
第三章典型部件设计
第一节主轴部件设计
第二节支承件设计
第三节导轨设计
第四节机床刀架和自动换刀装置设计
一、主轴部件应满足的基本要求
二、主轴部件的传动方式
三、主轴部件结构设计
四、主轴滚动轴承
五、主轴滑动轴承
3.1 主轴部件设计
3.1.1 主轴部件应满足的基本要求
主轴部件是主运动的执行件,是机床重要的组成部分。它的功能是支承并带动工件或刀具旋转进行切削,承受切削力和驱动力等载荷,完成表面成形运动。
主轴部件由主轴及其支承轴承、传动件、密封件及定位元件等组成。
主轴部件直接参与切削,其性能影响加工精度和生产率。因而是决定机床性能和经济性指标的重要因素。3.1.1 主轴部件应满足的基本要求
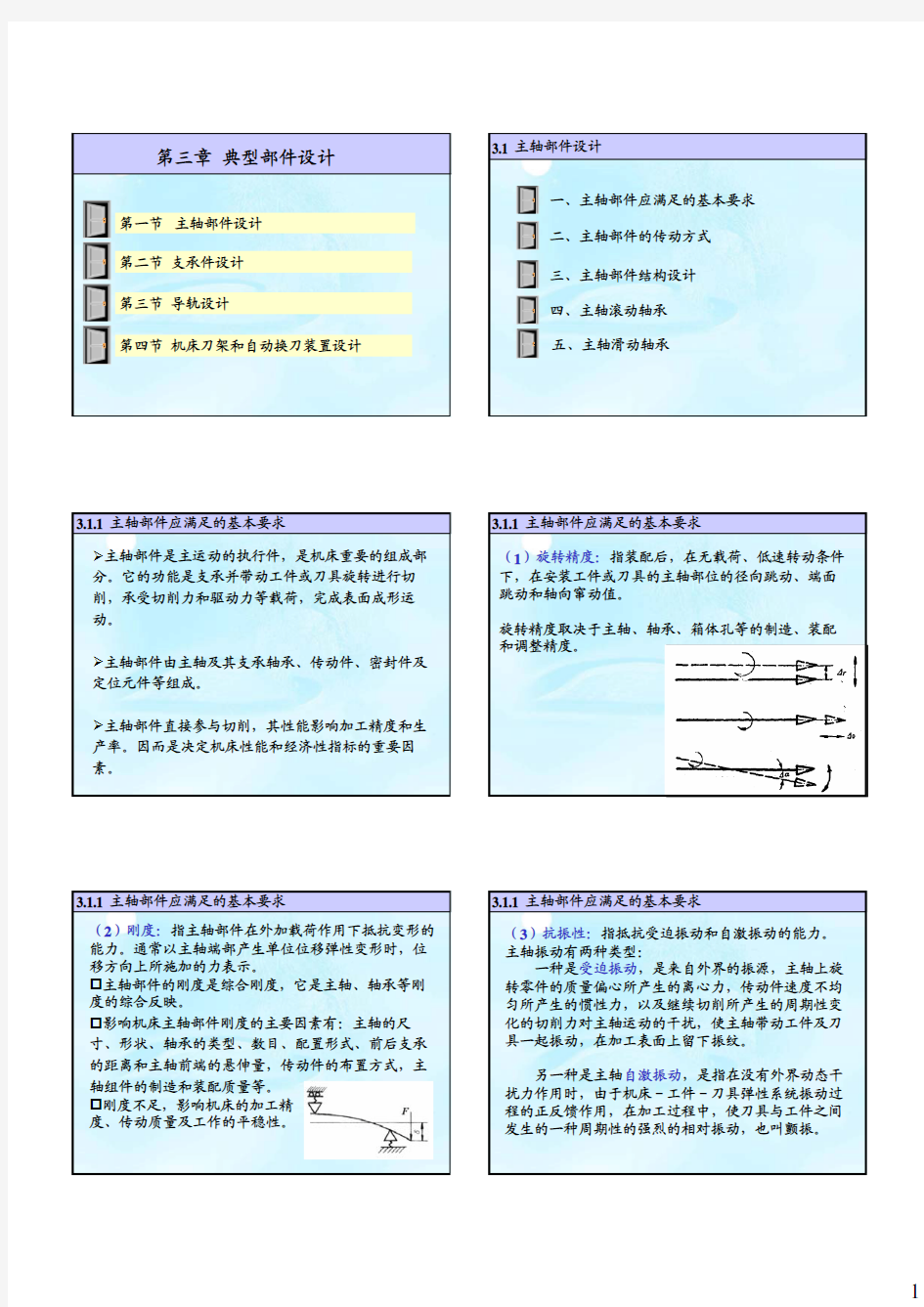
(1)旋转精度:指装配后,在无载荷、低速转动条件下,在安装工件或刀具的主轴部位的径向跳动、端面跳动和轴向窜动值。
旋转精度取决于主轴、轴承、箱体孔等的制造、装配和调整精度。
3.1.1 主轴部件应满足的基本要求
(2)刚度:指主轴部件在外加载荷作用下抵抗变形的能力。通常以主轴端部产生单位位移弹性变形时,位移方向上所施加的力表示。
?主轴部件的刚度是综合刚度,它是主轴、轴承等刚度的综合反映。
?影响机床主轴部件刚度的主要因素有:主轴的尺寸、形状、轴承的类型、数目、配置形式、前后支承的距离和主轴前端的悬伸量,传动件的布置方式,主轴组件的制造和装配质量等。
?刚度不足,影响机床的加工精
度、传动质量及工作的平稳性。
(3)抗振性:指抵抗受迫振动和自激振动的能力。主轴振动有两种类型:
一种是受迫振动,是来自外界的振源,主轴上旋转零件的质量偏心所产生的离心力,传动件速度不均匀所产生的惯性力,以及继续切削所产生的周期性变化的切削力对主轴运动的干扰,使主轴带动工件及刀具一起振动,在加工表面上留下振纹。
另一种是主轴自激振动,是指在没有外界动态干扰力作用时,由于机床-工件-刀具弹性系统振动过程的正反馈作用,在加工过程中,使刀具与工件之间发生的一种周期性的强烈的相对振动,也叫颤振。3.1.1 主轴部件应满足的基本要求
(3)抗振性
影响主轴组件抗振性的主要因素:主轴组件的静刚度阻尼特性固有频率
刚度和阻尼比越大越不易产生振动。 抗振性差,导致:
工作时容易发生振动;
影响工件的表面质量,限制机床生产率; 降低刀具的耐用度和主轴轴承的寿命; 发出噪声影响工作环境等。
3.1.1 主轴部件应满足的基本要求
(4)温升和热变形:指主轴部件运转时,因各相对运动处的摩擦生热,切削区的切削热等使主轴部件的温度升高,形状尺寸和位置发生变化,造成主轴部件的所谓热变形。
热变形会使主轴旋转轴线与机床其它部件间的相对位置发生变化,影响加工精度。
热变形造成主轴弯曲,使传动齿轮和轴承的工作状态恶化。
3.1.1 主轴部件应满足的基本要求
(4)温升和热变形:
热变形还会改变已调好的轴承间隙和使主轴与轴承,轴承与支承孔之间的配合发生变化,影响轴承的正常工作,加速磨损,严重时甚至发生轴承抱轴现象。
影响主轴组件温升、热变形的主要因素:
轴承的类型和布置方式;轴承间隙和预紧力的大小;润滑方式和散热条件等。
3.1.1 主轴部件应满足的基本要求
(5)精度保持性:指长期地保持其原始制造精度的能力。主轴部件丧失其原始制造精度的主要原因是磨损。
?磨损后对精度有影响的部位:?首先是轴承;
?其次是安装夹具、刀具或工件的定位面和锥孔;
?还有如钻、镗床的移动式主轴的内、外导向表面等。
3.1.1 主轴部件应满足的基本要求
(5)精度保持性:
?提高耐磨性的方法:
?正确地选择主轴和滑动轴承的材料及其热处理方法。一般机床上的上述部位都必须经过热处理,使之具有一定的硬度。
?合理调整轴承间隙,保证良好的润滑和可靠的密封。
3.1.1 主轴部件应满足的基本要求传动方式:齿轮传动、带传动、电动机直接驱动等。?齿轮传动
?结构简单、紧凑,能够传递较大的转矩,能适应变转速、变载荷工作,应用最广。?缺点是线速度不能过高,通常小于12~15 m/s ,不如带传动平稳。
3.1.2 主轴部件的传动方式
?带传动
?靠摩擦力传动(同步齿形带除外)、结构简单、制造容易、成本低,特别适用于中心距较大的两轴间传动。
?皮带有弹性可吸振,传动平稳,噪声小,适宜高速传动,带传动在过载时会打滑,能起到过载保护作用。
?缺点是有滑动,不能用在速比要求准确的场合。
3.1.2 主轴部件的传动方式?带传动
?同步齿形带是通过带上的齿形与带轮上的轮齿相啮合传递运动和动力。
?同步齿形带的齿形有两种:梯形齿和圆弧齿。
3.1.2 主轴部件的传动方式
?电动机直接驱动
?特点是主轴单元大大简化了结构,有效地提高了主轴部件的刚度,降低了噪声和振动;有较宽的调速范围;有较大的驱动功率和转矩;便于组织专业化生产。
?广泛应用于精密机床、高速加工中心和数控车床中。
3.1.2 主轴部件的传动方式
高速内圆磨床电主轴
1、主轴部件的支承数目 多数机床的主轴采用前、后两个支承。 结构简单,制造装配方便,容易保证精度。 为提高主轴部件的刚度,前后支承应该消除间隙或预紧。
3.1.3 主轴部件结构设计1、主轴部件的支承数目为提高刚度和抗振性,有的机床采用三个支承。三个支承中可以前、后支承为主要支承,中间支承为辅助支承。
3.1.3 主轴部件结构设计(一)主轴部件的支承数目
也可以前、中支承为主要支承,后支承为辅助支承。
3.1.3 主轴部件结构设计
角接触球轴承背对背安装
(二)推力轴承的位置配置型式
(1)前端配置
两个方向的推力轴承都布置在前支承处。这类配置方案在前支承处轴承较多,发热大,温升高;但主轴受热后向后伸长,不影响轴向精度,精度高,对提高主轴部件刚度有利。
这种配置用于轴向精度和刚度要求较高的高精度机床或数控机床。
3.1.3 主轴部件结构设计
(二)推力轴承的位置配置型式
(2)后端配置
两个方向的推力轴承都布置在后支承处。
这类配置方案前支承处轴承较少,发热小,温升低;但主轴受热后向前伸长,影响轴向精度。
这种配置用于轴向精度要求不高的普通精度机床,如立铣、多刀车床等。
3.1.3 主轴部件结构设计
(二)推力轴承的位置配置型式
(3)两端配置
两个方向的推力轴承分别布置在前后两个支承处。
这类配置方案当主轴受热伸长后,影响主轴轴承的轴向间隙。为避免松动,可用弹簧消除间隙和补偿热膨胀。
这种配置常用于短主轴。
3.1.3 主轴部件结构设计
(二)推力轴承的位置配置型式
(4)中间配置
两个方向的推力轴承在前支承的后侧。这类配置方案可减少主轴的悬伸量,并使主轴的热膨胀向后;但前支承结构较复杂,温升也可能较高。
3.1.3 主轴部件结构设计
(三)主轴传动件位置的合理布置传动件在主轴上轴向位置的合理布置合理布置传动件在主轴上的轴向位置,可以改善主轴的受力情况,减少主轴变形,提高主轴的抗振性。主轴上传动件轴向布置时,应尽量靠近前支承,有多个传动件时,其中最大传动件应靠近前支承。
3.1.3 主轴部件结构设计
(四)主轴主要结构参数的确定
主轴前、后轴径直径D 1和D 2,主轴内孔直径d ,主轴前端悬伸量a 和主轴主要支承间的跨距L ,这些参数将直接影响主轴旋转精度和主轴刚度。
?一般按机床类型、主轴传递的功率或最大加工直径,选取D 1。车床和铣床后轴颈的直径D 2:(0.7~0.85)D 1。
3.1.3 主轴部件结构设计
(四)主轴主要结构参数的确定
?很多机床的主轴是空心的,内孔直径与其用途有关。?如车床主轴内孔用来通过棒料或安装送夹料机构;铣床主轴内孔可通过拉杆来拉紧刀杆等。
?为不过多地削弱主轴的刚度,卧式车床的主轴孔径d 通常不小于主轴平均直径的55%~60%;铣床主轴孔径d 可比刀具拉杆直径大5~10mm 。
3.1.3 主轴部件结构设计
(四)主轴主要结构参数的确定
?主轴前端悬伸量a 是指主轴前端面到前轴承径向反力作用中点(或前径向支承中点)的距离。
?由于前端悬伸量对主轴部件的刚度、抗振性的影响很大,因此在满足结构要求的前提下,设计时应尽量缩短该悬伸量。
3.1.3 主轴部件结构设计
(四)主轴主要结构参数的确定
?存在一个最佳跨距L 0。在该跨距时,因主轴弯曲变形和支承变形引起主轴前轴端的总位移量为最小。一般取L 0=(2~3.5)a 。
3.1.3 主轴部件结构设计
(五)主轴
?主轴一般为空心阶梯轴,前端径向尺寸大,中间径向尺寸逐渐减小,尾部径向尺寸最小。主轴的前端型式取决于机床类型和安装夹具或刀具的型式。主轴的形状和尺寸已经标准化,应遵照标准进行设计。
?主轴的技术要求,应根据机床精度标准有关项目制定。应尽量做到设计、工艺、检测的基准相统一。
3.1.3 主轴部件结构设计
主轴部件中最重要的组件是轴承。机床上常用的主轴轴承
滚动轴承、液体动压轴承、液体静压轴承、空气静压轴承等。此外还有自调磁浮轴承等适应高速加工的新型轴承。对主轴轴承的要求
旋转精度高、刚度高、承载能力强、极限转速高、适应变速范围大、摩擦小、噪声低、抗振性好、使用寿命长、制造简单、使用维护方便等。
3.1.4 主轴滚动轴承
主轴部件中最重要的组件是轴承。
(一)主轴部件主支承常用的滚动轴承
角接触球轴承、双列短圆柱滚子轴承、圆锥滚子轴承、推力轴承、双向推力角接触球轴承、陶瓷滚动轴承、磁浮轴承。
3.1.4 主轴滚动轴承
?特点是无机械磨损,理论上无速度限制;运转时无噪声,温升低、能耗小;不需要润滑,不污染环境,省掉一套润滑系统和设备;能在超低温和高温下正常工作,也可用于真空、蒸汽腐蚀性环境。
?适用于高速、超高速加工。
3.1.4 主轴滚动轴承
磁浮轴承
(二)几种典型的主轴轴承配置型式
主轴轴承的配置型式应根据刚度、转速、承载能力、抗振性和噪声等要求来选择。 常见的几种典型配置型式:
速度型、刚度型、速度刚度型。
3.1.4 主轴滚动轴承
速度型:主轴前后轴承都采用角接触球轴承(两联或三联)。轴向切削力越大,角度应越大,且大角度的刚度也大。
具有良好的高速性能,承载能力小,适用于高速轻载或精密机床,如高速CNC 车床。
3.1.4 主轴滚动轴承
刚度型:前支承采用双列短圆柱滚子轴承承受径向载荷和60度角接触双列向心推力轴承承受轴向载荷;后支承采用双列短圆柱滚子轴承。
适用于中等转速和切削负载较大、要求刚度高的机床,如数控车床主轴。
3.1.4 主轴滚动轴承
刚度速度型:前轴承采用三联角接触球轴承,后支承采用双列短圆柱滚子轴承。
前轴承的配置特点是外侧的两个角接触球轴承大口朝向主轴工作端,承受主要方向的轴向力;第三个角接触球轴承则通过轴套与外侧的两个轴承背靠背配置,使三联角接触球轴承有一个较大支承跨距,以提高承受颠覆力矩的刚度。
3.1.4 主轴滚动轴承
(三)滚动轴承精度等级的选择
主轴前轴承的精度对主轴旋转精度影响较大,因此,前轴承的精度通常应选得比后轴承高一级。 滚动轴承的配合对主轴部件精度的影响也很大。
3.1.4 主轴滚动轴承
(四)主轴滚动轴承的预紧
?预紧就是采用预加载荷的方法消除轴承间隙,而且有一定的过盈量,使滚动体和内外圈接触部分产生预变形,增加接触面积,提高支承刚度和抗振性。?预紧有径向和轴向两种。
?预紧力通常分为三级:轻预紧、中预紧和重预紧,代号为A 、B 、C 。
?轻预紧适用于高速主轴;
?中预紧适用于中、低速主轴;?重预紧用于分度主轴。
3.1.4 主轴滚动轴承
(四)主轴滚动轴承的预紧
?双列短圆柱滚子轴承的预紧有两种方式:一种是用螺母轴向移动轴承内圈,因内圈孔是1:12的锥孔,使内圈径向涨大,而实现预紧。?图示采用过盈套进行轴向固定。
3.1.4 主轴滚动轴承
?将一对轴承的内圈侧面各磨去按预紧量确定的厚度,当压紧内圈时即可得到设定的预紧量。
?是在两轴承内外圈之间分别装入厚度差为2δ的两个短套来达到预紧目的。
?是用弹簧自动预紧图示的一对轴承。
3.1.4 主轴滚动轴承
(四)主轴滚动轴承的预紧
(五)滚动轴承的润滑和密封
?(1)润滑脂:是由基油、稠化剂和添加剂(有的不含添加剂)在高温下混合而成的一种半固体状润滑剂。如锂基脂、钙基脂,高速轴承润滑脂等。
?特点是粘附力强、油膜强度高、密封简单,不易渗漏,长时间不需更换,维护方便。但摩擦阻力比润滑油略大。
?常用于转速不太高、又不需冷却的场合。特别是立式主轴或装在套筒内可以伸缩的主轴,如钻床、坐标镗床、数控机床和加工中心等。?润滑脂不应过多填充,以免因搅拌发热而融化、变质失去润滑作用。
3.1.4 主轴滚动轴承
(2)润滑油:润滑油的种类很多,转速越高,选的粘度越低;负荷越重,粘度应越高。
?当dn 值(轴承的内径和轴的转速乘积)较低时,可用油浴润滑。
?当dn 值略高一些,可用滴油润滑。
?当dn 值较高时,采用循环润滑,由油泵将经过过滤的润滑油输送到轴承部位,润滑后返回油箱。经过滤、冷却后循环使用。
?油雾润滑是将油雾化后喷向轴承,既起润滑作用,又起冷却作用,效果较好。但油雾散入大气,污染环境。
?油气润滑是间隔一定时间由定量柱塞分配器输出微量润滑油与压缩空气管道中的压缩空气混合后,经细长管道和喷嘴连续喷向轴承。
3.1.4 主轴滚动轴承
(3)密封:
?作用是防止冷却液、切削灰尘、杂质等进入轴承,并使润滑剂无泄露地保持在轴承内,保证轴承的使用性能和寿命。
?密封的类型主要有非接触式和接触式密封两大类。
?非接触式又分为间隙式、曲路式和垫圈式密封。?接触式可分为径向密封圈和毛毡密封圈。?选择密封形式时,应综合考虑如下因素:轴的转速、轴承润滑方式、轴端结构、作温度、轴承工作时的外界环境等。
3.1.4 主轴滚动轴承
?滑动轴承应有良好的抗振性,旋转精度高,运动平稳等特点,应用于高速或低速的精密、高精密机床和数控机床中。
?按产生油膜的方式,分为动压轴承和静压轴承两类。?按照流体介质不同分为液体滑动轴承和气体滑动轴承。(一)动压轴承
动压轴承按油楔数分为单油楔和多油楔。多油楔轴承的轴心位置稳定性好,抗振动和冲击性能好。故多采用多油楔轴承。
多油楔轴承有固定多油楔和活动多油楔。
3.1.5 主轴滑动轴承
3.1.5 主轴滑动轴承
(一)动压轴承
?动压轴承依靠主轴以较高的转速旋转时,带着润滑油从间隙大处向间隙小处流动,形成压力油楔而将主轴浮起,产生压力油膜以承受载荷。
图为固定
多油楔轴承的结构。 主轴按箭头方向旋转时,五个油楔便有相应的油压分布。
3.1.5 主轴滑动轴承
(二)静压轴承
?静压轴承,是利用压力泵将压力润滑剂强行泵入轴承和轴之间的微小间隙的滑动轴承。
?静压轴承的优点:
1.启动和运转期间摩擦副均被压力油膜隔开,滑动阻力仅来自流体粘性,摩擦因数小、工作寿命长。
2.静压轴承有“均化”误差的作用,能减小制造中不精确性产生的影响,故对制造精度的要求比动压轴承低。
3.1.5 主轴滑动轴承
(二)静压轴承?静压轴承的优点:
3.摩擦副表面上的压力比较均匀,轴承的可靠性和寿命较高。
4.可精确地获得预期的轴承性能。
5.轴承的温度分布较均匀,热膨胀问题不如动压轴承严重。
?使用范围为经常需要在低速运行而又要求承载能力高,旋转要求精度高,高转速的领域。如各种重型机床,以及高精度的机床。
(三)液体静压轴承
液体静压轴承系统:一套专用供油系统、节流器和轴承。
静压轴承与动压轴承相比具有的优点:承载能力高;旋转精度高;油膜有均化误差的作用,可提高加工精度;抗振性好;运转平稳;既能在低速下工作,也能在高速下工作;摩擦小,轴承寿命长。
3.1.5 主轴滑动轴承
(三)液体静压轴承
缺点:需要一套专用供油设备,轴承制造工艺复杂、成本高。
节流器有两类:固定节流器和可变节流器。
3.1.5 主轴滑动轴承
(四)气体静压轴承
用空气作为介质的静压轴承称为气体静压轴承,也称为气浮轴承或空气轴承,其工作原理与液体静压轴承相同。
具有气体静压轴承的主轴结构形式主要有三种:
具有径向圆柱与平面止推型轴承的主轴部件;采用双半球形气体静压轴承;
前端为球形,后端为圆柱形或半球形。
3.1.5 主轴滑动轴承
(四)气体静压轴承
?摩擦小,功率损耗小,在极高转速或极低温度下工作,振动、噪声特别小,旋转精度高,寿命长,基本上不需要维护,用于高速、超高速、高精度机床主轴部件中。
3.1.5 主轴滑动轴承
(四)气体静压轴承
?图示采用双半球形气体静压轴承,气体轴承的两球心连线就是主轴的旋转中心线,可以自动调心,前后轴承的同轴度好,刚度高,回转误差低。
3.1.5 主轴滑动轴承
(四)气体静压轴承
?图示为采用前端为球形,后端为圆柱形或半球形空气静压球轴承的主轴。
3.1.5 主轴滑动轴承一、支承件的功能和应满足的基本要求二、支承件的结构设计三、支承件的材料
四、提高支承件结构性能的措施
3.2 支承件设计
机床的支承件是指床身、立柱、横梁、底座等大件。(一)支承件的功能
支承机床各部件,承受切削力、重力、惯性力、摩擦力等静态力和动态力;
保证各部件之间的相对位置精度和运动部件的相对运动轨迹的准确关系;
内部空间可存放切削液、润滑液、液压油的油箱、电动机。
3.2.1 支承件的功能和应满足的基本要求
(二)支承件应满足的基本要求
(1)应具有足够的刚度和较高的刚度—质量比。?要求在规定的最大载荷作用下,变形量不得超过一定的数值。
?重量占机床总重量的80%以上,应尽量减轻支承件的重量。(2)应具有良好的动态特性。?包括较大的动刚度和阻尼;
?与其它部件相配合,使整机的各阶固有频率不致与激振频率重合而产生共振;
?不会发生薄壁振动而产生噪声等。
3.2.1 支承件的功能和应满足的基本要求(二)支承件应满足的基本要求
(3)热稳定性好。
?由于摩擦热、切削热等产生热变形和热应力
?在铸造、焊接和粗加工过程中,会形成内应力,使支承件变形。
?热变形和内应力都将破坏部件间的相互位置关系和相对运动轨迹,影响加工精度。(4)排屑畅通、吊运安全,并具有良好的结构工艺性。
3.2.1 支承件的功能和应满足的基本要求(三)支承件的设计步骤
?根据其使用要求进行受力分析;
?根据所受的力和其它要求(如排屑、安装别的零部件等),并参考现有机床的同类型件,初步决定其形状和尺寸;
?用有限元法(Finite element method)借助计算机进行验算,求得其静态和动态特性;
?对设计进行修改或对几个方案进行对比,选择最佳方案。
这样,在设计阶段就可以预测支承件的性能,以避免盲目性,提高一次成功率。
3.2.1 支承件的功能和应满足的基本要求(一)机床的类型、布局和支承件的形状机床的类型可分为三类:
以切削力为主的中小型机床;
以移动件的重力和热应力为主的精密和高精密机床;重力和切削力必须同时考虑的大型和重型机床。
3.2.2 支承件的结构设计
(一)机床的类型、布局和支承件的形状
机床的布局形式直接影响支承件的结构设计。
中型卧式车床采用前倾床身、前倾拖板布局形式较多。优点:
排屑方便,不使切屑堆积在导轨上将热量传给床身而产生热变形;
容易安装自动排屑装置;
床身设计成封闭的箱形,能保证有足够的抗弯和抗扭强度。
支承件的基本形状:
箱形类、板块类、梁类
3.2.2 支承件的结构设计
平床身
前倾拖板
(二)支承件的截面形状和选择支承件结构的合理设计
应在最小重量条件下,具有最大静刚度。静刚度包括弯曲刚度和扭转刚度,均与截面惯性矩成正比。支承件截面形状不同,即使同一材料、相等的截面面积,其抗弯和扭转惯性矩也不同。
3.2.2 支承件的结构设计
比较后可知:
1.空心截面比实心截面的惯性矩大;加大轮廓尺寸,减少壁厚,可提高支承件的刚度;设计时在满足工艺要求的前提下,应尽量减小壁厚。
2.方形截面的抗弯刚度比圆形截面的抗弯刚度大,而抗扭刚度比圆形截面的抗扭刚度低;矩形截面在高度方向上的抗弯刚度比方形截面的抗弯刚度大,而宽度方向上的抗弯刚度和抗扭刚度比方形截面的抗弯刚度和抗扭刚度小。
3.2.2 支承件的结构设计因此,承受一个方向弯矩为主的支承件,其截面形状应为矩形,高度方向应为受弯方向;承受弯扭组合作用的支承件,截面形状应为方形;承受纯扭矩的支承件,其截面形状应为圆环形。
3.不封闭截面的刚度远小于封闭的截面刚度,其抗扭刚度下降更大;因此,在可能的情况下,应尽量把支承件做成封闭形状。截面不能封闭的支承件应采取补偿刚度的措施。
3.2.2 支承件的结构设计
(二)支承件的截面形状和选择
图a 为典型的车床类床身,工作时承受弯曲和扭转载荷,且床身上需有较大空间排除大量切屑和切削液。 图b 为镗床、龙门刨床等机床的床身,主要承受弯曲载荷,由于切屑不需要从床身排除,所以顶面多采用封闭的结构,台面不太高,以便于工件的安装调整。 图c 为大型和重型机床的床身,采用三道壁。重型机床可采用双层壁结构床身,以进一步提高刚度。
3.2.2 支承件的结构设计
机床床身断面图
(三)支承件肋板和肋条的布置
?肋板是指连接支承件四周外壁的内板,它能使支承件外壁的局部载荷传递给其他壁板,从而使整个支承件承受载荷,加强支承件的自身和整体刚度。?布置方式:水平、垂直、斜向。
?一般将肋条配置在支承件的某一内壁上,主要为了减小局部变形和薄壁振动,用来提高支承件的局部刚度。肋条的布置:纵向、横向和斜向,常常布置成交叉排列。
3.2.2 支承件的结构设计
肋条布置图局部增设肋条图
(四)合理选择支承件的壁厚
?为减轻机床重量,壁厚应尽可能选得薄些。?焊接支承件一般采用钢板与型钢焊接而成。
3.2.2 支承件的结构设计肋条布置图局部增设肋条图
支承件常用的材料有铸铁、钢板和型钢、天然花岗岩、预应力钢筋混凝土、树脂混凝土等。
1、铸铁铸造性能好,阻尼系数大,振动衰减性能好,成本低,适于成批生产。要进行时效处理,以消除内应力。
2、钢板焊接结构制造周期短,刚性好,便于产品更新和结构改进,重量轻。
3、预应力钢筋混凝土抗振性好,成本低。
4、天然花岗岩性能稳定,精度保持性好,抗振性好,热稳定性好,抗氧化性强,不导电,抗磁,与金属不粘结,加工方便。
3.2.3 支承件的材料
5、树脂混凝土刚度高,具有良好的阻尼性能,抗振性好,热稳定性高,质量轻,可有良好的几何形状精度,极好的耐腐蚀性,成本低,无污染,生产周期短,床身静刚度高。且可以预埋金属或添加加强纤维来提高某些力学性能。
床身结构形式:整体结构形式、分块结构形式、框架结构形式
3.2.3 支承件的材料
(一)提高支承件的静刚度和固有频率
提高支承件的静刚度和固有频率的主要方法:根据支承件受力情况合理地选择支承件的材料、截面形状和尺寸、壁厚,合理的布置肋板和肋条,以提高结构整体和局部的弯曲刚度和扭转刚度。
3.2.4 提高支承件结构性能的措施
(二)提高动态特性
改善阻尼特性:对于铸件支承件,铸件内砂芯不清除,或在支承件中填充型砂或混凝土等阻尼材料,可以起到减振作用。
3.2.4 提高支承件结构性能的措施
图3-24 卧式数控车床倾斜床身
a)
b)
a) 中型卧式数控车床
b) 大型卧式数控车床
将床身导轨倾斜于工件后上方,使切屑不与床身接触,避免了切屑所携带的切削热传递;切屑不与床身接触,使床身可采用封闭结构,以提高床身的静刚度;型腔内可保留型芯,提高动态特性。
(二)提高动态特性
改善阻尼特性:对焊接支承件,除了可以在内腔中填充混凝土减振外,还可以充分利用结合面间的摩擦阻尼来减小振动(即分段焊缝可增大阻尼)。
3.2.4 提高支承件结构性能的措施
B
B
图3-25 增加结合面阻尼的焊接结构a )b )
a ) X 形阻尼焊接结构
b ) 倒U 形阻尼焊接结构
增加结合面阻尼的焊接结构,它是通过预加载荷使焊接部位宽度为B 的平面紧密接触,振动时具有一定接触应力的平面相对微小滑移,利用材料结合面的摩擦阻尼提高抗振性能。
(二)提高动态特性
改善阻尼特性:采用阻尼涂层。
采用预应力钢筋混凝土、树脂混凝土等高阻尼材料作支承件;支承件外表面可刷涂高阻尼材料如沥青基胶泥减振剂、高分子聚合物等。
涂层厚度越大,阻尼越大。
采用阻尼涂层,不改变结构设计和刚度,就能获得较高的阻尼比,既提高了抗振性,又提高了对噪声辐射的吸收能力。
3.2.4 提高支承件结构性能的措施(二)提高动态特性
采用新材料制造支承件:刚性高、抗振性好,热变形小、耐化学腐蚀。
3.2.4 提高支承件结构性能的措施
3.2.4 提高支承件结构性能的措施
(三)提高热稳定性
控制温升采用分离或隔绝热源方法。
采用热对称结构所谓热对称结构是指在发生热变形时,其工件或刀具回转中心线的位置基本保持不变,因而减小了对加工精度的影响。
采用热补偿装置采用热补偿装置的基本方法是在热变形的相反方向上采取措施,产生相应的反方向热变形,使两者之间影响互相抵消,减少综合热变形。
机械制造工艺学课程设计任务书 设计题目:拨叉(二)(CA6140) 机械加工工艺规程编制及工装设计(年产量:4,000件) 设计内容: 1、编制机械加工工艺规程,填写工艺文献1套,绘制零件毛坯图1张 2、设计夹具1套,绘制夹具装配图与主要结构零 件 图各1张 3、撰写课程设计说明书1份 设计时间: 前言
机械制造工艺学课程设计就是在我们完成了大学的全部基础课程、技术基础课以及大部分专业课之后进行的。通过机床加工工艺及夹具设计,汇总所学专业知识如一体(如《机械零件设计》、《金属切削机熟悉与理解,并为以后的实际工作奠定坚实的基础!床》、《机械制造工艺》等)。让我们对所学的专业课得以巩固、复习及实用,在理论与实践上有机结合;使我们对各科的作用更加深刻的 设计目的: 机械制造工艺学课程设计,就是在学完机械制造工艺学及夹具设计原理课程,经过生产实习取得感性知识后进行的一项教学环节;在老师的指导下,要求在设计中能初步学会综合运用以前所学过的全部课程,并且独立完成的一项工程基本训练。同时,也为以后搞好毕业设计打下良好基础。通过课程设计达到以下目的: 1、能熟练的运用机械制造工艺学的基本理论与夹具设计原理的知识,正确地解决一个零件在加工中的定位,夹紧以及合理制订工艺规程等问题的方法,培养学生分析问题与解决问题的能力。 2、通过对零件某道工序的夹具设计,学会工艺装备设计的一般方法。通过学生亲手设计夹具的训练,提高结构设计的能力。 3、课程设计过程也就是理论联系实际的过程,并学会使用手册、查询相关资料等,增强学生解决工程实际问题的独立工作能力。 一.零件的分析
(一)、零件的作用: 题目给定的拨叉(CA6140)位于车床变速机构中,主要起换挡使主轴回转运动按照工作者的要求进行工作。工作过程:拨叉零件就是在传动系统中拨动滑移齿轮,以实现系统调速。转向。其花键孔?25与轴的配合来传递凸轮曲线槽传来的运动。零件的2个交叉头补位与滑移齿轮相配合。 (二)、零件的工艺分析 CA6140车床拨叉(二)共有两个加工表面,它们之间有一定的位置要求。 1、一花键孔的中心线为基准的加工面 这一组面包括?25H7的六齿方花键孔、?22H2的花键低空及两
第五章机器的装配工艺
〔例4.3〕说明装配尺寸链中组成环、封闭环(相依环)和公共环的含意。 〔例4.4〕何谓装配尺寸链组成最短原则? 〔例4.5〕极值法解尺寸链与概率法解尺寸链有何不同?各用于何种情况? 〔例4.6〕试将装配尺寸链与工艺过程尺寸链进行比较.试述其异同:(从计算基本公式;组成环;封闭环:尺寸链解法:尺寸链构成等方面进行比较) 〔例4.7〕机器产品的装配精度与零件的加工精度、装配工艺方法有什么关系?
零件的加工精度直接影响到装配精度。对于大批量生产,为了简化装配工作,便于流水作业,通常采用控制零件的加工误差来保证装配精度。但是,进入装配的合格零件,总是存有一定的加工误差,当相关零件装配在一起时,这些误差就有累积的可能。累积误差不超出装配精度要求,当然是很理想的。此时装配就只是简单的连接过程。但事实并非常能如此,累积误差往往超过规定范围,给装配带来困难。采用提高零件加工精度来减小累积误差的办法,在零件加工并不十分困难,或者在单件小批生产时还是可行的。这种办法增加了零件的制造成本。当装配精度要求很高,零件加工精度无法满足装配要求,或者提高零件加工精度不经济时,则必须考虑采用合适的装配工艺方法,达到既不增加零件加工的困难又能满足装配精度的目的。由此可见,零件加工精度是保证装配精度要求的基础。但装配精度不完全由零件精度来决定,它是由零件的加工精度和合理的装配方法共同来保证的。如何正确处理好两者之间的关系是产品设计和制造中的一个重要课题。 〔例4.8〕什么叫装配尺寸链?它与一般尺寸链有什么不同? 装配尺寸链是产品或部件在装配过程中,由相关零件的尺寸或位置关系所组成的一个封闭的尺寸系统。即由一个封闭环和若干个与封闭环关系密切的组成环组成。 它与一般尺寸链的不同点是: 1. 装配尺寸链的封闭环一定是机器产品或部件的某项装配精 度,因此,装配尺寸链的封闭环是十分明显的。 2. 装配精度只有机械产品装配后才能测量。 3. 装配尺寸链中的各组成环不是仅在一个零件上的尺寸,而是 在几个零件或部件之间与装配精度有关的尺寸。 4. 装配尺寸链的形式较多,有线性尺寸链、角度尺寸链、平 面尺寸链、空间尺寸链。 〔例4.9〕装配尺寸链如何查找?查找时应注意些什么? 具体方法为:取封闭环两端的零件为起始点,沿着装配精度要求的
一、毕业论文的要求和内容(包括原始数据、技术要求、工作要求) 1.课题名称: 典型零件数控加工工艺工装设计 2.设计任务与要求: 设计任务: 根据所给零件图(轴类、铣削类各一种),生产纲领为中批或大批生产,进行数控加工工艺规程的编制及工装设计。 设计的要求 1)选用适当的数控机床。 2)绘图采用Autocad,也可用Pro-E 3)零件加工程序应符合ISO标准的有关规定。 4)绘制的机械装配图要求正确、合理、图面整洁、符合国家制图标准。 5)说明书应简明扼要、计算准确、条理清楚、图文并茂并全部用计算机打印后装订成册。 3.设计内容 (1)确定生产类型,对零件进行工艺分析。 (2)选择毛坯种类及制造方法,绘制毛坯图(零件——毛坯图)。 (3)拟定零件的数控机械加工工艺过程,选择各工序加工设备和工艺装备(刀具、夹具、量具、辅 具等),确定各工序切削用量及工序尺寸,计算工时定额。 (4)填写工艺文件:工艺过程卡片,工序卡片。 (5)进行数控编程 (6)设计数控铣削工序的专用夹具,绘制装配图和零件图。 (7)撰写设计说明书。 二、毕业设计图纸内容及张数 1、绘制零件图共7张(含数控加工零件) 2、绘制数控加工的零件(轴类、腔型类)毛坯图共2张 3、机械加工工艺卡片1套 4、工艺装备设计图纸1套 5、设计说明书1份 三、毕业设计实物内容及要求 1)零件工艺分析。 2)总体方案的拟定及可行性论证。 3)轴类零件数控加工工艺规程的编制。 4)进行轴类零件数控加工程序的编制。 5)铣削类零件数控加工工艺规程的编制。 6)进行铣削类零件加工程序的编制。 7)编写设计说明书。 摘要
制造自动化技术是先进制造技术中得重要组成部分,其核心技术是数控技术。数控技术是应用计算机.自动控制.自动检验及精密机器等高新技术得产物。它得出现及所带来得巨大效益,已经引起了世界各国技术与工业界的普遍重视。目前,随着国内数控机床用量得剧增,急需培养大批的能够熟练掌握现代数控机床编程.操作和维护得应用型高级技术人才。 科学技术和社会的蓬勃发展,对机械加工产品得质量,品种和生产效率提出了越来越高得要求。数控加工技术就是实现产品加工过程自动化得现代化得措施之一,应用数控加工技术能提高加工质量和生产效率,解决若干普通机械加工所解决不了的加工技术问题,大大降低加工成本,提高综合经济效益,还能极大改善工人的劳动条件,提高工人得素质。 数控技术是以数字的形式实现自动加工控制得一门技术,其指令得数字和文字编码得方式,记录在控制介质上,经过计算机得处理后,对机床各种动作得顺序位移量及速度实现自动控制。 二关键字 零件的制造工艺性:所设计得零件在满足使用要求得前提下制造的可行性和经济性。良好的结构工艺性,可以使零件加工容易,节省工时和材料。 对刀点:在数控机床上加工零件时,刀具对工件运动的起始点。 手工编程:从分析零件图样、确定加工工艺过程、数值计算、编写零件加工程序、制备控制介质到程序校验都是有人工完成。 自动编程:利用计算机专用软件编制数控加工程序得过程。 基点:一个零件轮廓由许多不同的几何元素组成,各个元素间得连接点称为基点。 机床坐标系:以机床原点为坐标原点建立起来的X Z轴得直角坐标系。
电气零件加工及工艺设计毕业论文 目录 摘要 (1) 一、数控机床简介 (3) 二、数控激光的概念 (4) 三、数控机床的特 点 (4) 四、数控车削加工 (5) 五、电气加工程序编制 (6) 六、电气的组成和基本原理 (5) 七、电气安全操作规程 (6) 八、电气坐标的确定 (6) 九、运动方向的规定 (7) 十、轴类零件的编程与加工 (7) 十一、简单套筒类零件的编程与加 工 (1) 3 十二、简单的盘类零件的编程与加 工 (18) 结束
语 (25) 参考文献 (25)
一.数控机床的简介 数控机床是一种用电子计算机和专用电子计算装置控制的高效自动化机床。主要分为立式和卧式两种。立式机床装夹零件方便,但切屑排除较慢;卧式装夹零件不是非常方便,但排屑性能好,散热很高。数控铣床分三坐标和多坐标两种。三坐标机床(X、Y、 Z)任意两轴都可以联动,主要用于加工平面曲线的轮廓和开敞曲面的行切。多坐标机床是在三坐标机床的基础上,通过增加数控分度头或者回转工作台,成为4坐标或者5坐标机床(甚至多坐标机床)。多坐标机床主要用于曲面轮廓或者由于零件需要必须摆角加工的零件,如法向钻孔,摆角行切等。摆角形式4坐标的主要为A 或B;5坐标机床主要为AB,AC,BC,可根据零件要求选用。摆角大小由加工的零件决定。数控机床从组成来看,主要分为以下两方面: 1.机床本身技术参数 (1)作台工:零件加工工作平台,尺寸大小应根据加工零件的大小进行选用。(2) T形槽:工作台上的T形槽主要用于零件的装夹,其中T形槽的槽数、槽宽、相互间距,需要根据加工工件的特点进行规定。 (3)主轴:主轴形式,主轴孔形式等 (4)进给围:机床X Y Z三个方向的可移动距离(行程),移动速度的大小;摆角(A B C)的摆动围,摆动的速度 (5)主轴的旋转:主轴的转速,主轴的功率,伺服电机的转矩等 2.数控系统 数控系统是数控机床的核心。现代数控系统通常是一台带有专门系统软件的专用
课程设计-滑动轴承盖工艺工装设计 一、零件的分析 一零件的作用 题目所给的零件是滑动轴承盖。它一般与滑动轴承配套使用中,与滑动轴承一起是用来支撑轴的部件,有时也用来支撑轴上的回转零件。主要起安装、定位支承滑动轴承的作用,零件上方的Φ60孔用来安装滑动轴承,底面用来将滑动轴承组件固定在机器上,2-Φ13孔联接滑动轴承下半部分与轴承座,起联接、调整间隙用。 二零件的工艺分析 零件的材料为HT200,灰铸铁生产工艺简单,铸造性能优良,但塑性较差、脆性高,不适合磨削,为此以下是滑动轴承盖需要加工的表面以及加工表面之间的尺寸公差要求: 1.以φ60为中心的加工表面 这一组加工表面包括:φ60的孔,以及其前后端面,前后端面与孔有位置要求,2-φ13通孔与φ60孔有位置要求。 2.以顶部为中心的加工表面 这一组加工表面包括:M10螺纹孔、端面。 由上面分析可知,加工时应先加工一组表面,再以这组加工后表面为基准加工另外一组。由上面分析可知,可以粗加工滑动轴承盖下端面,然后以此作为基准采用专用夹具进行加工,并且保证位置精度要求。再根据各加工方法的经济精
度及机床所能达到的位置精度,并且此滑动轴承盖零件没有复杂的加工曲面,所以根据上述技术要求采用常规的加工工艺均可保证。 二、确定生产类型已知此滑动轴承盖零件的生产纲领为大批生产,所以初步确定工艺安排为:加工过程划分阶段;工序适当集中;加工设备以通用设备为主,大量采用专用工装。 三、确定毛坯 一确定毛坯种类 零件材料为HT200。考虑零件在机床运行过程中所受冲击不大,零件结构又比较简单,生产类型为中批生产,故选择木摸手工砂型铸件毛坯。查《机械制造工艺设计简明手册》第41页表2.2-5,选用铸件尺寸公差等级为CT-8。 二确定铸件加工余量及形状 查《机械制造工艺设计简明手册》第41页表2.2-5,选用加工余量为MA-F 级,并查表 2.2-4确定各个加工面的铸件机械加工余量,铸件的分型面的选用及加工余量,如下表所示: 表1-1 简图加工面代号基本尺寸加工余量等级加工余量说明 D1 60 F 22D2 R323.5 铸坯设计 D3 1313 铸坯设计 D4 8.58.5 铸坯设计 T1 44 F 2 单侧加工 T2 8 F 2 方便钻孔 T3 56 F 2 单侧加工
典型轴类零件的数控加工工艺设计(doc 29页)
摘要 数控技术是用数字信息对机械运动和工作过程进行控制的技术,数控装备是以数控技术为代表的新技术对传统制造产业和新兴制造的渗透形成的机电一体化产品,即所谓的数字化装备。 本次设计就是进行数控加工工艺设计典型轴类零件,主要侧重于该零件的数控加工工艺和编程,包括完成该零件的工艺规程,主要工序工装设计,并绘制零件图、夹具图等。 通过本次毕业设计,对典型轴类零件的设计又有了深的认识。从而达到了巩固、扩大、深化所学知识的目的,培养和提高了综合分析问题和解决问题的能力以及培养了科学的研究和创新能力。 关键词:数控技术典型轴类零件加工工艺毕业设计
1.引言 数控技术集传统的机械制造技术、计算机技术、成组技术与现代控制技术、传感检测技术、信息处理技术、网络通讯技术、液压气动技术、光机电技术于一体,是现代先进制造技术的基础和核心。数控车床己经成为现代企业的必需品。随着数控技术的不断成熟和发展及市场日益繁荣,其竞争也越来越激烈,人们对数控车床选择也有了更加广阔的范围,对数控机床技术的掌握也越来越高。随着社会经济的快速发展,人们对生活用品的要求也越来越高,企业对生产效率也有相应的提高。数控机床的出现实现了广大人们的这一愿望。数控车削加工工艺是实现产品设计、保证产品的质量、保证零件的精度,节约能源、降低消耗的重要手段。是企业进行生产准备、计划调度、加工操作、安全生产、技术检测和健全劳动组织的重要依据。也是企业对高品质、高品种、高水平,加速产品更新,提高经济效益的技术保证。这不但满足了广大消费者的目的,即实现了产品多样化、产品高质量、更新速度快的要求,同时推动了企业的快速发展,提高了企业的生产效率。 数控工艺规程的编制是直接指导产品或零件制造工艺过程和操作方 法的工艺文件,它将直接影响企业产品质量、效益、竞争能力。本文通过对典型轴类零件数控加工工艺的分析,对零件进行编程加工,给出了对于典型零件数控加工工艺分析的方法,对于提高制造质量、实际生产具有一定的意义。根据数控机床的特点,针对具体的零件,进行了工艺方案的分析,工装方案的确定,刀具和切削用量的选择,确定加工顺序和加工路线,数控加工程序编制。通过整个工艺的过程的制定,充分体现了数控设备在保证加工精度,加工效率,简化工序等方面的优势。 本人以严谨务实的认真态度进行了此次设计,但由于知识水平与实际经验有限。在设计中会出现一些错误、缺点和疏漏,诚请各位评审老师提出批评和指正。
上海震旦职业学院 题目:数控轴类复合零件加工及工艺设计 系别:机械电子工程系 专业:数控技术专业 班级: 学生姓名: 学号: 指导教师:程晓 日期:
目录 一、数控的概况 (1) (一)国内外数控系统发展概况 (1) (二)性能发展方向 (1) (三)功能发展方向 (2) (四)体系结构的发展 (2) 二、零件图及工艺分析 (3) (一)零件图 (3) (二)工艺分析 (3) 1.机床的选择及介绍 (4) 2.刀具的选择和切削参数 (4) 3.夹具的选择 (5) 4.夹具的类型 (6) 5.零件的安装 (6) 三、零件的加工工艺规程 (7) (一)数控加工工序 (7) (二)零件工艺单 (7) 四、加工程序及其备注 (8) 五、结论 (15) 参考文献 (16) 致谢 (16) 诚信说明 (16)
数控车床零件加工及工艺设计 一、数控的概况 (一)国内外数控系统发展概况 随着计算机技术的高速发展,传统的制造业开始了根本性变革,各工业发达国家投入巨资,对现代制造技术进行研究开发,提出了全新的制造模式。在现代制造系统中,数控技术是关键技术,它集微电子、计算机、信息处理、自动检测、自动控制等高新技术于一体,具有高精度、高效率、柔性自动化等特点,对制造业实现柔性自动化、集成化、智能化起着举足轻重的作用。目前,数控技术正在发生根本性变革,由专用型封闭式开环控制模式向通用型开放式实时动态全闭环控制模式发展。在集成化基础上,数控系统实现了超薄型、超小型化;在智能化基础上,综合了计算机、多媒体、模糊控制、神经网络等多学科技术,数控系统实现了高速、高精、高效控制,加工过程中可以自动修正、调节与补偿各项参数,实现了在线诊断和智能化故障处理;在网络化基础上,CAD/CAM与数控系统集成为一体,机床联网,实现了中央集中控制的群控加工。 (二)性能发展方向 1.高速高精高效化 速度、精度和效率是机械制造技术的关键性能指标。由于采用了高速CPU芯片、RISC芯片、多CPU控制系统以及带高分辨率绝对式检测元件的交流数字伺服系统,同时采取了改善机床动态、静态特性等有效措施,机床的高速高精高效化已大大提高。 2.柔性化 包含两方面:数控系统本身的柔性,数控系统采用模块化设计,功能覆盖面大,可裁剪性强,便于满足不同用户的需求;群控系统的柔性,同一群控系统能依据不同生产流程的要求,使物料流和信息流自动进行动态调整,从而最大限度地发挥群控系统的效能。 3.工艺复合性和多轴化 以减少工序、辅助时间为主要目的的复合加工,正朝着多轴、多系列控制功能方向发展。数控机床的工艺复合化是指工件在一台机床上一次装夹后,通过自动换刀、
XXXX大学 设计题目 __工艺装备课程设计 班级_______XXXX ________ 设计小组_______XXXX _ _ 指导老师_____XXXX ____ _ 完成日期2010_年月___日
《工艺装备设计》课程设计 评阅书 机械制造与自动化专业__073__班,第__3__小组的课程设计《旋转套钻床夹具》、《液压缸体车床夹具》、《液压缸体铣或镗床夹具》已完成,组成文件如下: 1.说明书共 32 份 指导老师签定___________
《工艺装备设计》课程设计任务书 一、设计课题名称: 二、指导老师: 三、设计要求 小组合作完成零件的工艺分析、夹具结构设计与相关计算;完成夹具总装配图、设计说明书各一份(每个小组完成钻、车、铣或镗夹具各一套,装订成一册)。 四、设计依据 1、零件图 2、设备参数 3、生产钢领 五、参考资料 1、肖继德主编《机床夹具设计》机械工业出版社 2、浦林祥主编《金属切削机床夹具设计手册》机械工业出版社 3、孟宪林主编《机床夹具图册》机械工业出版社 六、设计内容及工作量 (一)设计内容 1、分析产品零件的工艺性,画出产品零件图、工序图。 2、分析产品零件的装夹,确定定位与夹紧等工艺方案 3、计算定位误差 4、工件在夹具上加工的精度分析 5、设计整套夹具的结构方案,绘制夹具装配图及夹具零件图,(装配
图应电脑绘图) 6、非标零件图的绘制 7、撰写课程设计的说明书。(应阐述整个设计内容,有关文字说明的计算,图文并茂,文字通畅) (二)工作量 1、夹具装配图一份 2、夹具零件图一套 3、课程设计说明书一份 (三)设计进度 1、熟悉图纸查阅资料 0.5天 2、确定工艺方案及有关计算 1天 3、绘制夹具装配图、零件图 2.5天 4、撰写课程设计说明书 1天 七、说明书的格式和装订要求 (一)课程设计封面(全文统一格式) (二)课程设计评定书(全文统一格式) (三)课程设计任务书(指导教师下发) (四)课程设计目录 (五)课程设计正文 (六)课程设计总结 (七)参考资料 (八)设计图纸
典型轴类零件的数控加工工艺编制数控技术是用数字信息对机械运动和工作过程进行操纵的技术,数控装备是以数控技术为代表的新技术对传统制造产业和新兴制造的渗透形成的机电一体化产品,即所谓的数字化装备。 本次设计确实是进行数控加工工艺设计典型轴类零件,要紧侧重于该零件的数控加工工艺和编程,包括完成该零件的工艺规程,要紧工序工装设计,并绘制零件图、夹具图等。 通过本次毕业设计,对典型轴类零件的设计又有了深的认识。从而达到了巩固、扩大、深化所学知识的目的,培养和提高了综合分析咨询题和解决咨询题的能力以及培养了科学的研究和创新能力。 关键词:数控技术典型轴类零件加工工艺毕业设计
摘要 (1) 目录 (2) 1.引言 (3) 1.引言 (3) 2.零件分析 (4) 2.1毛坯的选择 (4) 2.2 机床的选择 (4) 3.零件图加工艺分析 (7) 3.1零件的工艺分析 (7) 3.2 零件的加工工艺设计 (11) 4.零件图加工程序编写 (21) 4.1零件左端加工程序编写 (21) 4.2零件右端加工程序编写 (22) 5. 程序调试 (25) 致谢 (26) 参考文献 (27)
数控技术集传统的机械制造技术、运算机技术、成组技术与现代操纵技术、传感检测技术、信息处理技术、网络通讯技术、液压气动技术、光机电技术于一体,是现代先进制造技术的基础和核心。数控车床己经成为现代企业的必需品。随着数控技术的不断成熟和进展及市场日益繁荣,其竞争也越来越猛烈,人们对数控车床选择也有了更加宽敞的范畴,对数控机床技术的把握也越来越高。随着社会经济的快速进展,人们对生活用品的要求也越来越高,企业对生产效率也有相应的提高。数控机床的显现实现了宽敞人们的这一愿望。数控车削加工工艺是实现产品设计、保证产品的质量、保证零件的精度,节约能源、降低消耗的重要手段。是企业进行生产预备、打算调度、加工操作、安全生产、技术检测和健全劳动组织的重要依据。也是企业对高品质、高品种、高水平,加速产品更新,提高经济效益的技术保证。这不但满足了宽敞消费者的目的,即实现了产品多样化、产品高质量、更新速度快的要求,同时推动了企业的快速进展,提高了企业的生产效率。 数控工艺规程的编制是直截了当指导产品或零件制造工艺过程和操作方法的工艺文件,它将直截了当阻碍企业产品质量、效益、竞争能力。本文通过对典型轴类零件数控加工工艺的分析,对零件进行编程加工,给出了关于典型零件数控加工工艺分析的方法,关于提高制造质量、实际生产具有一定的意义。依照数控机床的特点,针对具体的零件,进行了工艺方案的分析,工装方案的确定,刀具和切削用量的选择,确定加工顺序和加工路线,数控加工程序编制。通过整个工艺的过程的制定,充分表达了数控设备在保证加工精度,加工效率,简化工序等方面的优势。 本人以严谨务实的认真态度进行了此次设计,但由于知识水平与实际体会有限。在设计中会显现一些错误、缺点和疏漏,诚请各位评审老师提出批判和指正。
零件图
轴套三维图
轴套三维图
轴套类零件的工艺设计与加工 摘要:随着数控技术的发展,数控技术的应用不但给传统制造业带来了革命性的变化,使制造业成为工业化的象征,而且随着数控技术的不断发展和应用领域的扩大,它对国计民生的一些重要行业的发展起着越来越重要的作用。随着科技的发展,数控技术也在不断的发展更新,现在数控技术也称计算机数控技术,加工软件的更新快,CAD/CAM 的应用是一项实践性很强的技术。如像UG , PRO/E , Cimitron , MasterCAM ,CAXA制造工程师等。 数控技术是技术性极强的工作,尤其在模具领域应用最为广泛,所以这要求从业人员具有很高的机械加工工艺知识,数控编程知识和数控操作技能。本文主要通过c 车削加工配合件的数控工艺分析与加工,综合所学的专业基础知识,全面考虑可能影响在车削加工中的因素,设计其加工工艺和编辑程序,完成配合要求。 关键词: 车削;CAD/CAM;配合件零件加工
前言 毕业设计是专业教学工作的重要组成部分和教学过程中的重要实际性环节。 毕业设计的目的是:通过设计,培养我们综合运用所学的基础理论知识,专业理论知识和一些相关软件的学习,去分析和解决本专业范围内的一般工程技术问题的能力,培养我们建立正确的工艺设计思维,学会查找工具书,掌握数控工艺设计的一般程序,规范和方法。 本次设计选择的课题为轴类零件的车削加工工艺设计及其数控加工程序编制。 这次毕业设计让我们对机械制图的基础知识有了进一步的了解,同时也 为我们从事绘图工作奠定了一个良好的基础。并锻炼了自己的动手能力,达到了学以致用的目的。它是一次专业技能的重要训练和知识水平的一次全面体验,是学生毕业资格认定的重要依据,同时也为我们将来走向
机械加工工艺与装备课程设计 目录 1、前言 2、零件的分析 2.1、零件的作用 2.2、零件的工艺分析 2.3零件的生产类型 3、选择毛坯,确定毛抷坯尺寸,绘制毛坯图 3.1选择毛坯 3.2确定机械加工余量、毛胚尺寸和公差 3.3确定机械加工余量 3.4 确定毛坯尺寸 3.5、确定毛坯尺寸公差 3.6绘制毛坯图 4、选择加工方法,制定工艺路线 4.1 定位基准的选择 4.2零件表面加工方法的选择 4.3 制定工艺路线 5 工序设计 5.1选择加工设备与工艺装备 5.2工序尺寸: 6、确定切削用量及基本时间 6.1 确定切削用量及时间定额: 6.2、工序等切削用量及基本时间的确定
7、夹具设计 8、参考文献 1、前言 机械加工工艺与装备课程设计是我组学完了一些基础课、专业技术基础之后进行的。此次课程设计对于我们复习以前所学的知识是一个很大的帮助,因此,我小组在做本次课程设计的大家都很重视,很认真。 由于能力所限,设计尚有许多不足之处,恳请老师给予指导。 2、零件的工艺分析及生产类型的确定 2.1 零件的作用 该拨叉应用在变速箱的换档机构中。拨叉头以孔套在变速叉轴上,并用销钉经孔与变速叉轴联结,拨叉脚则夹在双联变换齿轮的槽中。当需要变速时,操纵变速杆,变速操纵机构就通过拨叉头部的操纵槽带动拨叉与变速叉轴一起在变速箱中滑动,拨叉脚拨动双联变换齿轮在花键轴上滑动以改换档位,从而改变拖拉机的行驶速度。 该拨叉在改换档位时要承受弯曲应力和冲击载荷的作用,因此该零件应具有足够的强度、刚度和韧性,以适应拨叉的工作条件。该零件的主要工作表面为拨叉脚两端面、叉轴孔和锁销孔,在设计工艺规程时应重点予以保证。 2.2拔叉的工艺性分析 由零件图可知:零件的材料HT200,灰铸铁生产工艺简单,铸造
摘要 本次毕业设计题目是座体01042零件的工艺工装设计及CAD/CAM,来源于无锡鹰普股份有限公司。 首先,依据零件图纸上的设计尺寸,利用三维软件Pro/E对零件进行三维造型并在此基础上对其进行模具设计,内容包括:定位、夹紧方式的选择,分型面、浇注系统、凸凹模、模座等的设计。 由于零件的内腔形状比较特殊,因此需要一块水溶型芯成型,同时设计出合理的定位方案。由于是机器压紧,开模时候工件容易取出,所以不用顶出机构。 然后,制定出零件加工工艺规程,包括加工方法的选择、加工路线的拟订、加工刀具选择,根据工艺规程计算出工艺参数并制作出相应的工艺卡片。该零件利用加工中心加、车床、钻床,共需要六道工序,包括粗、精铣平面,钻、扩、铰孔,攻螺纹等工步。每道工序包含了一定量的加工内容,体现出工序集中原则,保证了各个加工表面及孔间的相互位置精度,提高生产效率。同时,选择两套工序进行专用夹具设计。确定每套夹具的定位及加紧方式,两套夹具均采用一面两销定位方式,均是压板压紧。 关键词:三维造型;模具;工艺卡片;加工中心夹具
Abstract The title of this graduation design is the technology of the base part 01042 of the process tooling design and its CAD/CAM, from the Wuxi impro Co.LTD. First of all, according to the part design drawing, mold is designed by the 3D software Pro\/E. Contents include: the choice of the ways of positioning, clamping, the parting surface, gating system, and mold design, mold base, etc. Due to the parts of the inner cavity shape is quite special, so there a water soluble needed core molding, and reasonable positioning scheme is designed at the same time. Because it is compacted by machine , when open mold the workpiece is easy to take out.so there is no need for ejection mechanism. Then work out the parts processing process procedures, including the selection of machining method, the formulation of processing route, processing cutting tool selection, according to the procedure to calculate the process parameters and making the corresponding process card.The parts need total six procedures on machining center, lathe, drilling machine ,including the coarse and fine milling plane, drilling, expanding, reaming, tapping screw, step work.Each working procedure contains a certain amount of processing content, reflects the principle of process focus ensure the each other between each processing surface and hole position accuracy, improve production efficiency.At the same time, choose two sets of processes to design special fixture. Determine each fixture locating and clamping method, two sets of fixtures adopt a two pin positioning way, all is clamp pressure. Key words: three-dimension solid model ; molds;operation card;machining center fixture
镇江高专ZHENJIANG COLLEGE 毕业设计(论文) 复杂轴类零件的编程与仿真加工Programming and Simulation of complex shaft parts 系名:装备制造学院 专业班级:机电D132 学生姓名:朱忠康 学号:130104404 指导教师姓名:钱绍祥 指导教师职称:副教授 2016年3月
摘要 摘要 随着科学技术的快速发展,产品的精度越来越高,也越来越复杂。一种新型的机床在这种需求下产生了,数控机床不仅可以满足产品高精度和高复杂度的要求,而且还具有通用性和灵活性。数控机床包括了计算机技术、自动控制技术、伺服驱动技术、自动检测技术、精密机械技术等,是典型的机电一体化产品。数控机床体现了世界机床技术进步的主流,也反映出一个国家在制造和自动化水平技术的高低,在柔性生产和计算机集成制造等先进制造技术中起着重要作用。数控机床自动化程度高、精度高和效率高的特点被广泛应用。 本次设计选用广州数控GSK980TD机床,利用CAD软件完成零件的平面图形绘制,并对零件图进行工艺分析、确定加工路线、工艺流程等,然后手动编程,最后运用斯沃软件进行仿真加工。 关键词:工艺分析;数控编程;加工工艺;数控车削仿真加工;
镇江市高等专科学校毕业设计(论文) Abstract With the rapid development of science and technology, the precision of the products is higher and higher, also more and more complicated.A new type of machine tool is produced under this kind of demand,CNC machine tools can not only meet the requirements of high precision, high complexity, but also has the versatility and https://www.doczj.com/doc/055765161.html,C machine tools including computer technology, automatic control technology, servo drive technology, automatic detection technology, precision machinery technology, etc., is a typical mechanical and electrical integration products. CNC machine tool reflects the mainstream of world machine tool technology progress, also reflects a national high and low in manufacturing and automation technology, in flexible production and computer integrated manufacturing and advanced manufacturing technology plays an important role. CNC machine high degree of automation, high precision and high efficiency features is widely used. This design selects Guangzhou GSK980TD numerically controlled machine tool, using CAD software to complete parts of graphic drawing, and of parts for process analysis, determine the processing route, process flow and manual programming. Finally, we use Swansoft software simulation processing. Key words:Technology analysis; CNC programming; Processing technology; NC turning simulation processing;
典型零件机械加工工艺设计与实施 期末测试参考答案 一、填空题(每空1分,共30分): 1、铸件、锻件、焊接件、冲压件 2、粗基准、精基准 3、基准先行、先主后次、先粗后精、先面后孔 4、通规、止规 5、成形法、展成法 6、直齿、斜齿圆柱齿轮、蜗轮 7、弟y齿、珩齿、磨齿 8 500 9、盘形插齿刀、碗形直齿插齿刀、锥柄插齿刀 10、平行孔系、同轴孔系、交叉孔系。
11 找正法、镗模法、坐标法、
、选择题(每小题5分,共10 分)
工床身时,导轨面的实际切除量要尽可能地小而均匀,故应选导轨面作粗基准加工床身底面,然后再以加工过的床身底面作精基准加工导轨面,此时从导轨面上去除的加工余量可较小而均匀。 3、试述单刃镗刀镗削具有以下特点。 答:单刃镗刀镗削具有以下特点 镗削的适应性强。 镗削可有效地校正原孔的位置误差。 镗削的生产率低。因为镗削需用较小的切深和进给量进行多次走刀以减小刀杆的弯曲变形,且在镗床和铣床上镗孔需调整镗刀在刀杆上的径向位置,故操作复杂、费时。 镗削广泛应用于单件小批生产中各类零件的孔加工。 4、铣削加工可完成哪些工作?铣削加工有何特点? 答:1)铣削应用范围:铣床是机械加工主要设备之一,在铣床上用铣刀对工件进行加工的方法称为铣削。它可用来加工平面、台阶、斜面、沟槽、成形表面、齿轮和切断等。如图5—11所示为铣床加工应用示例。 2)铣削特点: (1)生产率高铣削时铣刀连续转动,并且允许较高的铣削速度,因此具有较高的生产率(2)断续切削铣削时每个刀齿都在断续切削,尤其是端铣,铣削力波动大,故振动是不可
高速铣削时刀齿还要经受周期性的冷、热冲击,容易出现裂纹和崩刃,使刀具耐用度下 降。 (3)多刀多刃切削 铣刀的刀齿多,切削刃的总长度大,有利于提高刀具耐用度和生产 率,优点不少。但也存在下述两个方面的问题:一是刀齿容易出现径向跳动,这将造成 刀齿负荷不等,磨损不均匀,影响已加工表面质量;二是刀齿的容屑空间必须足够,否 则会损坏刀齿 五、分析与计算题(每小题9分,共18分) 1、解:(1)电动机(1450r/min — 40, 26, 33 - 325 58 72 65 -—[聖—M3-主轴],[M2 61 —17-主轴] 81 (2) 3X 2 = 6 (3) n min = 1450X 100 X 26 X 17 =33.81344mm 325 72 81 2、 解:先画出尺寸链。 确定圭寸闭环:A0=0.1?0.4mm 命⑴ 90 °严 增环:A2= 0 mm 0.03 ES 减环:A1=A3=6 0.01mm 、 A 4EI m n 1 然后用极值法公式:A 0 A , A j i 1 j m 1
湖南铁道职业技术学院工艺装备课程设计 设计题目 __工艺装备课程设计 《工艺装备设计》课程设计 评阅书 机械制造与自动化专业__073__班,第__3__小组的课程设计《旋转套钻床夹具》、《液压缸体车床夹具》、《液压缸体铣或镗床夹具》已完成,组成文件如下: 1.说明书共 32 份 2.工艺文件共_ _份 3.图纸共 9 张 其中_ A3_号图纸 6 张 A4 号图纸 3 张 _ _号图纸张 指导老师签定___________ 《工艺装备设计》课程设计任务书 一、设计课题名称: 二、指导老师: 三、设计要求 小组合作完成零件的工艺分析、夹具结构设计与相关计算;完成夹具总装配图、设计说明书各一份(每个小组完成钻、车、铣或镗夹具各一套,装订成一册)。 四、设计依据 1、零件图 2、设备参数
3、生产钢领 五、参考资料 1、肖继德主编《机床夹具设计》机械工业出版社 2、浦林祥主编《金属切削机床夹具设计手册》机械工业出版社 3、孟宪林主编《机床夹具图册》机械工业出版社 六、设计内容及工作量 (一)设计内容 1、分析产品零件的工艺性,画出产品零件图、工序图。 2、分析产品零件的装夹,确定定位与夹紧等工艺方案 3、计算定位误差 4、工件在夹具上加工的精度分析 5、设计整套夹具的结构方案,绘制夹具装配图及夹具零件图,(装配图应电脑绘图) 6、非标零件图的绘制 7、撰写课程设计的说明书。(应阐述整个设计内容,有关文字说明的计算,图文并茂,文字通畅) (二)工作量 1、夹具装配图一份 2、夹具零件图一套 3、课程设计说明书一份 (三)设计进度 1、熟悉图纸查阅资料 0.5天
××××学院毕业设计(论文) ××××学院毕业设计(论文)说明书 题目典型零件(EM170A-01001) 工艺过程及工装设计 学生 系别机电工程系 专业班级机械制造 03 级 2 班 学号 指导教师
目录 中文摘要 (Ⅰ) 英文摘要 (Ⅱ) 第1章生产纲领及生产类型 (1) 第2章零件的分析 (2) 第3章工艺规程的设计 (3) 3.1 确定毛坯的制造形成 (3) 3.2 基准的选择 (3) 3.2.1粗基准的选择 (3) 3.2.2精基准的选择 (3) 3.3制订工艺路线 (3) 3.4机械加工余量、工序尺寸及毛坯尺寸的确定 (8) 3.5确定切削用量及基本工时 (11) 第4章专用夹具的设计 (37) 4.1问题的指出 (37) 4.2夹具设计 (37) 4.2.1定位基准的选择 (37) 4.2.2切削力及夹紧力的计算 (37) 参考文献 (40) 致谢 (41) 附录A:组合铣床示意图 (42) 摘要
××××学院毕业设计(论文) 本次设计是在我们学完了大学的全部基础课、技术基础课以及专业课之后进行的,这是我们在进行毕业之前,对所学各课程的一次深入的综合性的总复习,也是一次理论联系实际的训练。 本人的毕业设计是对典型零件的工艺过程和工装进行设计,其典型零件是EM170A-01001型内燃机机体。在设计中主要是进行零件的毛坯尺寸的计算、工艺过程的设计、切削用量的计算和专用夹具的设计。 机体类零件在整个机器中的作用是:承载曲轴及其内部传动装备,并使其保持交好的相对位置。零件的下底面与机座相配合,其他平面与汽缸盖、端盖等配合,孔系主要与曲轴轴承和汽缸等配合。根据以上的作用来设计机体的加工过程和顺序将得到较好的工艺要求。 关键词:设计,典型零件,机体,工艺 ABSTRACT
典型零件的加工工艺分析案例 实例. 以图A-54所示的平面槽形凸轮为例分析其数控铣削加工工艺。 图A-54 平面槽型凸轮简图 案例分析: 平面凸轮零件是数控铣削加工中常用的零件之一,基轮廓曲线组成不外乎直线—曲线、圆弧—圆弧、圆弧—非圆曲线及非圆曲线等几种。所用数控机床多为两轴以上联动的数控铣床,加工工艺过程也大同小异。 1. 零件图纸工艺分析 图样分析要紧分析凸轮轮廓形状、尺寸和技术要求、定位基准及毛坯等。 本例零件是一种平面槽行凸轮,其轮廓由圆弧HA、BC、DE、FG和直线AB、HG以及过渡圆弧CD、EF所组成,需要两轴联动的数控机床。材料为铸铁、切削加工性较好。 该零件在数控铣削加工前,工件是一个通过加工、含有两个基准孔直径为φ280mm、厚度为18mm的圆盘。圆盘底面A及φ35G7和φ12H7两孔可用作定位基准,无需另作工艺孔定位。 凸轮槽组成几何元素之前关系清晰,条件充分,编辑时所需基点坐标专门容易求得。 凸轮槽内外轮廓面对A面有垂直度要求,只要提升装夹度,使A面与铣刀轴线垂直,即可保证:φ35G7对A面的垂直度要求由前面的工序保证。 2. 确定装夹方案
一样大型凸轮可用等高垫块垫在工作台上,然后用压板螺栓在凸轮的孔上压紧。外轮廓平面盘形凸轮的垫板要小于凸轮的轮廓尺寸,不与铣刀发生干涉。对小型凸轮,一样用心轴定位,压紧即可。 按照图A-54所示凸轮的结构特点,采纳“一面两孔”定位,设计一“一面两销”专用夹具。用一块320mm×320mm×40mm的垫块,在垫块上分别精镗φ35mm及φ12mm两个定位销孔的中心连接线与机床的x轴平行,垫块的平面要保证与工作台面平行,并用百分表检查。 图A-55为本例凸轮零件的装夹方案示意图。采纳双螺母夹紧,提升装夹刚性,防止铣削时因螺母松动引起的振动。 图A-55凸轮装夹示意图 3. 确定进给路线 进给路线包括平面内进给和深度进给两部分路线。对平面内进给,对外凸轮廓从切线方向切入,对内凹轮廓从过渡圆弧切入。在两轴联动的数控铣床上,对铣削平面槽形凸轮,深度进给有两种方法:一种是xz(或yz)平面来回铣削逐步进刀到即定深度;另一种方法是先打一个工艺孔,然后从工艺孔进刀到即定深度。 本例进刀点选在(150,0),刀具在y+15之间来回运动,逐步加深铣削深度,当达到即定深度后,刀具在xy平面内运动,铣削凸轮轮廓。为保证凸轮的工件表面有较好的表面质量,采纳顺铣方式,即从(150,0)开始,对外凸轮廓,按顺时针方向铣削,对内凸轮廓按逆时针方向铣削,图A -56所示为铣刀在水平面的切入进给路线。 图A-56 平面槽形凸轮的切入进给路线 4. 选择刀具及切削用量 铣刀材料和几何参数要紧按照零件材料切削加工性、工件表面几何形状和尺寸大小不一选择;切削用量则依据零件材料特点、刀具性能及加工