对弯曲半径大小的确定有什么要求?为什么?
4.试述常用煨管设备的种类、构造、性能特点和操作方法。
5.在煨制弯管时,对管材的选择和应用有些什么要求?
6.任意弯曲角度弯管的弯曲段展开长度怎么计算?举例说明。
7.用Φ33mmx4mm的无缝钢管热煨一端尺寸d二900mm的45°弯管,试选择合理的弯曲半径,并在直管上确定起弯点和终弯点位置。
8.有一根们08mm×4mm的无缝钢管,需煨成一弯曲半径为3.5倍管子外径的90°弯头。试问管子弯曲后,其弯头外侧母线处管壁的减薄率为多少?如用该规格管子煨制弯曲半径为2.5倍管子外径的灯弯头可不可以?为什么?
9.有一根5m长的扎S9mmx4.Smm无缝钢管,需煨成女曙图所示的弯管,弯曲半径为4倍管外径,弯管一端长1,5m。试确定起弯点,并进行下料划线。
图1-18第9题图
第一章煨管设备及弯管计算弯管按其制作方法不同,可分为煨制弯管、冲压弯管和焊接弯管。煨制弯管又分为冷煨和热煨两种。本章着重介绍常用煨管设备的结构特点、性能及操作等方面的知识,以及煨制弯管的下料计算。 第一节弯管的一般知识 弯管是改变管道方向的管件。在管子交叉、转弯、绕梁等处,都可以看到弯管。 煨制弯管具有较好的伸缩性、耐压高、阻力小等优点。因此,在施工中常被采用。 弯管的主要形式有:各种角度的弯头、U形管、来回弯(或称乙字弯)和弧形弯管等,如图1—1所示。 弯头是带有一个任意弯曲角的管件,它被用在管子的转弯处。弯头的弯曲半径用R表示。R较大时,管子的弯曲部分就较大,弯管就比较平滑;R较小时,管子的弯曲部分就较小,弯得就较急。 来回弯是带有两个弯曲角(一般为135°)的管件。来回弯管子弯曲端中心线间的距离叫做来回弯的高度,用字母h表示。室内采暖立支管与干管及散热器连接,管道与不在同一平面上的接点连接时,一般需采用来回弯。 U形管是成正半圆形的管件。管子的两端中心线问的距离d等于两倍弯曲半径R。U形管可代替两个90°弯头,经常用来连接上下配置的两个圆翼形散热器。 图1-1弯管的主要形式 弧形弯管是带有三个弯曲角的管件。中间角一般成90°,侧角成135°。弧形弯管用于绕过其它管子,在有冷热水供应的卫生设备配管时,经常采用弧形弯管。 弯管尺寸由管径、弯曲角度和弯曲半径三者确定。弯曲角度根据图纸和施工现场实际情况确定,然后制出样板,照样板煨制并按样板检查煨制管件弯曲角度是否符合要求。样板可用圆钢煨制,圆钢的直径根据所煨管径的大小选用,10-14mm即可。弯管的弯曲半径应按管径大小、设计要求及有关规定而定。既不能过大,也末虚选得太小。因为弯曲半径过大,不但用材料多,而且管子弯曲部分所占的地方也大,这样会给管道装配带来困难;弯曲半径选
有芯弯管模具设计方法 新闻添加时间:2012-02-26 设计弯管模时,主要是计算模具的直径?由于管子材料都有一定弹性,弯曲时管子在夹紧力作用下,贴紧模具回转一个角度,当除去夹紧力后,管子会产生回弹,角度增大。因此,所设计的弯管模半径要稍小于弯管曲率半径。 一般可按下列经验公式计算: 台金钢材料取:R=0.94R 。 碳钢材料取:R-Q.96?0.98)Ro 式中:R-弯管模的半径;Ro-管子所需曲率半径?上述公式适用于相对弯曲半径e篇R。/ d ; 2?4时U为管子外径)。当e值较大对, 回弹现象严重,此时应取小值。如需要精确的计算,可按下列公式进行: 图3 图4 式中:Cr8--管子材料的强度极限(kGF/mm2); E-管子材料的弹性模数; s-管.子壁厚(mm):. d-管子外径(mm);
当e w 1.5时,一般可不考虑管子回弹现象,
弯管模结构见图3. D为模具直径(D-2R): ro 为圆弧槽半径;R,为管口小圆弧半径,它们曲下列公式计算确定. /d>2 时: (1)当e=R 当管子外径取 ■ 一■ 时.取匚=3;当d=51?TBmm时,取灯=2 (苗)当左时: ?0点nun 当弯管模直径较小时,可选用45--60 号钢;直径较大时,可用HT28-48 、HT20-40 或QT40 一10材料制造。 2芯棒 有心弯管的心棒可做成各种形状,常用的一种是圆头心棒(图4),其半圆头为心棒的半径。心棒的直径和安放的位置对弯管质量有一定影响,直径太小可能使弯曲部分的外侧扁平:直径过大,会增加心棒与管壁的摩擦?而擦伤管壁?一般芯棒直径取管子内径的 97%。 芯棒安放位置应稍微伸出管子的开始弯曲处,其距离为E。 *■:?" ■■■ b r dr ■*\ * t T ■ 式中:Ro-管子的平均弯曲半径; d .――管子的内径; d。 --- 心棒直径; h ――管子内壁与心捧之间的间隙,h=dt-d : 3 ?夹紧半模块 它是一侧有圆弧的长方形夹具块,与固定半模块长度相等。固定半模块与夹紧半模块的 弧槽略有不同,前者是一个半径为R的半圆形槽:后者的半圆弧中心须向外移I?2mm (图5),这样使营子端头夹得牢,其
第一节弯管的一般知识 弯管是改变管道方向的管件。在管子交叉、转弯、绕梁等处,都可以看到弯管。 煨制弯管具有较好的伸缩性、耐压高、阻力小等优点。因此,在施工中常被采用。 弯管的主要形式有:各种角度的弯头、U形管、来回弯(或称乙字弯)和弧形弯管等,如图1—1所示。 弯头是带有一个任意弯曲角的管件,它被用在管子的转弯处。弯头的弯曲半径用R表示。R较大时,管子的弯曲部分就较大,弯管就比较平滑;R较小时,管子的弯曲部分就较小,弯得就较急。 来回弯是带有两个弯曲角(一般为135°)的管件。来回弯管子弯曲端中心线间的距离叫做来回弯的高度,用字母h表示。室内采暖立支管与干管及散热器连接,管道与不在同一平面上的接点连接时,一般需采用来回弯。 U形管是成正半圆形的管件。管子的两端中心线问的距离d等于两倍弯曲半径R。U形管可代替两个90°弯头,经常用来连接上下配置的两个圆翼形散热器。 图1-1弯管的主要形式 弧形弯管是带有三个弯曲角的管件。中间角一般成90°,侧角成135°。弧形弯管用于绕过其它管子,在有冷热水供应的卫生设备配管时,经常采用弧形弯管。 弯管尺寸由管径、弯曲角度和弯曲半径三者确定。弯曲角度根据图纸和施工现场实际情况确定,然后制出样板,照样板煨制并按样板检查煨制管件弯曲角度是否符合要求。样板可用圆钢煨制,圆钢的直径根据所煨管径的大小选用,10-14mm即可。弯管的弯曲半径应按管径大小、设计要求及有关规定而定。既不能过大,也末虚选得太小。因为弯曲半径过大,不
但用材料多,而且管子弯曲部分所占的地方也大,这样会给管道装配带来困难;弯曲半径选得太小时,弯头背部管壁由于过分伸长而减薄,使其强度降低,而在弯头里侧管壁被压缩,形成皱纹状态。因此,一般规定:热煨弯管的弯曲半径应不小于管子外径的3.5倍;冷煨弯管的弯曲半径应不小于管子外径的4倍;焊接弯头的弯曲半径应不小于管子外径的1.5倍;冲压弯头弯曲半径应不小于管子外径。 弯管时,弯头里侧的金属被压缩,管壁变厚;弯头背面的金属被拉伸、管壁变薄。弯曲半径越小,弯头背面管壁减薄就越严重,对背部强度的影响就越大。为了使管子弯曲后不致对原有的工作性能有过大改变,一般规定管子弯曲后,管壁减薄率不得超过15%。管壁减薄率可按下式进行计算: 式中A——管子弯曲后外侧母线处管壁的减薄率(%); D W——管子外径(mm); R——弯管的弯曲半径(mm)。 弯管时,由于管子弯曲段内外侧管壁厚度的变化,还使得弯曲段截面由原来的圆形变成了椭圆形。弯管断面形状的改变,会使管子的过流断面面积减小,从而增加流体阻力,同时还会降低管子承受内压力的能力,因此,一般对弯管的椭圆率做以下规定:管径小于或等于150mm时,椭圆率不得大于10%;管径小于或等于200mm时,椭圆率不得大于8%。 管道的椭圆率可按下式进行计算: 式中T——椭圆率(%); d1——最大椭圆变形处的长径(mm); d2——最大椭圆变形处的短径(mm)。 应用水、煤气钢管和直缝焊接钢管制作冷煨弯管或热煨弯管时,管子的焊缝应位于距侧面中心线45°的地方,如图1-2所示。以免弯曲时,管子焊缝开裂。
弯管工艺守则
山东五征集团农业装备事业部管理文件 SC-NZ290300-2015004 版/次:A/0 弯管工艺守则 2015-9-24发布 2015-9-25实施
农业装备事业部技术部发布 前言 本规定是山东五征集团农业装备事业部结构件车间弯管设备使用支持性文件,目的是规范农业装备事业部结构件车间(以下简称结构件车间)弯管设备的正确使用和日常管理,使之制度化。通过实施,保证作业质量,提高员工的工作效率,保障良好的工作秩序。 本程序依据GB/T 28763-2012给出的规则起草。 本程序由山东五征集团有限公司农业装备事业部技术部提出。 本程序由山东五征集团有限公司农业装备事业部技术部归口。 本程序由山东五征集团农业装备事业部技术部负责组织起草。 本程序主要起草人: 审核: 会签:
参数名 称 参数值最大弯 管外径/mm 10 16 2 5 3 8 4 2 6 6 3 7 6 8 9 11 4 15 9 16 8 21 9 27 3 最大弯管壁厚/mm 1. 2 1. 2 3 4 4 5 5 5 6 8 12 12 16 20 4.3 弯管机的弯管外径范围为:当弯管最大外径小于114mm时,为0.3至1倍的弯管最大半径;当弯管最大外径大于或等于114mm时,为0.4至1倍的弯管最大半径。 4.4结构件车间弯管机弯管参数: 弯管机型 号 弯管外径mm 弯管壁厚mm 弯曲半径mm DWFB63 19至63 ≤5 50至250 DWFB114 48至114 ≤8 100至750 5 结构件车间现有的弯管模具 材料类型材料规格mm 壁厚 mm 弯曲半径(默认为中径)mm 对应设备 圆管φ16 2 58 DWFB63 φ25 2 50 DWFB63 φ25 2 150 DWFB63 φ33 3 101.5 DWFB63 Φ35 4 60 DWFB63 Φ42 3 100 DWFB63
一、90°弯管的计算 90°弯管在管道工程中应用最广,其弯曲半径月因制作方法不同而异。对于冷煨弯管,常取R=(4~6)D;热煨弯管取R=4D;冲压弯头或焊接弯头,常取R=(1~1.5)D。弯曲半径确定以后,即可计算出弯曲部分的下料长度,并能确定热煨时的加热长度,如图1-3所示。从图中可知,管道弯曲后,其弯曲段的外弧、内弧不是原来的直管实际长度,而只有弯管中心线的长度在弯曲前后不变,其展开长度等于原直管段长度。现设弯曲段起止端点分别为a、b,当弯曲角为90°时,管子弯曲段的长度正好是以r为半径所画圆的周长的1/4,其弧长用弯曲半径来表示,即为 弧长 由式(1-3)可知,90°弯管弯曲段的展开长度为弯曲半径的1.57倍。 图1-3 90°弯臂 在弯制U形弯、反向双弯头或方形伸缩器时,如以设计图样要求或实际测量得出的两个相邻90°弯头的中心距尺寸进行划线煨制,那么弯成的两个弯头中心距将比原来的距离要大些,这是由于金属管材加热弯曲时产生延伸的结果。下料时,应将两个弯头中心距减去这一延伸误差,再划出第二个弯头中心线和加热长度,这样才能使两个弯头弯好后,中心线间的距离正好等于所需要的尺寸。延伸误差如图1-4所示,其数值可按下式进行计算: 式中△L——延伸长度(mm); R——弯曲半径(mm); ——第二个弯曲角的角度(°)。
图1-4U形弯划线示意图 1-第一个弯头 2-规定的第二个弯头中心线位置 3-实际第二个弯头中心线位置4-第二个弯头 下面以方形伸缩器为例,说明弯管划线下料计算方法。 在图1-5a中,已知方形伸缩器的尺寸单位为mm,管径为DNl50,弯曲半径R=4DN=600mm。 若划线在图1-5b的直线上进行,并以左边端点o为起点,由图上可以看出 Oa=1500—R=1500—600=900mm ab是弯曲部分,其弧长为 ab=1.57R=1.57 X 600=942mm 从a到d由两个反向90°弯加一直管段bc组成,直管段bc的长度应减去延伸误差△L,则 bc=2100—2R—△L 由式(1—4)可知 △L=600X(1—0.00875×90)=127.5mm 那么bc=2100—2×600—127.5=772.5mm 依此类推,便可计算出各管段的下料长度,如图1—5b所示,划线工作便可顺利进行。 在实际工作中,煨制多个弯头组成的管件时,划线工作都分几次去完成。首先在草图上计算出各段下料长度,选取适当长度的直管;然后从一端开始逐个弯头进行制作,在前一个弯头制作好之后,再划下一个,以便处理在弯管工作中的尺寸误差。 图1—5b方形伸缩器的下料 二、任意弯管的计算 任意弯管是指任意弯曲角度和任意弯曲半径的弯管。这种弯管弯曲部分的展开长度可按下式进行计算: 式中L——弯曲部分的展开长度(mm);
山东五征集团农业装备事业部管理文件 SC-NZ290300-2015004 版/次:A/0 弯管工艺守则 2015-9-24发布 2015-9-25实施农业装备事业部技术部发布
前言 本规定是山东五征集团农业装备事业部结构件车间弯管设备使用支持性文件,目的是规范农业装备事业部结构件车间(以下简称结构件车间)弯管设备的正确使用和日常管理,使之制度化。通过实施,保证作业质量,提高员工的工作效率,保障良好的工作秩序。 本程序依据GB/T 28763-2012给出的规则起草。 本程序由山东五征集团有限公司农业装备事业部技术部提出。 本程序由山东五征集团有限公司农业装备事业部技术部归口。 本程序由山东五征集团农业装备事业部技术部负责组织起草。 本程序主要起草人: 审核: 会签: 批准:
弯管工艺守则 1 范围 1.1 本程序适用于金属管材在冷态下弯曲的缠绕式数控弯管机。 1.2 本程序适用于农装结构件车间DW63与DW114型号单头液压弯管机。 2 规范性引用文件 下列文件对本文件的应用是必不可少的。凡是注日期的引用文件,仅所注日期的版本适用于本文件。凡是不注日期的引用文件,其最新程序适用于本文件。 GB/T 28763-2012 数控弯管机 3术语和定义 数控弯管机 至少应有主轴回转、卡头直线运动及卡头旋转的三轴运动,并用数控系统控制的弯管机。 4弯管机参数 4.1 弯管机主参数是弯管最大外径。 4.2 弯管机的主参数和基本参数应符合下表规定 4.3 弯管机的弯管外径范围为:当弯管最大外径小于114mm时,为0.3至1倍的弯管最大半径;当弯管最大外径大于或等于114mm时,为0.4至1倍的弯管最大半径。 4.4结构件车间弯管机弯管参数: 5 结构件车间现有的弯管模具
第二节管材弯曲 一、材弯曲变形及最小弯曲半径 二、管材截面形状畸变及其防止 三、弯曲力矩的计算 管材弯曲工艺是随着汽车、摩托车、自行车、石油化工等行业的兴起而发展起来的,管材弯曲常用的方法按弯曲方式可分为绕弯、推弯、压弯和滚弯;按弯曲加热与否可分为冷弯和热弯;按弯曲时有无填料(或芯棒)又可分为有芯弯管和无芯弯管。 图6—19、图6—20、图6—21和图6—22分别为绕弯、推弯、压弯及滚弯装置的模具示意图。
图6—19在弯管机上有芯弯管 1—压块2—芯棒3—夹持块4—弯曲模胎5—防皱块6—管坯
图6—20 型模式冷推弯管装置 图6—21 V 形管件压弯模 1—压柱 2—导向套 3—管坯 4—弯曲型模 1—凸模 2—管坯 3—摆动凹模
图6—22三辊弯管原理 1—轴2、4、6—辊轮3—主动轴5—钢管 一、材弯曲变形及最小弯曲半径 管材弯曲时,变形区的外侧材料受切向拉伸而伸长,内侧材料受到切向压缩而缩短,由于切向应
力θσ及应变θε沿着管材断面的分布是连续的,可设想为与板材弯曲相似,外侧的拉伸区过渡到内侧的压缩区,在其交界处存在着中性层,为简化分析和计算,通常认为中性层与管材断面的中心层重合,它在断面中的位置可用曲率半径ρ表示(图6—23)。 管材的弯曲变形程度,取决于相对弯曲半径D R 和相对厚度D t (R 为管材断面中心层曲率半径,D 为管材外径,t 为管材壁厚)的数值大小,D R 和D t 值越小,表示弯曲变形程度越大(即D R 和D t 过小),弯曲中性层的外侧管壁会产生过度变薄,甚至导致破裂;最内侧管壁将增厚,甚至失稳起皱。同时,随着变形程度的增加,断面畸变(扁化)也愈加严重。因此,为保证管材的成形质量,必须控制变形程度在许可的范围内。管材弯曲的允许变形程度,称为弯曲成形极限。管材的弯曲成形极限不仅取决于材料的力学性能及弯曲方法,而且还应考虑管件的使用要求。 对于一般用途的弯曲件,只要求管材弯曲变形区外侧断面上离中性层最远的位置所产生的最大伸长应变m ax ε不致超过材料塑性所允许的极限值作为定义成形极限的条件。即以管件弯曲变形区外侧的外表层保证不裂的情况下,能弯成零件的内侧的极限弯曲半径min r ,作为管件弯曲的成形极限。min r 与材料力学性能、管件结构尺寸、弯曲加工方法等因素有关。
学习资料 上次我们学习了弯管的基本知识,这次我们对管件的基本知识进行学习。 所为管件,顾名思义就是管路中的部件称为管件,管件的种类可分为弯头、三通、大小头、封头、异径弯头、翻边短接等,随着工业管路的需求品种可能更多。其中弯头分为长半径弯头和短半径弯头和异径弯头。三通分为三通、四通和多通。这其中分为等径和异径,大小头分为同心和偏心。翻边短接分为长型和短型。他们的类别和代号在GB/T12459-2005中可以查到。 1.5DN称为长半径弯头,1DN称为短半径弯头,也有的地方需要2DN、 2.5DN,但不属于12459-2005标准规定,我们通常也称为非标管件。 三通和四通有等径和异径之分,等径是指三个口径相等称为等径。三个口径不相等称为异径。 封头的形状有椭圆型、半球型、蝶型,在使用中中低压管道一般采用椭圆型,电力高压一般采用半球型。还有封头组合件、三通组合件等多种多样。 对管件的加工方面,一般多采用扩和缩两种加工工艺,就是以钢管做加工毛坯料,通过扩和缩的加工方法使其改变所需产品的形状,既能不破坏原有组织的结构和机械性能,又能保证所需管件用途的质量和机械性能。如推制弯头就是采用扩径的方法加工的一样。根据正常的1.5DN弯头扩径比例为1.4~1.5倍的比率比较理想,大小头和三通的加工工艺采用缩口的加工方法加工而成,封头采用钢板模压法压制而成。 下面咱们学习一下弯头推制过程作业指导书和三通作业指导书。然后学习一些金属材料知识。 根据GB12459-2005标准中碳钢及低合金钢无缝弯头的加工要求。以感应加热推制成型的加工工艺。我们编写的有作业指导书和工艺卡等文件。无缝推制弯头的原理是将无缝弯
第二节管材弯曲 管材弯曲工艺是随着汽车、摩托车、自行车、石油化工等行业的兴起而发展起来的,管材弯曲常用的方法按弯曲方式可分为绕弯、推弯、压弯和滚弯;按弯曲加热与否可分为冷弯和热弯;按弯曲时有无填料(或芯棒)又可分为有芯弯管和无芯弯管。 图6—19、图6—20、图6—21和图6—22分别为绕弯、推弯、压弯及滚弯装置的模具示意图。 图6—19 在弯管机上有芯弯管 1—压块2—芯棒3—夹持块4—弯曲模胎5—防皱块6—管坯
图6—20 型模式冷推弯管装置 图6—21 V 形管件压弯模 1—压柱 2—导向套 3—管坯 4—弯曲型模 1—凸模2—管坯3—摆动凹模 图6—22 三辊弯管原理 1—轴 2、4、6—辊轮 3—主动轴 5—钢管 一、材弯曲变形及最小弯曲半径 管材弯曲时,变形区的外侧材料受切向拉伸而伸长,内侧材料受到切向压缩而缩短,由于切向应力 θσ及应变θε沿着管材断面的分布是连续的,可设想为与板材弯曲相似,外侧的拉伸区过渡到内侧的 压缩区,在其交界处存在着中性层,为简化分析和计算,通常认为中性层与管材断面的中心层重合,它在断面中的位置可用曲率半径ρ表示(图6—23)。 管材的弯曲变形程度,取决于相对弯曲半径D R 和相对厚度D t (R 为管材断面中心层曲率半径,D 为管材外径,t 为管材壁厚)的数值大小,D R 和D t 值越小,表示弯曲变形程度越大(即D R 和D t 过小),弯曲中性层的外侧管壁会产生过度变薄,甚至导致破裂;最内侧管壁将增厚,甚至失稳起皱。同时,
随着变形程度的增加,断面畸变(扁化)也愈加严重。因此,为保证管材的成形质量,必须控制变形程度在许可的范围内。管材弯曲的允许变形程度,称为弯曲成形极限。管材的弯曲成形极限不仅取决于材料的力学性能及弯曲方法,而且还应考虑管件的使用要求。 对于一般用途的弯曲件,只要求管材弯曲变形区外侧断面上离中性层最远的位置所产生的最大伸长应变 m ax 不致超过材料塑性所允许的极限值作为定义成形极限的条件。即以管件弯曲变形区外侧的 外表层保证不裂的情况下,能弯成零件的内侧的极限弯曲半径min r ,作为管件弯曲的成形极限。min r 与材料力学性能、管件结构尺寸、弯曲加工方法等因素有关。 图6—23 管材弯曲受力及其应力应变状况 a 受力状态 b 应力应变状态 不同弯曲加工方式的最小弯曲半径见表6—2。 表6—2 管材弯曲时的最小弯曲半径(单位:mm)
山东五征集团农业装备事业部管理文件 版/ 次:A/0 弯管工艺守则 2015-9-24发布 2015-9-25实施农业装备事业部技术部发布 前言 本规定是山东五征集团农业装备事业部结构件车间弯管设备使用支持性文件,目的是规范农业装备事业部结构件车间(以下简称结构件车间)弯管设备的正确使用和日常管理,使之制度化。通过实施,保证作业质量,提高员工的工作效率,保障良好的工作秩序。 本程序依据GB/T 28763-2012给出的规则起草。 本程序由山东五征集团有限公司农业装备事业部技术部提出。 本程序由山东五征集团有限公司农业装备事业部技术部归口。 本程序由山东五征集团农业装备事业部技术部负责组织起草。 本程序主要起草人: 审核: 会签: 批准: 弯管工艺守则 1 范围 本程序适用于金属管材在冷态下弯曲的缠绕式数控弯管机。 本程序适用于农装结构件车间DW63与DW114型号单头液压弯管机。 2 规范性引用文件
下列文件对本文件的应用是必不可少的。凡是注日期的引用文件,仅所注日期的版本适用于本文件。凡是不注日期的引用文件,其最新程序适用于本文件。GB/T 28763-2012 数控弯管机 3术语和定义 数控弯管机 至少应有主轴回转、卡头直线运动及卡头旋转的三轴运动,并用数控系统控制的弯管机。 4弯管机参数 弯管机主参数是弯管最大外径。 弯管机的主参数和基本参数应符合下表规定 弯管机的弯管外径范围为:当弯管最大外径小于114mm时,为至1倍的弯管最大半径;当弯管最大外径大于或等于114mm时,为至1倍的弯管最大半径。 结构件车间弯管机弯管参数: 5 结构件车间现有的弯管模具
金属煨管及弯管计算 一、弯管的一般知识 1)弯管的主要形式:各种角度的弯头、U形管、来回弯(或称乙字弯)和弧形弯管等,如图1—1所示。 图1-1弯管的主要形式 ①、弯头是带有一个任意弯曲角的管件,它被用在管子的转弯处。弯头的 弯曲半径用R表示。R较大时,管子的弯曲部分就较大,弯管就比较 平滑;R较小时,管子的弯曲部分就较小,弯得就较急。 ②、来回弯是带有两个弯曲角(一般为135°)的管件。来回弯管子弯曲端 中心线间的距离叫做来回弯的高度,用字母h表示。管道与不在同一 平面上的接点连接时,一般需采用来回弯。 ③、U形管是成正半圆形的管件。管子的两端中心线间的距离d等于两倍 弯曲半径R。U形管可代替两个90°弯头。 ④、弧形弯管是带有三个弯曲角的管件。中间角一般成90°,侧角成 135°。弧形弯管用于绕过其它管子。 2)弯管尺寸由管径、弯曲角度和弯曲半径三者确定。 ①、弯曲角度根据图纸和施工现场实际情况确定,然后制出样板,照样板 煨制并按样板检查煨制管件弯曲角度是否符合要求。样板可用圆钢煨 制,圆钢的直径根据所煨管径的大小选用,10-14mm即可。
②、弯管的弯曲半径既不能过大,也不能选得太小。因为弯曲半径过大, 不但用材料多,而且管子弯曲部分所占的地方也大,这样会给管道装配带来困难;弯曲半径选得太小时,弯头背部管壁由于过分伸长而减薄,使其强度降低,而在弯头里侧管壁被压缩,形成皱纹状态。因此规定冷煨弯管的弯曲半径应不小于管子外径的4倍。 ③、弯管时,弯头里侧的金属被压缩,管壁变厚;弯头背面的金属被拉伸、 管壁变薄。弯曲半径越小,弯头背面管壁减薄就越严重,对背部强度的影响就越大。为了使管子弯曲后不致对原有的工作性能有过大改变,一般规定管子弯曲后,管壁减薄率不得超过15%。管壁减薄率可按下式进行计算: 010021????? ? ? ????? ? +- =W D R R A 式中A ——管子弯曲后外侧母线处管壁的减薄率(%); D W ——管子外径(mm); R ——弯管的弯曲半径(mm)。 (由上式可知,¢25的管子弯曲半径不得小于70 mm, ¢20的管子弯曲半径不得小于56 mm,但由于薄壁管一般达不到国标标准,所以该半径尺寸应放大一些) ④、弯管时,由于管子弯曲段内外侧管壁厚度的变化,还使得弯曲段截面 由原来的圆形变成了椭圆形。弯管断面形状的改变,会使管子的过流断面面积减小,从而增加流体阻力,同时还会降低管子承受内压力的能力,因此,一般对弯管的椭圆率做以下规定:管径小于或等于150mm 时,椭圆率不得大于10%;管径小于或等于200mm 时,椭圆率不得大于8%。管道的椭圆率可按下式进行计算: 01 2 1100?-=d d d T 式中T ——椭圆率(%);
弯管力矩计算公式 Prepared on 24 November 2020
第二节管材弯曲 管材弯曲工艺是随着汽车、摩托车、自行车、石油化工等行业的兴起而发展起来的,管材弯曲常用的方法按弯曲方式可分为绕弯、推弯、压弯和滚弯;按弯曲加热与否可分为冷弯和热弯;按弯曲时有无填料(或芯棒)又可分为有芯弯管和无芯弯管。 图6—19、图6—20、图6—21和图6—22分别为绕弯、推弯、压弯及滚弯装置的模具示意图。 图6—19 在弯管机上有芯弯管 1—压块 2—芯棒 3—夹持块 4—弯曲模胎5—防皱块 6—管坯
图6—20 型模式冷推弯管装置 图6—21 V 形管件压弯模 1—压柱 2—导向套 3—管坯 4—弯曲型模 1—凸模2—管坯3—摆动凹模 图6—22 三辊弯管原理 1—轴 2、4、6—辊轮 3—主动轴 5—钢管 一、材弯曲变形及最小弯曲半径 管材弯曲时,变形区的外侧材料受切向拉伸而伸长,内侧材料受到切向压缩而缩短,由于切向应力θσ及 应变 θε沿着管材断面的分布是连续的,可设想为与板材弯曲相似,外侧的拉伸区过渡到内侧的压缩区,在其 交界处存在着中性层,为简化分析和计算,通常认为中性层与管材断面的中心层重合,它在断面中的位置可用曲率半径ρ表示(图6—23)。 管材的弯曲变形程度,取决于相对弯曲半径D R 和相对厚度D t (R 为管材断面中心层曲率半径,D 为管材外径,t 为管材壁厚)的数值大小,D R 和D t 值越小,表示弯曲变形程度越大(即D R 和D t 过小),弯曲中性层的外侧管壁会产生过度变薄,甚至导致破裂;最内侧管壁将增厚,甚至失稳起皱。同时,随着变形程
弯管参数计算及编程实现 船舶软件建立三维管道模型后,需要自动生成管子加工信息,这样就提高了设计效率。其中弯管参数主要是下料长度,弯角和转角。 下料长度是由各管段实长,即管子中心线长度,减去弯管部分切线长再加上弯管部分。实长就是向量的模。 弯角用向量的点乘来求解,即余弦定理。 转角用向量的叉乘来求解,比用两面角的方法精度要高。因为向量叉乘运算时的数字运算比三角函数精度高点。 因为都是矢量代数运算,所以需要一个矢量类,类定义如下: 1: //------------------------------------------------------------------------------ 2: // Copyright (c) 2011 eryar All Rights Reserved. 3: // 4: // File : Vector.h 5: // Author : eryar@https://www.doczj.com/doc/0714020285.html, 6: // Date : 2011-12-2 21:34 7: // Version : 1.0v 8: // 9: // Description : 10: // 11: //============================================================================== 12: 13: #ifndef _VECTOR_H_ 14: #define _VECTOR_H_ 15: 16: #pragma once 17: 18: #include
第十三章空间弯管作图法 在锅炉的设计制造过程中,经常要涉及到大量空间弯管。下面介绍一种利用计算机作图法来求出空间弯管二面角、管子的真实直段长度、真实弧长、真实空间弯曲角及展开长度。计算机测量精度可达0.01mm,足可以满足锅炉的精度要求。 注:这部分内容应在教师指导下学习。 §13—1投影基本原理 (1)平行某个平面的管子,在该平面上的投影为真实投影。(即投影平行于轴线时,在另外投影面的投影为真实投影。) (2)垂直于某个平面的管子在其他投影面上的投影为真实投影。(即在投影面上为一点时,在另外投影面的投影为真实投影。 (3)一点到同垂直一个平面的两个平面投影点垂直距离相等。 (4)两个真实投影直线之间的夹角为真实夹角。 (5)三条直线组成的空间管,若中间一条线的投影为一点时,那么另两条直线的夹角为二面角。 (6)若一条直线为真实投影,那么这条直线在垂直于此直线的平面上投影为一点 §13—2空间弯管作图 例题:空间弯管作图法求二面角、管子真实直段长度、真实弧长和真实弯曲角度。 注:弯曲半径。 第 1 页共42 页
§13—3练习题 1.作图求真实弯曲角。 答案:直线真实长度: 真实角度: AB=84.34mm ∠ABC=150° BC=139.34mm ∠BCD=144° CD=117.11mm 二面角X=144.81°2.作图求真实弯曲角。(答案:∠ABC=68.4°) 3.作图求二面角、真实弯曲角。 (答案:二面角=112;∠ABC=110;∠BCD=97.7°)。 第 2 页共42 页
4.作图求二面角,真实弯曲角。 ) (答案:二面角=32.4°;∠CDE=96°;∠BCD=97.7° (答案:二面角=112;∠CDE=96;∠DEF=105°) 学习方法及注意事项 1,通过做例题掌握作图方法。 2,正确理解并掌握投影基本原理,能正确分析出哪条线是真实投影线和哪个角是真实投影角。 3,作图必须准确,否则会造成过大的误差。 1)保证垂线准确无误。 2)线的交点必须找准。 4,经过反复练习,直到正确作出练习题的结果方可掌握。 第 3 页共42 页
任意弯管的计算 欧阳光明(2021.03.07) 任意弯管是指任意弯曲角度和任意弯曲半径的弯管。这种弯管弯曲部分的展开长度可按下式进行计算: 式中L——弯曲部分的展开长度(mm); ——弯曲角度(°); ——圆周率; R——弯曲半径(MM)。 此外,任意弯管弯曲段展开长度的计算,还可按图1-6及表1-1进行。 图1-6任意弯管 下面举例说明表1-1的使用方法。 表1-1任意弯管计算 弯曲角度α半弯直长C弯曲长度L 弯曲角度α半弯直长C弯曲长度L 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 0.0087 0.0175 0.0261 0.0349 0.0436 0.0524 0.0611 0.0699 O.0787 O.0875 0.0962 0.1051 0.1139 0.1228 0.1316 0.1405 0.1494 0.1584 0.1673 0.1763 0.1853 0.1944 0.0175 0.0349 0.0524 0.0698 0.0873 0.1047 0.1222 0.1396 0.1571 0.1745 0.1920 0.2094 0.2269 0.2443 0.2618 0.2793 O.2967 0.3142 0.3316 0.3491 O.3665 0.3840 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 O.4245 0.4348 0.4452 0.4557 0.4663 0.4769 0.4877 0.4985 O.5095 O.5205 0.5317 O.5429 0.5543 O.5657 0.5774 0.5890 0.6009 0.6128 O.6249 0.6370 0.6494 0.6618 0.8029 O.8203 O.8378 0.8552 O.8727 O.8901 0.9076 O.9250 0.9425 0.9599 0.9774 0.9948 1.0123 1.0297 1~0472 1.0647 1.0821 1.0996 1.1170 1.1345 1.1519 1.1694