
45卷增i1J盂祥军陈春和余巍刘茵琪:几种海洋Ij程用钛合金及其应用
从l:表中可以看出,Ti31、Ti75、TiSO合金钨极氩弧焊,焊接抗裂性非常好,焊接接头强度与母材一致,达到强度系数为l,TC4合金的焊接抗裂性比前三种合金稍差。
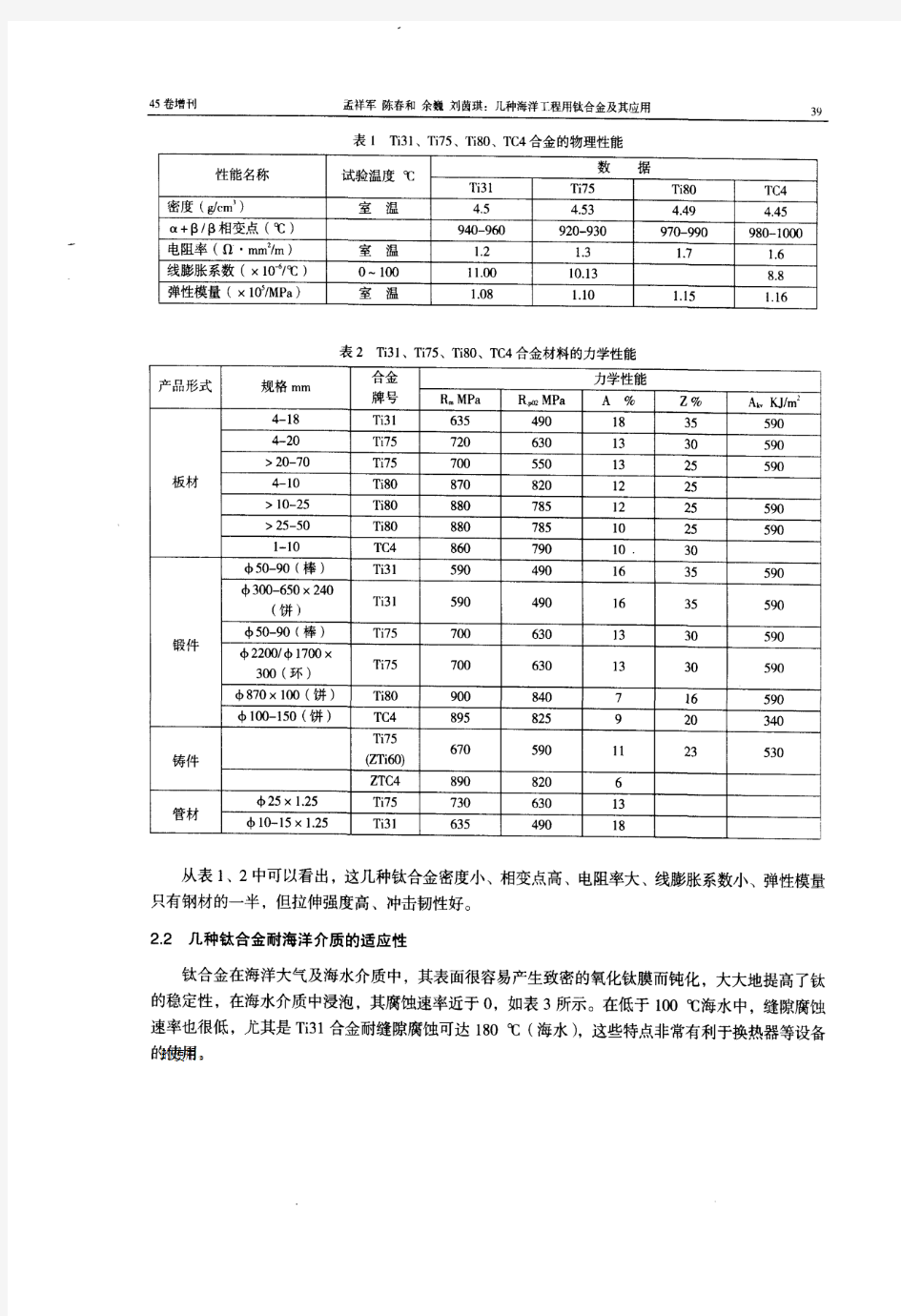
4应用事例Ti80的拉伸塑性(900。C)TC4的拉伸塑性(900。C)图1几种钛合金的温度一变形塑性
4.1深潜器耐压球壳及构件
在深潜器耐压壳体的应用方面美国开展的比较早,如Alvin科研深潜器,1973年改建时将耐压壳体换成钛合金(板厚49mm),代替1964年建造时采用的HYl00高强钢(板厚33.8mm),下潜深度从20(hqm增加到36()(3m,它的辅助箱及高压空气容器也采用Ti一6A1—4VELI钛合金建造。1981年和1982年建造的“海崖”号深潜器装备了钛的观察舱和操纵舱,下潜深度可达6100rn。由此也可以看出,大深度深潜器的壳体材料发展趋势也是用钛合金,、我国目前也在用钛合金研制深潜器的耐压舱和浮力球等部件。
4.2换热器
在海洋_1‘:程中.热交换器的应用最广泛的采用钛合金。俄罗斯自1962年以来各种类型的热交换器建造并成功运行六千多台,已经达到了完全商业化的水平。我国也成功的运用钛合金生产了多台
船用热交换器,并成功的运行在船卜。
几种海洋工程用钛合金及其应用
作者:孟祥军, 陈春和, 余巍, 刘茵琪
作者单位:中船重工七二五所
本文链接:https://www.doczj.com/doc/058384063.html,/Conference_5622258.aspx
文件编号:TP-AR-L8424 In Terms Of Organization Management, It Is Necessary To Form A Certain Guiding And Planning Executable Plan, So As To Help Decision-Makers To Carry Out Better Production And Management From Multiple Perspectives. (示范文本) 编制:_______________ 审核:_______________ 单位:_______________ 钛及钛合金焊接工艺分 析正式样本
钛及钛合金焊接工艺分析正式样本 使用注意:该解决方案资料可用在组织/机构/单位管理上,形成一定的具有指导性,规划性的可执行计划,从而实现多角度地帮助决策人员进行更好的生产与管理。材料内容可根据实际情况作相应修改,请在使用时认真阅读。 随着科学技术的飞速发展和人们生活水平的不断提高,当前人们逐渐对钛合金焊接技术的应用重视起来。众所周知,钛和钛合金焊接工艺是我们在进行焊接工作中的重点焊接环节,因为钛的比强度相对较高,且钛的耐海水性以及耐低温性也比较高,与此同时,钛也具有无磁透声等和防抗击震动等优点。本文针对当前钛及钛合金焊接形状,对钛及钛合金具体焊接工艺进行详细分析和阐述,希望为我国焊接行业的发展贡献出一份力量。 广义来讲,钛及钛合金是以建筑结构材料形式产生的,同时由于钛及钛合金密度小以及抗拉强度相对
较高等特点现已倍受青睐。而在300摄氏度到500摄氏度的高温状态下,钛合金金属材料仍具有足够高的强度,并且钛及钛合金具有优良抗腐蚀性,被多用于船只建造。 钛及钛合金焊接工艺特点分析 工业纯钛的抗拉强度普遍偏低,要想使得工业纯钛强度达到标准要求,就得对其进行合金元素施加,对工业纯钛进行不同种类元素和不同数量元素的施加会使工业纯钛产生三种不同类型的钛合金。其中,Ti-230材质的钛合金较为常用,一般加力燃烧室滚动轴承通常是由相应支撑环组件和加强环焊接组件共同构成。 钛及钛合金焊接组织和钛及钛合金相关焊接缺陷详述 2.1.钛及钛合金焊接组织
各品牌种植体的介绍 目前国内口腔市场的种植体虽多,大多为韩国品牌,他们主要以模仿欧洲种植体为主,理念虽然有但是毕竟工业制造发展时间短,有些工艺上只能接近欧洲品质,他们也拿不出科学分析报告来证明自己,存留率不高,不过韩国品牌推广营销做的好,国内医生也很多习惯用他们的工具,不过前景不乐观,现在已经越来越多德国欧洲品牌进入中国。 德国ICX的核心人员都曾作为诺贝尔的核心技术研究人员,掌握各大种植体制造工艺的精髓,结合世界三大种植体领导产品的优点,融入创新的理念,以德国精湛工艺创造了ICX 种植体,媲美士卓曼、诺贝尔的品质,并有着价格上的优势,有三十多个国家地区的临床经验,现已在亚太地区登录,并格外注重中国市场发展。 鉴别种植体的好坏主要在于判断种植体表面处理,材质以及内部构造 1、表面处理 “士桌曼”的表面处理技术被公认为最好的,ICX的表面处理跟他的bone level系列一样,S.L.A大颗粒喷砂加酸蚀。实验证明我们ICX的表面处理工艺媲美士桌曼,而耐疲劳强度比士桌曼还高。 ICX-templant?Straumann?Bone Level以及其他13个种植体品牌的耐疲劳强度测试结果: 诺贝尔的TiUnite钛易耐表面处理,则为105.1(注:测试结果越小越好)目前市场上的种植体大多还是以单纯喷砂为主,包括奥齿泰。个别品牌,例如韩国登腾是S.L.A,他们的数据检测无法跟ICX和士桌曼相比。 良好的亲水性是骨结合的重要因素,能够缩短愈合周期,提高种植初期的稳定性,同时
更适合即刻负重和早期负重登手术方式。 水接触角检测 测量方式和误差:取中间值,误差不超过3° 液体大小:1μ 测量仪器:OCA15plus 测量日期:20.5.2011 根据测试结果显示,ICX和士桌曼表面水接触角最小,具有优良的亲水性 2、材质 与人体相溶最好的金属为纯钛,但由于钛的物理强度不够。一般市面上采用的都是钛合金。ICX采用的是冷作钛变体,即纯钛经过冷作加工,增加物理强度。选材和工艺与诺贝尔是一样的,而诺贝尔是以其材质加工工艺“钛易耐”TiUnite,即冷作钛变体。而费亚丹,Astra,士桌曼都是采用钛2级的,物理强度没ICX好。 3、内部结构 1、Astra Tech来自瑞典的种植体,其名气跟士桌曼,诺贝尔并列为世界五大种植体。其优 点在于内部构造不但精密,而且独特的内部结构设计,尤其是其11°内锥机构,经过无数的临床检验报告证明,内锥结构有利于种植体的稳定性,此特点ICX同样具备。ICX 深层次锥形封闭架构,植体和基台紧密的密封嵌合,微间隙度仅为0.40μm,有效阻止微动和微漏。 ICX-templant表面扫描电镜分析
原题:让“近净成形”结构件飞上蓝天--北航教授王华明 王华明,北京航空航天大学材料学院材料加工工程系主任、材料加工工程学科责任教授、“长江学者特聘教授”。开辟“快速凝固激光材料制备与成形”研究新领域,建成先进的“激光材料加工制造技术实验室”,在先进材料快速凝固激光制备加工与成形制造领域取得多项原创性成果并在航空发动机及飞机上得到应用。2000年来主持“国家自然科学基金重点项目”、“国家863计划课题”“教育部跨世纪优秀人才计划基金”、“总装武器装重点基金”、“国防基础科研重点项目”等科研项目10余项,发表论文被SCI及EI收录137篇次、授权与申请发明专利7项、获得“北京市教学成果一等奖”及“国家教学成果二等奖”。2013年入选国家“万人计划”第一批科技创新领军人才。 当前,“绿色浪潮”席卷全球,推行绿色制造技术,实现制造过程的环保、绿色化已是题中之义。而“增材制造”在这一浪潮的影响下受到日益广泛的关注。北京航空航天大学的王华明教授及其带领的科研团队在大型钛合金结构件激光直接制造技术领域取得令人瞩目的成绩,并且在航空航天装备应用中取得了重要突破。 从“减法”到“加法” 实现质的飞跃 高性能金属构件激光成形技术是以合金粉末为原料,通过激光熔化逐层堆积(生长),从零件数模一步完成高性能大型复杂构件的“近净成形”。这一技术1992年在美国首先提出并迅速发展。由于高性能金属构件激光成形技术对大型钛合金高性能结构件的短周期、低成本成形制造具有突出优势,在航空航天等装备研制和生产中具有广阔的应用前景,受到政府和业界的高度关注。 在王华明教授看来,从传统的大型钛合金结构件制造方法,如整体锻造、切削技术,到这种新型的激光直接制造技术,实现了加工技术由“减法”到“加法”的质的飞跃。采用整体锻造等传统方法制造大型钛合金结构件,是一个做“减法”的过程。零件的加工除去量非常大。例如,美国的F-22飞机中尺寸最大的Ti6Al4V 钛合金整体加强框,所需毛坯模锻件重达 2796千克,而实际成形零件重量不足144千克,材料的利用率不到4. 90%,这势必造成大量的原材料损耗。与此同时,在铸造毛坯模锻件的过程中会消耗大量的能源,也降低了加工制造的效率。
钛及钛合金机械加工要求 一、钛及钛合金切削特点: 1、变形系数小:变形系数小于或接近于1,切削在前刀面上滑动摩擦的路程大大增大,加速刀具磨损。 2、切屑温度高:在相同的切削条件下,切削温度可比切削45号钢时高出一倍以上。 3、单位面积上的切削力大:容易造成崩刃,加大刀具磨损并影响零件的精度。 4、冷硬现象严重:降低零件的疲劳强度,加剧刀具磨损。 5、刀具磨损:在切削温度高和单位面积上切削力大的条件下,刀具很容易产生粘结磨损。 二、刀具选择 1、切削加工钛及钛合金应从降低切削温度和减少粘结两方面出发,选用红硬性好,抗弯强度高,导热性能好,与钛合金金亲和性差的刀具材料。 2、常选用YG类硬质合金刀具比较适合,常用的硬质合金刀具材料为:YG8、YG 3、YG6X、YG6A、813、643、YS2T和YD15等。 3、也可以选用金刚石和立方氮化硼作刀具。 三、加工设备要求 1、设署专用加工场地,确定专用加工钛及钛合金的机床。 2、工作区域辅设橡胶板或木地板,以免碰伤、擦伤钛材表面。
3、与钛及钛合金接触的所有工具、夹具、机床或其它装置必须洁净。 4、经清洗过的钛合金零件,要防止油脂或指印污染,否则以后可能造成盐(氯化钠的应力腐蚀。 5、禁止使用铅、铜、锡、镉及其合金,锌基合金制作的工具,夹具与钛,钛合金接触。 四、切削加工的要求 1、由于钛及钛合金的弹性模量小,工件在加工中的夹紧变形和受力变形大,会降低工件的加工精度,工件安装时夹紧力不宜过大,必要时可增加辅助支承。 2、切削液选用不含氯化物的切削液。 3、切削时,应大量浇注切削液,使钛及钛合金加工时充分得到冷却。 4、加工时,应防止切屑在机床上堆积。 5、刀具用钝后立即进行更换,或降低切削速度,加大进给量以加大切屑厚度。 6、加工时如一旦着火,应采用滑石粉,石灰石粉末,干砂等灭火器材进行扑灭,严禁使用四氯化碳,二氧化碳灭火器,也不能浇水。
钛及钛合金牌号、特性及应用 Ti-6Al-4V 属于热处理强化的钛合金,它具有较好的焊接性薄板成型性和锻造性能。用于制造喷气发动机压缩机叶片,叶轮等。其他如起落架轮和结构件,紧固件,支架,飞机附件,框架、桁条结构、管道,应用非常广泛。 Ti-5Al-2.5Sn 锻造时抗裂纹的能力较好,成型性尚可,焊接性良好,热处理不能强化。用于传动齿轮箱外壳,喷气发动机外壳装置及导向叶片罩,管道结构等。 Ti-8Al-1Mo-1V 成型性及锻造时抗裂纹的能力尚可,焊接性好,但不可热处理强化。用地制作喷气发动机叶片,叶轮和外壳,陀螺仪万向导向叶片罩,喷管装置的内蒙皮和框架等。 Ti-6Al-6V-2Sn 属于可热处理强化的钛合金,锻造时抗裂纹的能力好,但焊接性差。用于制造紧固件,入风口控制导向装置,试验结构件。 Ti-13V-11Cr-3Al 属于可热处理强化的钛合金,成型性良好,锻造时有一定抗裂纹能力,焊接性尚可,用作结构锻件,板状桁条结构,蒙皮,框架、支架、飞机附件,紧固件。 Ti-2.25Al-11Sn-5Zr-1Mo-0.2Si 属于可热处理强化的钛合金,锻造时抗裂纹的能力好,用于制造喷气发动机叶片,叶轮,起落架滚轮,飞机骨架、紧固件等。 Ti-6Al-2Sn-4Zr-2Mo 成型性焊接性好,锻造时有良好的抗裂纹能力,但不热处理强化。用于制造压缩机叶片,叶轮,起落架滚轮,隔圈压气机箱组合件,飞机骨架,蒙皮构件等。 Ti-4Al-3Mo-1V 属于可热处理强化的钛合金,锻造性、成型性好。用于制造飞机骨架构件。 IMI125 IMI130 IMI160 工业纯钛,抗蚀性优异,比强度较高,疲劳极限较好,锻造性好,可用普通方法锻造、成形和焊接。可制成板、棒、丝材。应用于航空、医疗、化工等方面,如排气管,防火墙、受热蒙皮以及要求塑性好、能抗蚀的零件 IMI317 属于α型钛合金,可焊接,在315~593℃具有良好的抗氧化性、强度和高温稳定性,可制造锻件及板材零件,如航空发动机压气机叶片、壳体、支架。 IMI315 属于α+β型钛合金,可热处理强化,用于航空发动机压气机盘和叶片、导弹部件等。IMI318 α+β型合金,锻造性及综合性能良好,是各国普遍使用的钛合金,用于航空发动机压气机盘和叶片等部件。 IMI550 α+β型钛合金,易锻造,室温强度好,蠕变抗力较高(400℃以下),持久强度高,广泛用于制造发动机及机翼滑轨,动力控制装置外壳等。 IMI551 属于α+β型钛合金高强度钛合金,它具有强度高、蠕变极限高(400℃以下),锻造性
医用钛及钛合金种植体材料的研究进展 【摘要】从钛及其合金的成分、组织与性能、钛表面的腐蚀与离子释放、钛及其合金的组织反应和钛的表面活性化处理等四个方面综述了近几年有关钛及其合金种植体材料的研究进展,提出具有合适粗糙度、表面离子释放少的活性表面设计和制作将是今后的重要研究方向之一。 现代科学技术的进步已使得人类能够进行改造和创建新的生命形态,器官的人工化成为当今医学科学的尖端技术之一。其潜在的核心是医用生物材料的开发,医用生物材料的发展将使人们把处理人体失去功能组织的方法由组织去除、组织替代最终实现组织重建[1]。目前,生物材料的世界市场份额已超过120亿美元,而且由于社会的进步、技术的发展和人口老龄化的加剧,它正以7%的速度增长[2]。由于其广阔的应用前景,日本、意大利、美国等发达国家投巨资支持生物材料的研究和开发,我国亦加大了对生物材料领域的资助力度,以对抗激烈的国际竞争。人工牙、人工关节和人工骨等硬组织替代材料在医用生物材料的应用中占有较大比例,并以较快速度增长[3]。 在人工种植体的研究和应用中,钛、钛合金及其磷灰石涂层复合材料一直倍受关注。磷灰石生物陶瓷由于具有良好的生物活性和生物相容性,作为涂层材料,它能促进种植体与骨形成骨性结合,降低种植体金属离子向人体的释放和保护金属表面不受环境因素的影响。对于多孔金属种植体,能够促进骨长入[4]。因此,钛与钛合金表面热喷涂磷灰石涂层种植体材料因其优异的早期临床效应而在研究和应用中日益得到重视[5~10]。但由于金属―陶瓷界面的存在以及喷涂所引起的结晶度的降低,羟基磷灰石的分解与表面粗糙度的提高会导致涂层的剥离[11~13]和植入后涂层表面的溶解[14],从而影响种植体的长期效果。因此不少学者近年来积极开展了新型钛合金及钛表面活性的研究。与传统的不锈钢和钴基合金相比,钛及其合金由于具有低密度、低模量、高强度、优异的生物相容性和耐腐蚀性等特点而在生物材料领域获得越来越广泛的应用,而且钛在地壳中储量丰富(0.6%,在所有元素中排第9位,在常用金属元素中仅次于铁、镁、铝排第4位),具有进一步开发的潜在优势,是理想的、应用前景广阔的生物医学工程材料。本文从钛及其合金的成分、组织与性能、钛表面的腐蚀与离子释放、钛及其合金的组织反应和钛的表面活性化处理等4个方面综述了近几年有关钛及其合金种植体材料的研究进展。 1钛及其合金的成分、组织与性能 工业纯钛(commercially-puretitanium,CPtitanium)共有4个级别,溶有不同量的H,O,N,C 和Fe。1~4级Ti最大含O量分别为(wt)0.18%,0.25%,0.35%和0.40%;最大含Fe量分别为0.20%,0.30%,0.30%和0.50%。所有4个级别的Ti中N,H,C的最大浓度分别为0.03%,0.015和0.10%[15]。Ti有20余种合金,为临床使用提供了选择的余地。Ti及其合金具有α,β两种同素异形体[16]。有研究表明Ti-6Al-4V合金中的V有毒性和不利的组织反应[17],Al会引起神经紊乱[18],因此,人们研究和开发了不含Al,V的β型钛合金[19,20]。常用的新型医用纯钛及其合金种植体的成分、组织类型和力学性能汇总如表1所示。 2钛表面的腐蚀与离子释放 Akahori等认为金属生物材料中钛及其合金之所以具有最好的生物相容性,是因为其表面能形成一层极稳定的相-TiO2[22],氧化膜的存在还使钛合金具有优异的耐蚀性[21]。新鲜钛表面可快速形成5~10nm厚的氧化膜,在一定条件下该氧化膜可以生长[15]。可形成的氧化物包括TiO2,TiO,Ti2O3等,有研究者认为其中TiO2最常见,也有人认为Ti2O3占主导地位[23]。Ducheyne等人的研究表明,尽管钛表面被一层热力学稳定的氧化膜覆盖,但植入后钛仍向周围组织和体液释放出腐蚀产物[24]。这种腐蚀产物可引起组织细胞的变性和坏死、非特异性炎症、过敏反应,甚至导致肿瘤的形成[25]。Espoeito等研究者在分析了失败种植
钛合金的特性及其应用,材料工程学论文,工学论文 [摘要]综述了钛合金材料的应用及研究现状,着重介绍了钛及钛合金的主要特性,加工性能及其在航空航天、军事工业和汽车制造方面的应用,并在此基础上展望了钛合金的发展方向。 [关键词]钛合金特性加工性能应用领域 Ti在地壳中的丰度为0.56%(质量分数,下同),在所有按元素中居第9位,而在可作为结构材料的金属中居第4位,仅次于Al、Fe、Mg,其储量比常见金属Cu,Pb,Zn储量的总和还多。我国钛资源丰富,储量为世界第一。钛合金的密度小,比强度、比刚度高,抗腐蚀性能、高温力学性能、抗疲劳和蠕变性能都很好,具有优良的综合性能,是一种新型的、很有发展潜力和应用前景的结构材料。近年来,世界钛工业和钛材加工技术得到了飞速发展,海绵钛、变形钛合金和钛合金加工材的生产和消费都达到了很高的水平,在航空航天领域、舰艇及兵器等军品制造中的应用日益广泛,在汽车、化学和能源等行业也有着巨大的应用潜力。 一、钛及钛合金的特性 钛及钛合金具有许多优良特性,主要体现在如下几个方面: 1.强度高。钛合金具有很高的强度,其抗拉强度为686—1176MPa,而密度仅为钢的60%左右,所以比强度很高。 2.硬度较高。钛合金(退火态)的硬度HRC为32—38。 3.弹性模量低。钛合金(退火态)的弹性模量为1.078×10-1.176×10MPa,约为钢和不锈钢的一半。 4.高温和低温性能优良。在高温下,钛合金仍能保持良好的机械性能,其耐热
性远高于铝合金,且工作温度范围较宽,目前新型耐热钛合金的工作温度可达550—600℃;在低温下,钛合金的强度反而比在常温时增加,且具有良好的韧性,低温钛合金在-253℃时还能保持良好的韧性。 5.钛的抗腐蚀性强。钛在550℃以下的空气中,表面会迅速形成薄而致密的氧化钛膜,故在大气、海水、硝酸和硫酸等氧化性介质及强碱中,其耐蚀性优于大多数不锈钢。 二、钛及钛合金的加工性能 1.切削加工性能 钛合金强度高、硬度大,所以要求加工设备功率大,模具、刀具应有较高的强度和硬度。切削加工时,切屑与前刀面接触面积小,刀尖应力大。与45钢相比,钛合金的切削力虽然只有其2/3—3/4,可是切屑与前刀面的接触面积却更小(只有45钢的1/2—2/3),所以刀具切削刃承受的应力反而更大,刀尖或切削刃容易磨损;钛合金摩擦因数大,而热导率低(分别仅为铁和铝的1/4和1/16);刀具与切屑的接触长度短,切削热积聚于切削刃附近的小面积内而不易散发,这些因素使得钛合金的切削温度很高,造成刀具磨损加(转载自文章资源库https://www.doczj.com/doc/058384063.html,,请保留此标记。)快并影响加工质量。由于钛合金弹性模量低,切削加工时工件回弹大,容易造成刀具后刀面磨损的加剧和工件变形;钛合金高温时化学活性很高,容易与空气中的氢、氧等气体杂质发生化学反应,生成硬化层,同时进一步加剧了刀具的磨损;钛合金切削加工中,工件材料极易与刀具表面粘结,加上很高的切削温度,所以刀具易于产生扩散磨损和粘结磨损。 2.磨削加工性能 钛合金化学性质活泼、在高温下易与磨料亲和并粘附,堵塞砂轮,导致砂轮磨
上海大学 本科生课程论文论文题目:钛合金在多领域的应用与发展 课程名称: 课程号: 学生姓名: 学生学号: 所在学院:材料科学与工程学院 日期:2015.05.24
摘要:钛合金因具有强度高、耐蚀性好、耐热性高等特点而被广泛用于各个领域。世界上许多国家都认识到钛合金材料的重要性,相继对其进行研究开发,并得到了实际应用。本文综述了钛合金在航空航天飞行器、热氢处理、发动机、高温钛合金、生物医用材料等方面的应用与发展。 关键词:钛合金;航空;氢;发动机;生物医用材料 钛合金在航空方面的应用与发展 钛合金具有比强度高、耐腐蚀性好、耐高温等优点。从20世纪50年代开始,钛合金在航空航天领域中得到了迅速的发展。钛合金是当代飞机和发动机的主要结构材料之一,可以减轻飞机的重量,提高结构效率。在飞机用材中钛的比例,客机波音777为7%,运输机C-17为10.3%,战斗机F-4为8%,F-15为25.8%,F-22为39%。 高性能航空发动机的发展需求牵引着高温钛合金的发展,钛合金的使用温度逐步提高,从20世纪50年代以Ti-6Al-4V合金为代表的350℃,经过IMI679和IMI829提高到了以IMI834合金为代表的600℃。目前,代表国际先进的高温钛合金有美国的Ti-6242S,Ti-1100,英国的IMI834,俄罗斯的BT36以及中国的Ti-60。表2为600℃主要高温钛合金的成分及性能特点。 Ti-6242S(Ti-6Al-2Sn-4Zr-2Mo-0.1Si)钛合金是美国于20世纪60年代为了满足改善钛合金高温性能的需要,特别是为了满足喷气发动机使用要求而研制的一种近α型钛合金。合金的最高使用温度为540℃,室温的σb=930 MPa。特点是具有强度、蠕变强度、韧性和热稳定性的良好结合,并具有良好的焊接性能,主要应用于燃气涡轮发动机零件,发动机结构板材零件,飞机机体热端零件。 BT36(Ti-6.2A1-2Sn-3.6Zr-0.7Mo-0.1Y-5.0W-0.15Si)合金是俄罗斯于1992年研制成功的一种使用温度在600~650℃的钛合金。合金中加入了5%W和约0.1%Y。加入W对提高合金的热强性有明显作用。加入微量Y可以明显地细化合金的晶粒,改善了合金的塑性和热稳定性。 Ti60(Ti-5.8 Al-4.8 Sn-2.OZr-1.0 Mo-0.35Si-0.85Nd)合金由中国科学院金属研究所在Ti55合金基础上改型设计、宝鸡有色金属加工厂参与研制的一种600℃高温钛合金。Ti60合金的特点之一是合金中加入了1%Nd(质量分数),通过内氧化方式形成富含Nd、Sn和O的稀土相,降低基体中的氧含量,从而起到净化基体,改善合金热稳定性的作用。Ti60合金已进行了半工业性中试试验(包括压气机盘模锻)和全面性能测定。 根据国内外研究现状,未来高温钛合金的发展趋势是:(1)研制600℃以上的新型高温钛合金。可对现有高温钛合金的成分进行调整,改进加工工艺,或研发新的高温钛合金,提高高温钛合金的使用温度。(2)稀土元素在高温钛合金中的作用尚待进一步研究。我国研制的含稀土元素的高温钛合金其使用温度已达到600℃,其各项性能显示均为良好。但稀土元素在合金
纯钛热加工性能参数 1. 来料牌号及化学成分 注:合金牌号对应标准GB/T3620.1-2007 2.纯钛的物理性能 熔点1668±4℃ 密度ρ=4.5g/cm3 弹性模量E=1.17×105MPa、G=0.44×105Mpa(约为钢的54%)导热系数λ=19.3Wm-1K-1 热膨胀系数10.2×10-6/℃(室温-700℃) 泊松比υ=0.33
3.常温下力学性能 4. 加热规范 板坯在热轧前需要在加热炉中均匀加热, 为防止氧扩散,应限制加热温度和时间,因此,从成材率、表面质量考虑,该扩散层的厚度越薄越好,为此,热轧带卷加热温度的设定应在保证稳定轧制并可卷制成带的情况下,尽可能低。通常工业纯钛在加热炉内最好加热至800~920℃。 纯钛料轧制时的加热制度和终轧温度 5. 轧制过程控制 热轧分为粗轧和精轧。粗轧通常使用可逆式轧机,从厚板坯(80~300mm )的轧制到供精轧机轧制的板材厚度(25~40mm ),需经5~7个道次的轧制。纯钛的粗轧终轧温度为790℃。精轧工序在6~7台串列式轧机进行,可将25~40mm 的板坯连续加工成钛带材(厚3~6mm ),轧制速度可达
300~600m/min。 轧制过程温度控制参数为:钛板坯在加热炉中加热到800~920℃,在910℃出炉;粗轧终轧温度为790℃,连续热轧时钛坯温度控制在650~800℃范围,终轧温度为670℃;在470~490℃温度范围进行卷取。轧制后立即将钛带在输出辊道上用水冷或空冷的方法,以大于5~10℃/s的速度冷却,在低于500℃时卷取,以保证带卷材质均匀。 其它工艺要点有:严格控制初轧及连轧时各机架压下量和各机架上带材的温度;避免辊道对带材表面划伤;每轧3~4块清理一下辊道上的金属沾污;热轧带卷初始阶段,需要建立一个稳定的、大于4MPa/mm2的后张力,防止因带材卷乱或松卷引起划伤。 轧制温度对纯钛的单位压力的影响
材料与人类文明 论文 题目:钛合金在医疗方面的应用班级: 姓名: 学号: 【摘要】
钛是非常常见的物质,海绵钛纯度能达到99.9%。钛合金产品的物理、化学性质十分稳定,不会被人体吸收,与体液和药品接触也不会发生化学反应,也不会电离,也不与人体的肌肉骨骼发生反应,因而被人们称为“亲生物金属”。因为钛具有“亲生物”性,钛在人体内,能抵抗分泌物的腐蚀且无毒,对任何杀菌方法都适应。因此被广泛用于制医疗器械,制造人体髋关节、膝关节、肩关节、胁关节、头盖骨,主动心瓣、骨骼固定夹。 【关键词】 材料钛合金文明生物医疗 【正文】 金属材料是最早用于临床医学的生物医用材料,目前用于外科植入物和矫形器械的金属材料主要包括不锈钢、钴基合金和钛合金三大系列,它们占整个生物材料产品市场份额的40% 左右。其中,钛合金已广泛应用于人体硬组织(包括人体躯干中所有的骨骼和牙齿)的缺损、创伤和疾病等修复、矫形及替代等治疗。20 世纪中叶以来,以钛合金为主的医用金属材料开始在人体硬组织的外科植入及人体软组织(包括心脑血管、外周血管及非血管如肝脏、胆道、尿道等)的介入治疗方面显示出独特而神奇的疗效,而钛合金人工关节、牙种植体、血管内支架和心脏瓣膜等具有中国医疗器械用钛合金材料研发、生产与应用、及典型代表性的医疗器械产品的问世,对医学的发展具有划时代的意义和革命性贡献,使得临床治疗从初级的简单“修复、矫形”治疗上升到更高层次的组织与器官的“替代式”治疗,极大改善和提高了人们的生活质量,克服了以往重大疾病 只能单纯依靠药物治疗的不足。 1.钛合金材料在我国的发展历史 上世纪七十年代初,我国开始采用了国产钛及钛合金制品,在北京多家医院,先后采用钛及钛合金人造骨头与关节用于临床治疗应用和研究,制造的髋关节、肘关节、下颌骨等用于临床治疗病人。同时,一些医院与公司的模拟人体体液的浸泡实验,电化学阳极化实验和腐蚀动力学曲线的测定,证明了钛及钛合金人造骨头与关节用于人体具有优异的耐腐蚀性,生物学反应也很小,是一种理想的人体植入物,对植入人体骨头与关节进行力学性能也经过测定,认为钛及钛合金的强度满足了人体植入物的要求。 上世纪八十年代中期以后,我国钛材用于制造人体植入物的数量增加,其中钛形状记忆合金的开发与应用达到国际先进水平。到了九十年代中期,国产钛及钛合金加工材,在矫形外科、神经外科、心血管系统、口腔颌面外科、人体外培养机等方面广泛应用。近5年,国内一大批企业成为钛及不锈钢等人体植入物生产企业。采用钛及钛合金制造的股骨头、髋关节、肱骨、颅骨、膝关节、肘关节、肩关节、掌指关节、颌骨以及心辨膜、肾辨膜、血管扩张器、夹板、假体、紧固
《钛及钛合金牌号和化学成分》(2009/11/30 15:05) (引用地址:未提供) 目录:行业知识 浏览字体:大中小 《钛及钛合金牌号和化学成分》 目前,金属钛生产的工业方法是可劳尔法,产品为海绵钛。制取钛材传统的工艺是将海绵钛经熔铸成锭,再加工而成钛材。按此,从采矿到制成钛材的工艺过程的主要步骤为: 钛矿->采矿->选矿->太精矿->富集->富钛料->氯化->粗 TiCl4->精制->纯TiCl4->镁还原->海绵钛->熔铸->钛锭->加工->钛材或钛部件上述步骤中如果采矿得到的是金红石,则不必经过富集,可以直接进行氯化制取粗TiCI4。另外,熔铸作业应属冶金工艺,但有时也归入加工工艺。 上述工艺过程中的加工过程是指塑性加工和铸造而言。塑性加工方法又包括锻造、挤压、轧制、拉伸等。它可将钛锭加工成各种尺寸的饼材、环材、板材、管材、棒材、型材等制品,也可用铸造方法制成各种形状的零件、部件。
钛和钛合金塑性加工具有变形抗力大;常温塑性差、屈服极限和强度极限比值高、回弹大、对缺口敏感、变形过程易与模具粘结、加热时又易吸咐有害气体等特点,塑性加工较钢、铜困难。 故钛和钛合金的加工工艺必须考虑它们的这些特点。 钛采用塑性加工,加土尺寸不受限制,又能够大批量生产,但成材率低,加工过程中产生大量废屑残料。钛材生产的原则流程如图1—1。 针对钛塑性加工的上述缺点,近年来发展了钛的粉末冶金工艺。钛的粉末冶金流程与普通粉末冶金相同,只是烧结必须要在真空下进行。它适用乎生产大批量、小尺寸的零件,特别适用于生产复杂的零部件。这种方法几乎无须再经过加工处理,成材率高,既可充分利用钛废料作原料,又可以降低生产成本,但不能生产大尺寸的钛件。钛的粉末冶金工艺流程为:钛粉(或钛合金粉)->筛分->混合->压制成形->烧结->辅助加工->钛制品。
典型钛及钛合金的组织 与性能综述 Document number:BGCG-0857-BTDO-0089-2022
典型钛合金的组织与性能文献查阅总结 1.α型钛合金 α型钛合金中又分为全α型钛合金和近α型钛合金,工业纯钛属于α型钛合金,此外一般α合金含有6%左右的Al和少量中性元素,退火后几乎全部是α相,典型合金包括TA1~TA7合金等;近α型钛合金中除了含有Al和少量中性元素外,还有少量(不超过4%)的稳定元素,如 TA15、TA16、TA17等。 工业纯钛 工业纯钛按杂质元素含量分为TA1、TA1ELI、TA1-1、TA2、TA2ELI、TA3、TA3ELI、TA4、TA4ELI9个牌号,相变点大约为900℃。工业纯钛具有高塑性、适当的强度、良好地耐蚀性以及优良的焊接性能等特点,广泛应用于化工设备、滨海发电装置、海水淡化装置、舰船零部件等,其冷热加工性能好,可生产各种规格的板材、棒材、型材、带材、管材和丝材,一般在退火状态下交货使用。典型的工业纯钛显微组织如图1-3所示:
图1 TA1板材650℃/1h退火态组织:等轴α+少量晶间β 图2 TA2大规格棒材600℃/1h退火态组织:等轴α 图3 TA3板材800℃/1h退火态组织:等轴α+含有针状α转变的β TA1钛管的组织与性能[] []庞继明,李明利,李明强等. 退火温度对TA1钛管材组织和性能的影响[J]. 钛工业进展. 2011, 28(2): 26-28
研究方法:TA1铸锭经过2500t水压机开坯锻造和1600t卧式挤压机热挤压,最终获得φ45×7mm的管坯。管坯经两辊和三辊管材冷轧机轧制成φ12×的管材。将管材置于真空热处理炉中,分别加热至450,475,490,500,550,600,650,700℃,保温90min,随炉冷却。 a)TA1钛管的显微组织 图1为冷加工态及不同的温度热处理后的TA1管材横向显微组织。可以看出,冷加工态的TA1管材组织混乱且有部分晶粒破碎不完全;700℃下的组织已完全再结晶、等轴化,与650℃的相比晶粒已明显长大。在相同的保温时间里,随着退火温度的提升,再结晶晶粒逐渐粗化。
钛合金是以钛为基础加入其他元素组成的合金。钛有两种同质异晶体:882℃以下为密排六方结构α钛,882℃以上为体心立方的β钛。 合金元素根据它们对相变温度的影响可分为三类: ①稳定α相、提高相转变温度的元素为α稳定元素,有铝、碳、氧和氮等。其中铝是钛合金主要合金元素,它对提 高合金的常温和高温强度、降低比重、增加弹性模量有明显效果。 ②稳定β相、降低相变温度的元素为β稳定元素,又可分同晶型和共析型二种。前者有钼、铌、钒等;后者有铬、 锰、铜、铁、硅等。 ③对相变温度影响不大的元素为中性元素,有锆、锡等。 氧、氮、碳和氢是钛合金的主要杂质。氧和氮在α相中有较大的溶解度,对钛合金有显著强化效果,但却使塑性下降。 通常规定钛中氧和氮的含量分别在0.15~0.2%和0.04~0.05%以下。氢在α相中溶解度很小,钛合金中溶解过多的氢会产生氢化物,使合金变脆。通常钛合金中氢含量控制在0.015%以下。氢在钛中的溶解是可逆的,可以用真空退火除去。 性能 编辑 钛是一种新型金属,钛的性能与所含碳、氮、氢、氧等杂质含量有关,最纯的碘化钛杂质含量不超过0.1%,但其强度低、塑性高。99.5%工业纯钛的性能为:密度ρ=4.5g/立方厘米,熔点为1725℃,导热系数λ=15.24W/(m.K),抗拉强度σb=539MPa,伸长率δ=25%,断面收缩率ψ=25%,弹性模量E=1.078×105MPa,硬度HB195。 强度高 钛合金的密度一般在4.51g/cm3左右, 仅为钢的60%,一些高强度钛合金超过了许多合金结构钢的强度。因此钛合金的比强度(强度/密度)远大于其他金属结构材料,见表7-1,可制出单位强度高、刚性好、质轻的零部件。飞机的发动机构件、骨架、蒙皮、紧固件及起落架等都使用钛合金。 热强度高 使用温度比铝合金高几百度,在中等温度下仍能保持所要求的强度,可在450~500℃的温度下长期工作这两类钛合金在150℃~500℃范围内仍有很高的比强度,而铝合金在150℃时比强度明显下降。钛合金的工作温度可达500℃,铝合金则在200℃以下。 抗蚀性好
首页>行业信息>行业信息> 合金磨削刀具-钛合金的切削加工 摘要:文件地点传真-上海500kV世博输变电工程设备采购招标混凝土机械设备-我国混凝土泵车的研发趋势器材行业企业-2008年是纺织机械发展预测除尘器粉尘气体-现代锅炉除尘设备简介控制器技术空调-我国将制定变频控制器标准终结市场混乱新产品功能水平-中联环卫机械公司五款新产品通过验收波兰装配 厂徐州-扩大欧洲市场份额徐工波兰装配厂落成叉车鸟巢开幕式-龙工叉车为奥运鸟巢极速“变装”出力(图)刀具加工刀片-Kennametal公司推出KB9640新刀具工程机械企业-工程机械租赁业发展前景广阔1.钛合金可分为哪几类?钛是同素异构体,熔点为1720℃,在低于882℃时呈密排六方晶格结构,称为α钛;在882℃以上呈体心立方品格结构,称为β钛。利用钛的上述两种结构的不同特点,添加适当的合金元素,使其相变温度及相分含量逐渐改变而得到不同组织的钛合金。室温下,合金,磨削,刀具,丝锥,切屑,砂轮,磨损,铰刀,硬质合金,温度, 1.钛合金可分为哪几类? 钛是同素异构体,熔点为1720℃,在低于882℃时呈密排六方晶格结构,称为α钛;在882℃以上呈体心立方品格结构,称为β钛。利用钛的上述两种结构的不同特点,添加适当的合金元素,使其相变温度及相分含量逐渐改变而得到不同组织的钛合金。室温下,钛合金有三种基体组织,钛合金也就分为以下三类: (1) α钛合金:它是α相固溶体组成的单相合金,不论是在一般温度下还是在较高的实际应用温度下,均是α相,组织稳定,耐磨性高于纯钛,抗氧化能力强。在500℃~600℃的温度下,仍保持其强度和抗蠕变性能,但不能进行热处理强化,室温强度不高。 (2) β钛合金:它是β相固溶体组成的单相合金,未热处理即具有较高的强度,淬火、时效后合金得到进一步强化,室温强度可达1372~1666 MPa;但热稳定性较差,不宜在高温下使用。 (3) α+β钛合金:它是双相合金,具有良好的综合性能,组织稳定性好,有良好的韧性、塑性和高温变形性能,能较好地进行热压力加工,能进行淬火、时效使合金强化。热处理后的强度约比退火状态提高50%~100%;高温强度高,可在400℃~500℃的温度下长期工作,其热稳定性次于α钛合金。 三种钛合金中最常用的是α钛合金和α+β钛合金;α钛合金的切削加工性最好,α+p钛合金次之,β钛合金最差。α钛合金代号为TA,β钛合金代号为TB,α+β钛合金代号为TC。 2.钛合金有哪些性能和用途? 钛是一种新型金属,钛的性能与所含碳、氮、氢、氧等杂质含量有关,最纯的碘化钛杂质含量不超过%,但其强度低、塑性高。%工业纯钛的性能为:密度ρ=cm3,熔点为1800℃,导热系数λ=,抗拉强度 σb=539MPa,伸长率δ=25%,断面收缩率ψ=25%,弹性模量E=×105MPa,硬度HB195。 (1)比强度高:钛合金的密度一般在cm3左右,仅为钢的60%,纯钛的强度接近普通钢的强度,一些高强度钛合金超过了许多合金结构钢的强度。因此钛合金的比强度(强度/密度)远大于其他金属结构材料,见表7-1,可制出单位强度高、刚性好、质轻的零、部件。目前飞机的发动机构件、骨架、蒙皮、紧固件及起落架等都使用钛合金。 (2)热强度高:对于α钛合金,在350℃时TA6的巩达422MPa、TA7的σb达491MPa,在500℃时TA8的σb达687MPa;对于α+β钛合金,在400℃时TC4的σb达618MPa、TC10的σb达834 MPa,在450℃时TC6和TC7的σb均达589MPa、TC8的σb达706MPa,在500℃时TC9的σb达785MPa。这两类钛合金在150℃~500℃范围内仍有很高的比强度,而铝合金在150℃时比强度明显下降。钛合金的工作温度可达500℃,铝合金则在200℃以下。
钛及钛合金的热处理 钛及钛合金通过程序控制技术和各种热处理工艺可获得不同特性的产品,表1~表4列出了工业纯钛及部分钛合金的热处理工艺。 表1 工业纯钛和部分钛合金的β相变温度 合 金 β相变温度 ℃,±15°υ,±25°工业纯钛,0125%O2最大9101675 工业纯钛,014%O2最大9451735 α或近α合金 Ti25Al2215Sn10501925 Ti28Al21Mo21V10401900 Ti2215Cu(IM I230)8951645 Ti26Al22Sn24Zr22Mo9951820 Ti26Al25Zr2015Mo2012Si (IM I685)10201870 Ti2515Al2315Sn23Zr21Nb2013 Mo2013Si(IM I829)10151860 Ti2518Al24Sn2315Zr2017Nb2015 Mo2013Si(IM I834)10451915 Ti26Al22Cb21Ta2018Mo10151860 Ti2013Mo2018Ni(TiCode12)8801615 α2β合金 Ti26Al24V1000(a)1830(b) Ti26Al27Nb(IM I367)10101850 Ti26Al26V22Sn(Cu+Fe)9451735 Ti23Al2215V9351715 Ti26Al22Sn24Zr26Mo9401720 Ti24Al24Mo22Sn2015Si(IM I550)9751785 Ti24Al24Mo24Sn2015Si(IM I550)10501920 Ti25Al22Sn22Zr24Mo24Cr(Ti217)9001650 Ti27Al24Mo10001840 Ti26Al22Sn22Zr22Mo22Cr20125Si9701780 Ti28Mn800(c)1475(d)β或近β合金 Ti213V211Cr23Al7201330 Ti21115Mo26Zr2415Sn(βШ)7601400 Ti23Al28V26Cr24Zr24Mo(βC)7951460 Ti210V22Fe23Al8051480 Ti215V23Al23Cr23Sn7601400 (a)±20℃,(b)±30υ,(c)±35℃,(d)±50υ。 表2 工业纯钛和部分钛合金的消除应力热处理合 金 温 度时间 ℃υh 工业纯钛(所有等级) α或近α合金 480~595900~11001/4~4 Ti25Al2215Sn540~6501000~12001/4~4 Ti28Al21Mo21V595~7051100~13001/4~4 Ti2215Cu(IM I230)400~600750~11101/2~24 Ti26Al22Sn24Zr22Mo595~7051100~13001/4~4 Ti26Al25Zr2015Mo2012Si (IM I685)530~570980~105024~48 Ti2515Al2315Sn23Zr21Nb2013 Mo2013Si(IM I829)610~6401130~11901~3 Ti2518Al24Sn2315Zr2017Nb2 015Mo2013Si(IM I834)625~7501160~13801~3 Ti26Al22Cb21Ta2018Mo595~6501100~12001/4~2 Ti2013Mo2018Ni(TiCode l2)480~595900~11001/4~4α2β合金 Ti26Al24V480~650900~12001~4 Ti26Al27Nb(IM I367)500~600930~11101~4 Ti26Al26V22Sn(Cu+Fe)480~650900~12001~4 Ti23Al2215V540~6501000~12001/4~2 Ti26Al22Sn24Zr26Mo595~7051100~13001/4~4 Ti24Al24Mo22Sn2015Si (IM I550)600~7001110~12902~4 Ti24Al24Mo24Sn2015Si (IM I551)600~7001110~12902~4 Ti25Al22Sn24Mo22Zr24Cr (Ti217)480~650900~12001~4 Ti27Al24Mo480~705900~13001~8 Ti26Al22Sn22Zr22Mo22Cr2 0125Si480~650900~12001~4 Ti28Mn480~595900~11001/4~2β或近β合金 Ti213V211Cr23Al705~7301300~13501/4~1/2 Ti21115Mo26Zr2415Sn (βШ)720~7301325~13501/4~1/2 Ti23Al28V26Cr24Zr24Mo (βC)705~7601300~14001/6~1/4 Ti210V22Fe23Al675~7051250~13001/2~2 Ti215V23Al23Cr23Sn790~8151450~15001/4~1/2 42 稀有金属快报2003年第6期
种植牙根(种植体)材料 一、种植牙与种植体相关概念 假牙主要分为活动假牙、固定假牙和种植牙三类。 (a)活动假牙(b)固定假牙(c)种植牙 图1假牙分类 种植牙已经广泛地应用于牙列缺损、缺失的修复。种植牙主要结构由牙冠和种植体组成, 如图2所示。 图2种植牙结构 1.种植体结构 种植体是植人骨组织内的结构,起到天然牙龈的作用支持、传导、分散颌力。种植 体又称为牙种植体,还称为人工牙根。是通过外科手术的方式将其植入人体缺牙部位的上下 颌骨内,待其手术伤口愈合后,在其上部安装修复假牙的装置。种植体由三部分构成(图3):
1)体部:种植体体部是种植义齿植入组织内,获得支持、固位、稳定的部分。 2)颈部:种植体颈部是种植体穿牙槽靖顶勃骨膜处的较窄部分.它将种植体体部与基桩相连。 3)基桩:种植体基桩是种植体露在勃膜外的部分.它将上部结构与种植体体部相接,为上部结构提供固位、支持和稳定。 (a)
(b) 图3种植体结构 2.种植体类型 按形态结构分类:圆柱状种植体、叶状种植体、螺旋状种植体、基架式种植体、穿下颇 骨种植体、下领支支架种植体、其他种植体(图4)按种植体结构分类:一段式种植体、二段式种植体。 图4种植体种类
二、种植体材料性能与成分 1.种植材料性能要求 理想的口腔种植材料应具备以下性能: (1)良好的生物学性能 ①组织相容性,指材料植入后与机体软、硬组织及体液接触时,具有良好的亲和关系。 ②生物力学相容性,硬组织及体液接触时,材料的力学性能(弹性模量等参数)与骨组织相近,以避免种植体受力时在与骨组织的界面上形成过大应力集中。 (2)良好的机械性能 种植技术是建立在近代机械加工的发展基础之上的。良好的加工性能才能满足形态设计 的需要,咬合是牙的基本功能,种植体能够承载静态和动态咀嚼咬合力,不致在漫长的使用过程中发生折断、变形、磨损。 (3)良好的加工成形性能 临床上大量使用外形尺寸一致,表面加工精细的标准化种植体,有时也针对个体解剖形 态特点用种植材料个别制作,以恢复缺损的硬组织。 (4)良好的耐消毒灭菌性能 种植体在植入前必须严格地施行消毒灭菌,因此要求所用的种植材料不会因高压、高温、各种消毒液体和气体的浸泡熏蒸、紫外线和γ射线照射等处理而发生变性,又不会滞存残量消毒物质,以保证种植手术的安全和成功 2.种植材料的种类 (1)金属材料:如钦及其合金。 (2)陶瓷材料:如氧化铝陶瓷、玻璃陶瓷等。 (3)碳素材料:如玻璃碳等。 (4)复合材料:如陶瓷与金属复合体。