HRA
HRC HRA HRC HRA HRC HRA HRC 86.6
70.0103778.555.059937070.540.037726928.027486.3
69.5101778.254.558936570.339.537226627.527186.1
69.099777.954.057936070.039.036726327.026885.8
68.597877.753.557035538.536226026.526485.5
68.095977.453.056135038.035125726.026185.2
67.594177.152.555134537.535225425.525885.0
67.092376.952.054334137.034725125.025584.7
66.590676.651.553433636.534224824.525284.4
66.088950176.351.052533236.033824524.024984.1
65.587249476.150.551732735.533324223.524683.9
65.085648875.850.050932335.032924023.024383.6
64.584048175.549.550131834.532423722.524083.3
64.082547475.349.049331434.032023422.023783.1
63.581046875.048.548531033.531623221.523482.8
63.079546174.748.047830633.031222921.023182.5
62.578045574.547.547030232.530822720.522982.2
62.076644974.247.046329832.030422520.022682.0
61.575244273.946.545629431.530022219.522381.7
61.073943673.746.044929131.029622019.022181.4
60.572643073.445.544328730.529221818.521881.2
60.071342473.245.043628330.028921618.021680.9
59.570041872.944.542928029.528521417.521480.6
59.068841372.644.042327629.028121117.021180.3
58.567640772.443.541727328.527880.1
58.066440172.143.041179.8
57.565339671.842.540579.5
57.064239171.642.039979.3
56.563138571.341.539379.0
56.062038071.141.038878.755.560937570.840.5382黑色金属材料 硬度值换算表
布氏硬度
HB 洛氏硬度
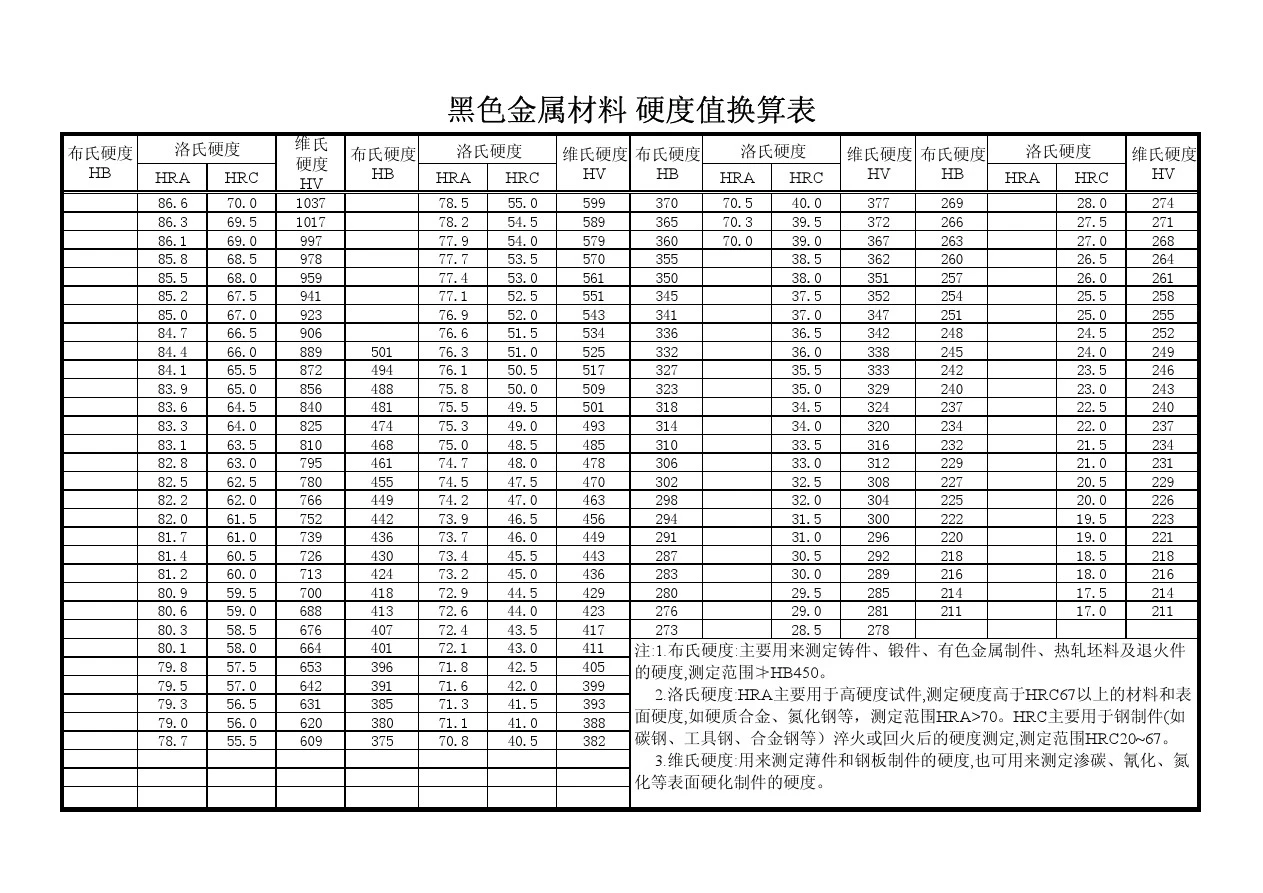
维氏硬度HV 布氏硬度HB 洛氏硬度维氏硬度HV 布氏硬度HB 维氏硬度HV 注:1.布氏硬度:主要用来测定铸件、锻件、有色金属制件、热轧坯料及退火件的硬度,测定范围≯HB450。 2.洛氏硬度:HRA 主要用于高硬度试件,测定硬度高于HRC67以上的材料和表面硬度,如硬质合金、氮化钢等,测定范围HRA>70。HRC 主要用于钢制件(如碳钢、工具钢、合金钢等)淬火或回火后的硬度测定,测定范围HRC20~67。
3.维氏硬度:用来测定薄件和钢板制件的硬度,也可用来测定渗碳、氰化、氮化等表面硬化制件的硬度。
洛氏硬度维氏硬度HV 布氏硬度HB 洛氏硬度
硬度知识介绍及硬度对照表 硬度试验的方法较多,原理也不相同,测得的硬度值和含义也不完全一样。最普通的是静负荷压入法硬度试验,即布氏硬度(HB)、洛氏硬度(HRA,HRB,HRC)、维氏硬度(HV),橡胶塑料邵氏硬度(HA,HD)等硬度其值表示材料表面抵抗坚硬物体压入的能力。最流行的里氏硬度(HL)、肖氏硬度(HS)则属于回跳法硬度试验,其值代表金属弹性变形功的大小。因此,硬度不是一个单纯的物理量,而是反映材料的弹性、塑性、强度和韧性等的一种综合性能指标。 钢材的硬度:金属硬度(Hardness)的代号为H。按硬度试验方法的不同,常规表示有布氏(HB)、洛氏(HRC)、维氏(HV)、里氏(HL)硬度等,其中以HB及HRC较为常用。HB应用范围较广,HRC适用于表面高硬度材料,如热处理硬度等。两者区别在于硬度计之测头不同,布氏硬度计之测头为钢球,而洛氏硬度计之测头为金刚石。 HV-适用于显微镜分析。维氏硬度(HV)以120kg以内的载荷和顶角为136的金刚石方形锥压入器压入材料表面,用材料压痕凹坑的表面积除以载荷值,即为维氏硬度值(HV)。HL手提式硬度计,测量方便,利用冲击球头冲击硬度表面后,产生弹跳;利用冲头在距试样表面1mm处的回弹速度与冲击速度的比值计算硬度,公式:里氏硬度HL=1000VB(回弹速度)/V A(冲击速度)。 目前最常用的便携式里氏硬度计用里氏(HL)测量后可以转化为:布氏(HB)、洛氏(HRC)、维氏(HV)、肖氏(HS)硬度。或用里氏原理直接用布氏(HB)、洛氏(HRC)、维氏(HV)、里氏(HL)、肖氏(HS)测量硬度值。 布氏硬度(HB)一般用于材料较软的时候,如有色金属、热处理之前或退火后的钢铁。 洛氏硬度(HRC)一般用于硬度较高的材料,如热处理后的硬度等等。 1、HB-布氏硬度: 布氏硬度(HB)是以一定大小的试验载荷,将一定直径的淬硬钢球或硬质合金球压入被测金属表面,保持规定时间,然后卸荷,测量被测表面压痕直径。布式硬度值是载荷除以压痕球形表面积所得的商。一般为:以一定的载荷(一般3000kg)把一定大小(直径一般为10mm)的淬硬钢球压入材料表面,保持一段时间,去载后,负荷与其压痕面积之比值,即为布氏硬度值(HB),单位为公斤力/mm2(N/mm2)。 2、HR-洛氏硬度 洛氏硬度(HR-)是以压痕塑性变形深度来确定硬度值指标。以0.002毫米作为一个硬度单位。当HB450或者试样过小时,不能采用布氏硬度试验而改用洛氏硬度计量。它是用一个顶角120的金刚石圆锥体或直径为1.59、3.18mm的钢球,在一定载荷下压入被测材料表面,由压痕的深度求出材料的硬度。根据试验材料硬度的不同,分三种不同的标度来表示:HRA:是采用60kg载荷和钻石锥压入器求得的硬度,用于硬度极高的材料(如硬质合金等)。 HRB:是采用100kg载荷和直径1.59mm淬硬的钢球,求得的硬度,用于硬度较低的材料(如退火钢、铸铁等)。 HRC:是采用150kg载荷和钻石锥压入器求得的硬度,用于硬度很高的材料(如淬火钢等)。 另外:(1)HRC含意是洛式硬度C标尺,(2)HRC和HB在生产中的应用都很广泛(3)HRC适用范围HRC20--67,相当于HB225--650若硬度高于此范围则用洛式硬度A标尺HRA。若硬度低于此范围则用洛式硬度B标尺HRB。布式硬度上限值HB650,不能高于
表面光洁度与表面粗糙度对照表 光洁度级别(旧标) 粗糙度 Ra (μm) 1)表面状况、2)加工方法和3)应用举例 ▽1 40~80 ▽2 20~40 1)明显可见的刀痕2)粗车、镗、刨、钻3)粗加工后的表面,2焊接前的焊缝、粗钻孔壁等。▽3 10~20 1)可见刀痕2)粗车、刨、铣、钻3)一般非结合表面,如轴的端面、倒角、齿轮及皮带轮的侧面、键槽的非工作表面,减重孔眼表面 ▽4 5~10 1)可见加工痕迹2)车、镗、刨、钻、铣、锉、磨、粗铰、铣齿3)不重要零件的配合表面,如支柱、支架、外壳、衬套、轴、盖等的端面。紧固件的自由表面,紧固件通孔的表面,内、 外花键的非定心表面,不作为计量基准的齿轮顶圈圆表面等 ▽5 2.5~5 1)微见加工痕迹2)车、镗、刨、铣、刮1~2点/cm^2、拉、磨、锉、滚压、铣齿3)和其他零件连接不形成配合的表面,如箱体、外壳、端盖等零件的端面。要求有定心及配合特性的 固定支承面如定心的轴间,键和键槽的工作表面。不重要的紧固螺纹的表面。需要滚花或氧 化处理的表面 ▽6 1.25~2.5 1)看不清加工痕迹2)车、镗、刨、铣、铰、拉、磨、滚压、刮1~2点/cm^2铣齿3)安装直径超过80mm的G级轴承的外壳孔,普通精度齿轮的齿面,定位销孔,V型带轮的表面,外径 定心的内花键外径,轴承盖的定中心凸肩表面 ▽7 0.63~1.25 1)可辨加工痕迹的方向2)车、镗、拉、磨、立铣、刮3~10点/cm^2、滚压3)要求保证定心及配合特性的表面,如锥销与圆柱销的表面,与G级精度滚动轴承相配合的轴径和外壳孔, 中速转动的轴径,直径超过80mm的E、D级滚动轴承配合的轴径及外壳孔,内、外花键的定 心内径,外花键键侧及定心外径,过盈配合IT7级的孔(H7),间隙配合IT8~IT9级的孔(H 8,H9),磨削的齿轮表面等 ▽8 0.32~0.63 1)微辨加工痕迹的方向2)铰、磨、镗、拉、刮3~10点/cm^2、滚压3)要求长期保持配合性质稳定的配合表面,IT7级的轴、孔配合表面,精度较高的齿轮表面,受变应力作用的重要零 件,与直径小于80mm的E、D级轴承配合的轴径表面、与橡胶密封件接触的轴的表面,尺寸 大于120mm的IT13~IT16级孔和轴用量规的测量表面 ▽9 0.16~0.32 1)不可辨加工痕迹的方向2)布轮磨、磨、研磨、超级加工3)工作时受变应力作用的重要零件的表面。保证零件的疲劳强度、防腐性和耐久性,并在工作时不破坏配合性质的表面,如轴 径表面、要求气密的表面和支承表面,圆锥定心表面等。IT5、IT6级配合表面、高精度齿轮 的表面,与G级滚动轴承配合的轴径表面,尺寸大于315mm的IT7~IT9级级孔和轴用量规 级尺寸大于120~315mm的IT10~IT12级孔和轴用量规的测量表面等 ▽10 0.08~0.16 1)暗光泽面2)超级加工3)工作时承受较大变应力作用的重要零件的表面。保证精确定心的锥体表面。液压传动用的孔表面。汽缸套的内表面,活塞销的外表面,仪器导轨面,阀的工作 面。尺寸小于120mm的IT10~IT12级孔和轴用量规测量面等
碱度:把天然水经处理过的水的PH降低到相应于纯CO2水溶液的PH值所必须中和的水中强碱物种的总含量。按这个定义,碱度由强酸(盐酸或硫酸)滴定至终点,单位为ep/L. 硬度:通常说的总硬度指水中Ca2+,Mg2+的总量,这是因为其他离子的总含量远小于二者的含量,因此不予考虑。只有在其他量子含量很高时才考虑,其对硬度的影响。水中的阳离子(除H+外)一般也碳酸盐,重碳酸盐,硫酸盐及氯化物等形式存在。 硬度可以分为暂时硬度,永久硬度个负硬度等类型。 暂时硬度:又称碳酸盐硬度,指水中钙,镁的碳酸盐的含量,因天然水中碳酸盐含量很低,只有在碱性水中才存在碳酸盐。故暂时硬度一般是指水中重碳酸盐的含量,水在煮沸时其中的重碳酸盐分解出碳酸盐沉淀。常用的硬度单位是毫摩尔/升(mmol/L) 永久硬度:又称非碳酸盐硬度,主要指水中钙,镁的氯化物.硫酸盐的含量,之外尚有少量的钙.镁硝酸盐.硅酸盐等盐类,在常压9体积不变)情况下加热,这些盐类不会析出沉淀。常用的硬度单位是毫摩尔/升(mmol/L) 负硬度:指水中钾.纳的碳酸盐.重碳酸盐及氢氧化物的含量,又称为纳盐硬度。当水的总碱度大于总硬度时,就回出现负硬度。负硬度可以消除水的永久硬度,负硬度不能与永久硬度共存。常用的硬度单位是毫摩尔/升(mmol/L) 碱度和硬度是水的重要参数,二者之间的关系有以下三种情况: (1)总碱度〈总硬度,此时,水中有永久硬度和暂时硬度,无钠盐(负)硬度,则: 总硬度—总碱度=永久硬度 总碱度=暂时硬度 (2)总碱度〉总硬度,水中无永久硬度,而存在暂时硬度和钠盐硬度,则: 总硬度=暂时硬度 总碱度—总硬度=钠盐硬度(负硬度) (3)总碱度=总硬度,水中没有永久硬度和钠盐硬度,只有暂时硬度,则: 总硬度=总碱度=暂时硬度 1 / 1
机械制图、公差配合、粗糙度规范 总则: 机械制图、公差配合、粗糙度总体上要符合《机械设计手册第三版》第2卷第2篇中的各项规定。本规范仅规定出了其中的主要问题、常见问题,及PCCAD的设置和使用问题。 一、幅面设置 在PCCAD中有图纸设置这一指令,在画图前,根据你所要画零部件的大小及复杂程度选择图幅大小及绘图比例。图幅一定按国家标准规定使用A1、A2、A3、A4图幅。最终的要求是:既不要太挤也不要太空,要做到图幅及绘图比例适当,图纸的布局合理,这样画出的图在整体上会给别人包括审图人一种比较舒服的感觉。在一开始绘图时,可能不太好把握图纸图幅大小及比列,可以先整体绘制完后或大体的轮廓画出来后,再选择图幅及比例。 表1为常用图幅选择(表中为一般原则,具体视情况而可变动) 【表1】 二、视图表达 视图主要为主视图、俯视图、左视图,即所说的三视图。三视图在绘图时要求:长对正、高平齐、宽相等、对齐布置。但并非所有的结构都必须用三视图表达(比如轴,用一个视图就可以表达清楚),同时视图中也不是所有的虚线都要画出,要灵活的应用其它的视图表达方法。具体如下: 2.1.向视图 根据需要是可自由配置的视图,在相应视图的附近用箭头指明方向,并标
注相同的字母,其相应的视图位置可根据图纸布局的需要来摆放。其视图可以只画出你所需要表达的图形及位置关系,其他的可以不画。 2.2.局部视图(见附件MDE-92-5) 1) 为了更清楚的表达所画零部件的结构或是尺寸,特别是在三视图中有些细节性的结构及尺寸不好表达,或是标注不开,在这种情况下使用局部视图。 2) 为了节省绘图时间或图幅,对称构件或零件的视图也可只画一半或四分之一。 2.3.剖视图(见附件MDE-92-5) 为了清楚的表达物体的内部结构,位置关系以及相关尺寸,采用剖视图,在画剖面线时一定要疏密得当,尤其不要过密,比例选择一般与图幅比例相同。 2.3.1 按剖切面分:剖视图主要包括单一剖切面、几个平行的剖切面、旋转剖切面、几个相交的剖切面、复合剖(相交的剖切面与其他剖切面组合)。 1) 单一剖切面是向某一投影面剖切也可以是向不平行基本投影面得投影面剖切即斜剖切面。既可以整体剖视,也可以局部剖视。 2) 几个平行的剖切面及旋转剖切面是在单一剖切面上无法完全表达出物体的内部结构,而采取的剖视方法。 2.3.2 按剖视的范围分:剖视图包括全剖视图、半剖视图和局部剖视图。 1) 全剖视图就是用剖切面完全的剖开物体所得得剖视图。 2) 半剖视图是当物体具有对称平面时,向垂直于对称平面的投影面上投射所得的图形,可以对称中心为界,一半画成剖视图,另一半画成视图。 3) 局部剖视图是用剖切面局部地剖开物体所得的剖视图。 [半剖视图] [局部剖视图]
零件表面粗糙度与尺寸公差 一般,我国机械设计和加工技术常用的表面粗糙度标准是轮廓算术均匀偏差Ra 对于Ra,国标GB3508—83有明确的规定。本文仅就Ra在机械零件设计考虑加工情况时的使用作以阐述。 1图纸右上角的表面粗糙度要求留意事项 大多数设计职员在图纸右上角都会标注:其余Ra6.3、Ra1.6,等。这里所指的是,除图样上注明的机械加工面的表面粗糙度要求后,剩余未注明的机械加工面的表面粗糙度Ra的数值为6.3μm或1.6μm。对于这一要求,需留意以下几方面。 1.1对于型钢表面等非本图要求而制作的加工面 在实际工作中,为了减少不必要的加工工作和进步产品质量,可以在图纸右上角处,对用非本图加工手段取得的材料、型材外表加以表面粗糙度要求,然后再对机械加工处的表面进行表面粗糙度要求,如图1。当然,这种对用非本图加工手段取得的材料、型材外表的表面粗糙度要求必须公道,必须不经过原材料工厂特殊加工就可以达到。如,一般热轧型钢的表面粗糙度在Ra25μm~Ra12.5μm;冷拔型钢的表面粗糙度在Ra12.5μm~Ra3.2μm;冷拔铝型钢的表面粗糙度在Ra6.3μm~Ra1.6μm。所以,标注型材等的表面粗糙度要求时,必须留意不能超出以上范围。 1.2对于用铸造、铸造、焊接等本图要求而制作的毛坯件 在使用铸造、铸造、焊接制作毛坯时,尤其是型腔件,对它们的机械加工往往是一部分,而不是全部加工。此时,设计职员一般在图纸右上角处标上:其余Ra6.3。这里的Ra6.3μm仅仅是指对型腔件要求进行机械加工部分,除往图纸上已经有表面粗糙度要求的_部分外表面加以表面粗糙度要求而已,并没有对非机械加工部分(如铸造、铸造)的外表加以表面粗糙度要求。所以,为了不产生混淆,有
公差与配合(摘自GB1800~1804-79)免费 1 .基本偏差系列及配合种类 .2.标准公差值及孔和轴的极限偏差值 标准公差值(基本尺寸大于6至500mm) 基本尺寸mm 公 差 等 级 IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12
>6~10 >10~18 >18~30 >30~50 >50~80 >80~120 >120~180 >180~250 >250~315 >315~400 >400~500 6 8 9 11 13 15 18 20 23 25 27 9 11 13 16 19 22 25 29 32 36 40 15 18 21 25 30 35 40 46 52 57 63 22 27 33 39 46 54 63 72 81 89 97 36 43 52 62 74 87 100 115 130 140 155 58 70 84 100 120 140 160 185 210 230 250 90 110 130 160 190 220 250 290 320 360 400 150 180 210 250 300 350 400 460 520 570 630 孔的极限差值(基本尺寸由大于10至315mm)μm 公差带等 级 基本尺寸m m >0~18>18~30 >30~50 >50~80 >80~120>120~180 >180~250>250~315 D 8 +77 +50 +98 +65 +119 +80 +146 +100 +174 +120 +208 +145 +242 +170 +271 +190 ▼9 +93 +50 +117 +65 +142 +80 +174 +100 +207 +120 +245 +145 +285 +170 +320 +190 10 +120 +50 +149 +65 +180 +80 +220 +100 +260 +120 +305 +145 +355 +170 +400 +190 11 +160 +50 +195 +65 +240 +80 +290 +100 +340 +120 +395 +145 +460 +170 +510 +190 E 6 +43 +32 +53 +40 +66 +50 +79 +60 +94 +72 +110 +85 +129 +100 +142 +110 7 +50 +32 +61 +40 +75 +50 +90 +60 +107 +72 +125 +85 +146 +100 +162 +110
公差配合新旧标准对照表及表面光洁度标准与表面粗糙度标准对照表 基孔制的轴基轴制的孔 间隙配合过渡配合间隙配合过渡配合 旧国标新国标备 注 旧国 标 新国 标 备 注 旧 国 标 新国 标 备 注 旧国 标 新国 标 备 注 d1 db 1 dc 1 d db dc dd de df d3 dc 3 h5 g5 f5、f6 h6 g6 f7 e8 d8 c8 h7 f8 h8、h9 fd d9、d10 g 6 ① ② ga1 gb1 gc1 gd1 ga gb gc gd ga3 gb3 gc3 gd3 n5 m5 k5 j5、 js5 n6 m6 k6 js6 n7 m7 k7 j7、 js7 p5 ① n5 ① m4 ① ② p6 ① n6 ① p① D1 Db 1 Dc 1 D Db Dc Dd De D3 D4 Dc 4 H6 G6 F7 H7 G7 F8 E8、 E9 D8、 D9 H8 H8、 H9 F9 ② ② ③ ③ Ga1 Gb1 Gc1 Gd1 Ga Gb Gc Gd Ga3 Gb3 Gc3 Gd3 N6 M6 k6 J6、 Js6 N7 M7 K7 J7 N8 M8 K8 J8 ② K7 ① Js ①
d4 dc 4 de 4 d5 d6 dc 6 dd 6 de 6 d7 dc 7 h10 h11 d11 b11、 c10、c11 a11、b11 h12-13 b12、 c12-13 ② ② ② ② ②De 4 D5 D6 Dc 6 Dd 6 De 6 D7 Dc 7 D9、 D10 H10 H11 D11 B11、 C11 A11、 C11 H12- 13 ② ② ③ ④ 过渡配合过渡配合 jb 1 jc 1 jd je jf jb 3 jc 3 s5 r5 s7、 u5-6 r6、s6 r6 u8 s7 s6 ① r6 ① ② Jd Je Jb 3 U7、 s7 R7、 R8 U8 ② ②
机械零件表面粗糙度的选择 表面粗糙度是反映零件表面微观几何形状误差的一个重要技术指标,是检验零件表面质量的主要依据;它选择的合理与否,直接关系到产品的质量、使用寿命和生产成本。 机械零件表面粗糙度的选择方法有3种,即计算法、试验法和类比法。在机械零件设计工作中,应用最普通的是类比法,此法简便、迅速、有效。应用类比法需要有充足的参考资料,现有的各种机械设计手册中都提供了较全面的资料和文献。最常用的是与公差等级相适应的表面粗糙度。在通常情况下,机械零件尺寸公差要求越小,机械零件的表面粗糙度值也越小,但是它们之间又不存在固定的函数关系。例如一些机器、仪器上的手柄、手轮以及卫生设备、食品机械上的某些机械零件的修饰表面,它们的表面要求加工得很光滑即表面粗糙度要求很高,但其尺寸公差要求却很低。在一般情况下,有尺寸公差要求的零件,其公差等级与表面粗糙度数值之间还是有一定的对应关系的。 在一些机械零件设计手册和机械制造专著中,对机械零件的表面粗糙度和机械零件的尺寸公差关系的经验及计算公式都有很多介绍,并列表供读者选用,但只要细心阅来,就会发现,虽然采取完全相同的经验计算公式,但所列表中的数值也不尽相同,有的还有很大的差异。这就给不熟悉这方面情况的人带来了迷惑。同时也增加了他们在机械零件工作中选择表面粗糙度的困难。 在实际工作中,对于不同类型的机器,其零件在相同尺寸公差的条件下,对表面粗糙度的要求是有差别的。这就是配合的稳定性问题。在机械零件的设计和制造过程中,对于不同类型的机器,其零件的配合稳定性和互换性的要求是不同的。在现有的机械零件设计手册中,反映的主要有以下3种类型: 第1类主要用于精密机械,对配合的稳定性要求很高,要求零件在使用过程中或经多次装配后,其零件的磨损极限不超过零件尺寸公差值的10%,这主要应用在精密仪器、仪表、精密量具的表面、极重要零件
尺寸公差、形位公差、表面粗糙度三者的关系 A.尺寸公差、形位公差、表面粗糙度数值上的关系 1、形状公差与尺寸公差的数值关系 当尺寸公差精度确定后,形状公差有一个适当的数值相对应,即一般约以50%尺寸公差值作为形状公差值;仪表行业约20%尺寸公差值作为形状公差值;重型行业约以70%尺寸公差值作为形状公差值。由此可见.尺寸公差精度愈高,形状公差占尺寸公差比例愈小所以,在设计标注尺寸和形状公差要求时,除特殊情况外,当尺寸精度确定后,一般以50%尺寸公差值作为形状公差值,这既有利于制造也有利于确保质量。 2、形状公差与位置公差间的数值关系 形状公差与位置公差间也存在着一定的关系。从误差的形成原因看,形状误差是由机床振动、刀具振动、主轴跳动等原因造成;而位置误差则是由于机床导轨的不平行,工具装夹不平行或不垂直、夹紧力作用等原因造成,再从公差带定义看,位置误差是含被测表面的形状误差的,如平行度误差中就含有平面度误差,故位置误差比形状误差要大得多。因此,在一般情况下、在无进一步要求时,给了位置公差,就不再给形状公差。当有特殊要求时可同时标注形状和位置公差要求,但标注的形状公差值应小于所标注的位置公差值,否则,生产时无法按设计要求制造零件。 3、形状公差与表面粗糙度的关系 形状误差与表面粗糙度之间在数值和测量上尽管没有直接联系,但在一定的加工条件下两者也存在着一定的比例关系,据实验研究,在一般精度时,表面粗糙度占形状公差的1/5~1/4。由此可知,为确保形状公差,应适当限制相应的表面粗糙度高度参数的最大允许值。 在一般情况下,尺寸公差、形状公差、位置公差、表面粗糙度之间的公差值具有下述关系式:尺寸公差>位置公差>形状公差>表面粗糙度高度参数 从尺寸、形位与表面粗糙度的数值关系式不难看出,设计时要协调处理好三者的数值关系,在图样上标注公差值时应遵循:给定同一表面的粗糙度数值应小于其形状公差值;而形状公差值应小于其位置公差值;位置各差值应小于其尺寸公差值。否则,会给制造带来种种麻烦。可是设计工作中涉及最多的是如何处理尺寸公差与表面粗糙度的关系和各种配合精度与表面粗糙度的关系。 一般情况下按以下关系确定: 1、形状公差为尺寸公差的60%(中等相对几何精度)时,Ra≤0.05IT; 2、形状公差为尺寸公差的40%(较高相对几何精度)时,Ra≤0.025IT; 3、形状公差为尺寸公差的25%(高相对几何精度)时,Ra≤0.012IT; 4、形状公差小于尺寸公差的25%(超高相对几何精度)时,Ra≤0.15Tf(形状公差值)。 最简单的参考值:尺寸公差是粗糙度的3-4倍,这样最为经济。
模具零件的公差配合、形位公差及表面粗糙度要求 2010-01-27 09:04:53| 分类:默认分类| 标签:|字号大中小订阅 模具零件的公差配合、形位公差及表面粗糙度要求 设计模具时,应根据模具零件的功能和固定方式及配合要求的不同,合理选用其公差配合、形位公差及表面粗糙度。否则,将不仅直接影响模具的正常工作和冲压件的质量,而且也影响模具的使用寿命和制造成本。 一、模具零件的公差配合要求 模具零件的公差配合分为过盈配合、过渡配合及间隙配合三种。过盈配合用于模具工作时其零件之间没有相对运动且又不经常拆装的零件,如导柱、导套与模板的配合;过渡配合用于模具工作时其零件之间没有相对运动但需要经常拆装的零件,如压入式凸模与固定板的配合;间隙配合用于模具工作时需要相对运动的零件,如导柱与导套之间的配合等。模具中常用零件的公差配合见下表。
二、模具零件的形公差 形位公差是形状和位置公差的简称,它包括直线度、平面度、圆柱度、平行度、垂直度、同轴度、对称度及圆跳动公差等多种。根据模具零件的技术要求,应合理选用其形位公差的种类及数值。模具零件中常用的形位公差有平行度、垂直度、同轴度、圆柱度及圆跳动公差等,现分述如下: 1、平行度公差模板、凹模板、垫板、固定板、导板、卸料板、压边圈等板类零件的两平面应有平行度要求,一般可按下表选取。
注:1.基本尺寸是指被测表面的最大长度尺寸和最大宽度尺寸。 2.滚动式导柱模架的模座平行度公差采用公差等级4级。 2.垂直度公差矩形、圆形凹模板的直角面,凸、凹模(或凸凹模)固定板安装孔的轴线与其基准面,模板上模柄(压入式模柄)安装孔的轴线与其基准面,一般均应有垂直度要求,可按下表的垂直度公差选取。而上、下模板的导柱、导套安装孔的轴线与其基准面的垂直度公差,应按如下规定:安装滑动式导柱、导套时取为0.01:100;安装滚动式导柱、导套时取为0.005:100。 >25~40 >40~63 >63~100 >100~160 >160~250 >250~400 公差等级 5 公差值 0.010 0.012 0.015 0.020 0.025 0.030 注:1.基本尺寸是指被测零件的短边长度。 2.垂直度公差是指以长边为基准,短边对长边垂直度的最大允许值。
尺寸公差、形位公差、表面粗糙度数值上的关系 一、尺寸公差、形位公差、表面粗糙度数值上的关系 1、形状公差与尺寸公差的数值关系 当尺寸公差精度确定后,形状公差有一个适当的数值相对应,即一般约以50%尺寸公差值作为形状公差值;仪表行业约20%尺寸公差值作为形状公差值;重型行业约以70%尺寸公差值作为形状公差值。由此可见.尺寸公差精度愈高,形状公差占尺寸公差比例愈小所以,在设计标注尺寸和形状公差要求时,除特殊情况外,当尺寸精度确定后,一般以50%尺寸公差值作为形状公差值,这既有利于制造也有利于确保质量。 2、形状公差与位置公差间的数值关系 形状公差与位置公差间也存在着一定的关系。从误差的形成原因看,形状误差是由机床振动、刀具振动、主轴跳动等原因造成;而位置误差则是由于机床导轨的不平行,工具装夹不平行或不垂直、夹紧力作用等原因造成,再从公差带定义看,位置误差是含被测表面的形状误差的,如平行度误差中就含有平面度误差,故位置误差比形状误差要大得多。因此,在一般情况下、在无进一步要求时,给了位置公差,就不再给形状公差。当有特殊要求时可同时标注形状和位置公差要求,但标注的形状公差值应小于所标注的位置公差值,否则,生产时无法按设计要求制造零件。 3、形状公差与表面粗糙度的关系 形状误差与表面粗糙度之间在数值和测量上尽管没有直接联系,但在一定的加工条件下两者也存在着一定的比例关系,据实验研究,在一般精度时,表面粗糙度占形状公差的1/5~1/4。由此可知,为确保形状公差,应适当限制相应的表面粗糙度高度参数的最大允许值。 在一般情况下,尺寸公差、形状公差、位置公差、表面粗糙度之间的公差值具有下述关系式:尺寸公差>位置公差>形状公差>表面粗糙度高度参数 从尺寸、形位与表面粗糙度的数值关系式不难看出,设计时要协调处理好三者的数值关系,在图样上标注公差值时应遵循:给定同一表面的粗糙度数值应小于其形状公差值;而形状公差值应小于其位置公差值;位置各差值应小于其尺寸公差值。否则,会给制造带来种种麻烦。可是设计工作中涉及最多的是如何处理尺寸公差与表面粗糙度的关系和各种配合精度与表面粗糙度的关系。 一般情况下按以下关系确定: 1、形状公差为尺寸公差的60%(中等相对几何精度)时,Ra≤0.05IT; 2、形状公差为尺寸公差的40%(较高相对几何精度)时,Ra≤0.025IT; 3、形状公差为尺寸公差的25%(高相对几何精度)时,Ra≤0.012IT; 4、形状公差小于尺寸公差的25%(超高相对几何精度)时,Ra≤0.15Tf(形状公差值)。 最简单的参考值:尺寸公差是粗糙度的3-4倍,这样最为经济。
公差等级与粗糙度的关系 表面粗糙度是反映零件表面微观几何形状误差的一个重要技术指标,是验证零件表面质量的主要依据;它选择的合理与否,直接关系到产品的质量,使用寿命和生产成本。 机械零件表面粗糙度的选择有3种方法,即计算法、试验法和类比法。在机械零件设计中应用最普遍的是类比法,此方法简单有效。运用类比法需要有充足的参考资料。现有的各类机械设计手册中都提供了较全面的资料和文献。最常用的是与公差等级相适应得表面粗糙度。通常情况下公差越小,机械零件的表面粗糙度值也越小,但是他们之间不存在固定的函数关系。一些装饰表面除外。 在实践工作中,对于不同类型的机器,其零件在相同尺寸公差的条件下,对表面粗糙度的要求是有差别的。这就是配合的稳定性问题。在机械零件的设计和制造过程中,对于不同类型机器,其零件配合稳定性和互换性的要求是不同的。在现有的机械零件设计手册中,主要有以下三种类型。 第一类主要用于精密机械,对配合的稳定性要求很高,要求零件在使用过程中和多次装配后,其零件的磨损极限不超过公差值的10%;这主要应用在精密仪器、仪表、精密量具的表面、极其重要零件表面的摩擦面,如气缸的内表面精密机床的主轴颈、坐标镗床的主轴颈等。 第二类主要用于精密机械,对配合的稳定性要求较高,要求零件的磨损极限不超过公差值得25%,要求有很好密和的接触面,其主要应用在机床、工具、与滚动轴承配合的表面、销锥孔,还有相对运动速度较高的接触面如华东轴承的配合面、齿轮的轮齿工作面等。 第三类主要用于通用机械,要求机械零件的磨损极限不超过尺寸公差的50%,没有相对运动的零件接触面,如箱盖、套筒,要求紧贴的表面、键和键槽的工作面;相对运动速度不高的接触面,如支架孔、衬套、带轮轴孔的工作表面、减速器等。 公差等级与表面粗糙度关系对应表格:详见附件表格 在机械零件设计中按尺寸公差选择表面粗糙度数值时。应根据不同类型的机器,选择相应的表值。仅供设计时参考! 仅供学习与交流,如有侵权请联系网站删除谢谢1
1.一孔尺寸的要求为φ30+0052,我们在加工时最理想的目标值是( D ) A.30 B.30.052 C.30.040 D.30.026 2.下列标准公差中,精度最低的是( D ) A.ITO B.IT01 C.IT10 D.IT18 3.某轴段标注尺寸为,现对四个完工零件进行测量,得到的数据分别为φ55.000mm,φ5 4.998mmφ5 5.042mm,φ55.023mm,则合格的零件有( A ) A1个 B.2个 C.3个 D.4个 4.已知某轴的公称尺寸为φ50加工后测得的实际尺寸为φ50.022mm,则实际偏差为( D ) A.0.051mm B.0.050mm C.0.025mm D.0.022mm 5.关于φ20R6、φ20R7、φ20R8三个公差带,下列说法正确的是( C ) A,上、下极限偏差均不相同 B.上、下极限偏差均相同 C.上极限偏差相同,但下极限偏差不同
D.上极限偏差不同,但下极限偏差相同 6.表面结构中,加工纹理呈两斜向交叉且与视图所在的投影面相交的是( C ) 7.表面结构中,加工纹理垂直于视图所在的投影面的是( B ) 8.以下不属于表面粗糙度对零件的使用性能影响的主要表现是( C ) A.对配合性质的影响 B对耐磨性的影响奥面 C.对材料塑性变形的影响 D.对抗腐蚀性的影响 9.Ra值测量最常用的方法是( C ) A.样板比较法 B.显微镜比较法,度 C电动轮廓仪比较法D.光切显微镜测量法工眼 10.表面粗糙度是( )误差。( B ) A.宏观几何形状 B.微观几何形状 C.宏观相互位置 D.微观相互位置 11选择表面粗糙度评定参数值时,下列论述不正确的有( A ) A.同一零件上工作表面应比非工作表面参数值大 B摩擦表面应比非摩擦表面的参数值小 C配合质量要求高,表面粗糙度参数值应小 D.受交变载荷的表面,表面粗糙度参数值应小
硬度换算表: 布氏硬度与洛氏硬度 布氏硬度洛氏硬度抗拉强度布氏硬度洛氏硬度抗拉强度 硬质合金球3000kg 标尺A 60kg 标尺B 100kg 标尺C 150kg (约磅/英寸2) 硬质合金球 3000kg 标尺A 60kg 标尺B 100kg 标尺C 150kg (约磅/英寸2) - 85.6 - 68.0 - 331 68.1 - 35.5 166,000 - 85.3 - 67.5 - 321 67.5 - 34.3 160,000 - 85.0 - 67.0 - 311 66.9 - 33.1 155,000 767 84.7 - 66.4 - 302 66.3 - 32.1 150,000 757 84.4 - 65.9 - 293 65.7 - 30.9 145,000 745 84.1 - 65.3 - 285 65.3 - 29.9 141,000 73383.8 - 64.7 - 277 64.6 - 28.8137,000 722 83.4- 64.0 - 269 64.1 - 27.6 133,000 712 - - - - 262 63.6 - 26.6 129,000 710 83.0 - 63.3 - 255 63.0 - 25.4 126,000 698 82.6 - 62.5 - 248 62.5 - 24.2 122,000 684 82.2 - 61.8 - 241 61.8 100.0 22.8 118,000 682 82.2 - 61.7 - 235 61.4 99.0 21.7 115,000 670 81.8 - 61.0 - 229 60.8 98.2 20.5 111,000 656 81.3 - 60.1 - 223 - 97.3 20.0 - 653 81.2 - 60.0 - 217 - 96.4 18.0 105,000 647 81.1 - 59.7 - 212 - 95.5 17.0 102,000 638 80.8 - 59.2 329,000 207 - 94.6 16.0 100,000 630 80.6 - 58.8 324,000 201 - 93.8 15.0 98,000 627 80.5 - 58.7 323,000 197 - 92.8 - 95,000 601 79.8 - 57.3 309,000 192 - 91.9 - 93,000 578 79.1 - 56.0 297,000 187 - 90.7 - 90,000 555 78.4 - 54.7 285,000 183 - 90.0 - 89,000 534 77.8 - 53.5 274,000 179 - 89.0 - 87,000 514 76.9 - 52.1 263,000 174 - 87.8 - 85,000 495 76.3 - 51.0 253,000 170 - 86.8 - 83,000 477 75.6 - 49.6 243,000 167 - 86.0 - 81,000 461 74.9 - 48.5 235,000 163 - 85.0 - 79,000 444 74.2 - 47.1 225,000 156 - 82.9 - 76,000 429 73.4 - 45.7 217,000 149 - 80.8- 73,000 415 72.8 - 44.5210,000 143 - 78.7 - 71,000 401 72.0 - 43.1 202,000 137 - 76.4 - 67,000 388 71.4 - 41.8 195,000 131 - 74.0 - 65,000 375 70.6 - 40.4 188,000 126 - 72.0 - 63,000 363 70.0 - 39.1 182,000 121 - 69.8 - 60,000 352 69.3 - 37.9 176,000 116 - 67.6 - 58,000 341 68.7 - 36.6 170,000 111 - 65.7 - 56,000
一、尺寸公差、形位公差、表面粗糙度数值上的关系 1、形状公差与尺寸公差的数值关系 当尺寸公差精度确定后,形状公差有一个适当的数值相对应,即一般约以50%尺寸公差值作为形状公差值;仪表行业约20%尺寸公差值作为形状公差值;重型行业约以70%尺寸公差值作为形状公差值。由此可见.尺寸公差精度愈高,形状公差占尺寸公差比例愈小所以,在设计标注尺寸和形状公差要求时,除特殊情况外,当尺寸精度确定后,一般以50%尺寸公差值作为形状公差值,这既有利于制造也有利于确保质量。 2、形状公差与位置公差间的数值关系 形状公差与位置公差间也存在着一定的关系。从误差的形成原因看,形状误差是由机床振动、刀具振动、主轴跳动等原因造成;而位置误差则是由于机床导轨的不平行,工具装夹不平行或不垂直、夹紧力作用等原因造成,再从公差带定义看,位置误差是含被测表面的形状误差的,如平行度误差中就含有平面度误差,故位置误差比形状误差要大得多。因此,在一般情况下、在无进一步要求时,给了位置公差,就不再给形状公差。当有特殊要求时可同时标注形状和位置公差要求,但标注的形状公差值应小于所标注的位置公差值,否则,生产时无法按设计要求制造零件。 3、形状公差与表面粗糙度的关系 形状误差与表面粗糙度之间在数值和测量上尽管没有直接联系,但在一定的加工条件下两者也存在着一定的比例关系,据实验研究,在一般精度时,表面粗糙度占形状公差的1/5~1/4。由此可知,为确保形状公差,应适当限制相应的表面粗糙度高度参数的最大允许值。 在一般情况下,尺寸公差、形状公差、位置公差、表面粗糙度之间的公差值具有下述关系式:尺寸公差>位置公差>形状公差>表面粗糙度高度参数 从尺寸、形位与表面粗糙度的数值关系式不难看出,设计时要协调处理好三者的数值关系,在图样上标注公差值时应遵循:给定同一表面的粗糙度数值应小于其形状公差值;而形状公差值应小于其位置公差值;位置各差值应小于其尺寸公差值。否则,会给制造带来种种麻烦。可是设计工作中涉及最多的是如何处理尺寸公差与表面粗糙度的关系和各种配合精度与表面粗糙度的关系。 一般情况下按以下关系确定: 1、形状公差为尺寸公差的60%(中等相对几何精度)时,Ra≤0.05IT; 2、形状公差为尺寸公差的40%(较高相对几何精度)时,Ra≤0.025IT;
一、硬度简介: 硬度表示材料抵抗硬物体压入其表面的能力。它是金属材料的重要性能指标之一。一般硬度越高,耐磨性越好。常用的硬度指标有布氏硬度、洛氏硬度和维氏硬度。 1.布氏硬度(HB) 以一定的载荷(一般3000kg)把一定大小(直径一般为10mm)的淬硬钢球压入材料表面,保持一段时间,去载后,负荷与其压痕面积之比值,即为布氏硬度值(HB),单位为公斤力/mm2 (N/mm2)。 2.洛氏硬度(HR) 当HB>450或者试样过小时,不能采用布氏硬度试验而改用洛氏硬度计量。它是用一个顶角120°的金刚石圆锥体或直径为1.59、3.18mm的钢球,在一定载荷下压入被测材料表面,由压痕的深度求出材料的硬度。根据试验材料硬度的不同,分三种不同的标度来表示: ?HRA:是采用60kg载荷和钻石锥压入器求得的硬度,用于硬度极高的材料(如硬质合金等)。 ?HRB:是采用100kg载荷和直径1.58mm淬硬的钢球,求得的硬度,用于硬度较低的材料(如退火钢、铸铁等)。 ?HRC:是采用150kg载荷和钻石锥压入器求得的硬度,用于硬度很高的材料(如淬火钢等)。 3 维氏硬度(HV) 以120kg以内的载荷和顶角为136°的金刚石方形锥压入器压入材料表面,用材料压痕凹坑的表面积除 以载荷值,即为维氏硬度HV值(kgf/mm2)。 ############################################################################################# 注: 洛氏硬度中HRA、HRB、HRC等中的A、B、C为三种不同的标准,称为标尺A、标尺B、标尺C。 洛氏硬度试验是现今所使用的几种普通压痕硬度试验之一,三种标尺的初始压力均为98.07N(合10kgf),最后根据压痕深度计算硬度值。标尺A使用的是球锥菱形压头,然后加压至588.4N(合60kgf);标尺B使用的是直径为1.588mm(1/16英寸)的钢球作为压头,然后加压至980.7N(合100kgf);而标尺C使用与标尺A相同的球锥菱形作为压头,但加压后的力是1471N(合150kgf)。因此标尺B适用相对较软的材料,而标尺C适用较硬的材料。实践证明,金属材料的各种硬度值之间,硬度值与强度值之间具有近似的相应关系。因为硬度值是由起始塑性变形抗力和继续塑性变形抗力决定的,材料的强度越高,塑性变形抗力越高,硬度值也就越高。但各种材料的换算关系并不一致。本站《硬度对照表》一文对钢的不同硬度值的换算给出了表格,请查阅。 ##############################################################################################
硬度简介 硬度表示材料抵抗硬物体压入其表面的能力。它是金属材料的重要性能指标之一。一般硬度越高,耐磨性越好。常用的硬度指标有布氏硬度、洛氏硬度和维氏硬度。 1.布氏硬度(HB) 以一定的载荷(一般3000kg)把一定大小(直径一般为10mm)的淬硬钢球压入材料表面,保持一段时间,去载后,负荷与其压痕面积之比值,即为布氏硬度值(HB),单位为公斤 力/mm2 (N/mm2)。 2.洛氏硬度(HR) 当HB>450或者试 样过小时,不能采 用布氏硬度试验 而改用洛氏硬度 计量。它是用一个 顶角120°的金刚 石圆锥体或直径 为 1.59、3.18mm 的钢球,在一定载 荷下压入被测材 料表面,由压痕的 深度求出材料的 硬度。根据试验材 料硬度的不同,分 三种不同的标度 来表示: ? HRA:是采用 60kg载荷和钻石 锥压入器求得的 硬度,用于硬度极高 的材料(如硬质合金 等)。 ? HRB:是采用100kg 载荷和直径 1.58mm 淬硬的钢球,求得的 硬度,用于硬度较低 的材料(如退火钢、 铸铁等)。 ? HRC:是采用150kg 载荷和钻石锥压入 器求得的硬度,用于 硬度很高的材料(如 淬火钢等)。 3 维氏硬度(HV) 以120kg以内的载荷 和顶角为136°的金 刚石方形锥压入器 压入材料表面,用材 料压痕凹坑的表面 积除以载荷值,即为 维氏硬度HV值
(kgf/mm2)。 注: 洛氏硬度中HRA、HRB、HRC等中的A、B、C为三种不同的标准,称为标尺A、标尺B、标尺C。 洛氏硬度试验是现今所使用的几种普通压痕硬度试验之一,三种标尺的初始压力均为98.07N(合10kgf),最后根据压痕深度计算硬度值。标尺A使用的是球锥菱形压头,然后加压至588.4N(合60kgf);标尺B使用的是直径为1.588mm(1/16英寸)的钢球作为压头,然后加压至980.7N(合100kgf);而标尺C 使用与标尺A相同 的球锥菱形作为 压头,但加压后的 力是1471N(合 150kgf)。因此标 尺B适用相对较软 的材料,而标尺C 适用较硬的材料。 实践证明,金属材 料的各种硬度值 之间,硬度值与强 度值之间具有近 似的相应关系。因 为硬度值是由起 始塑性变形抗力 和继续塑性变形 抗力决定的,材料 的强度越高,塑性 变形抗力越高,硬 度值也就越高。但 各种材料的换算 关系并不一致。本站 《硬度对照表》一文 对钢的不同硬度值 的换算给出了表格, 请查阅。 二、硬度对照表: 根据德国标准 DIN50150,以下是常 用范围的钢材抗拉 强度与维氏硬度、布 氏硬度、洛氏硬度的 对照表。 抗拉强度RmN/mm2 维氏硬度HV 布氏硬 度HB 洛氏硬度HRC N/mm2 HV HB HC 250 80 76.0 - 270 85 80.7 - 285 90 85.2 - 305 95 90.2 - 320 100 95.0 -