一:增量旋转编码器选型有哪些注意:1.械安装尺寸,包括定位止口,轴径,安装孔位;电缆出线方式;安装空间体积;工作环境防护等级是否满足要求。
2.分辨率,即编码器工作时每圈输出的脉冲数,是否满足设计使用精度要求。
3.电气接口,编码器输出方式常见有推拉输出(F型HTL格式),电压输出(E),集电极开路(C,常见C为NPN型管输出,C2为PNP型管输出),长线驱动器输出。其输出方式应和其控制系统的接口电路相匹配。
二如何使用增量编码器?1,增量型旋转编码器有分辨率的差异,使用每圈产生的脉冲数来计量,数目从6到5400或更高,脉冲数越多,分辨率越高;这是选型的重要依据之一。
2,增量型编码器通常有三路信号输出(差分有六路信号):A,B和Z,一般采用TTL电平,A脉冲在前,B脉冲在后,A,B脉冲相差90度,每圈发出一个Z脉冲,可作为参考机械零位。一般利用A超前B 或B超前A进行判向,我公司增量型编码器定义为轴端看编码器顺时针旋转为正转,A超前B为90°,反之逆时针旋转为反转B超前A为90°。也有不相同的,要看产品说明。
3,使用PLC采集数据,可选用高速计数模块;使用工控机采集数据,可选用高速计数板卡;使用单片机采集数据,建议选用带光电耦合器的输入端口。
4,建议B脉冲做顺向(前向)脉冲,A脉冲做逆向(后向)脉冲,Z原点零位脉冲。
5,在电子装置中设立计数栈
三:从接近开关、光电开关到旋转编码器:工业控制中的定位,接近开关、光电开关的应用已经相当成熟了,而且很好用。可是,随着工控的不断发展,又有了新的要求,这样,选用旋转编码器的应用优点就突出了:
信息化:除了定位,控制室还可知道其具体位置;
柔性化:定位可以在控制室柔性调整;
现场安装的方便和安全、长寿:拳头大小的一个旋转编码器,可以测量从几个μ到几十、几百米的距离,n个工位,只要解决一个旋转编码器的安全安装问题,可以避免诸多接近开关、光电开关在现场机械安装麻烦,容易被撞坏和遭高温、水气困扰等问题。由于是光电码盘,无机械损耗,只要安装位置准确,其使用寿命往往很长。
多功能化:除了定位,还可以远传当前位置,换算运动速度,对于变频器,步进电机等的应用尤为重要。
经济化:对于多个控制工位,只需一个旋转编码器的成本,以及更主要的安装、维护、损耗成本降低,使用寿命增长,其经济化逐渐突显出来。
四:电源供应及编码器和PLC连接:一般编码器的工作电源有三种:5Vdc、5-13Vdc或11-26Vdc。如果
你买的编码器用的是11-26Vdc的,就可以用PLC的24V电源,需注意的是:
1.编码器的耗电流,在PLC的电源功率范围内。
2.编码器如是并行输出,连接PLC的I/O点,需了解编码器的信号电平是推拉式(或称推挽式)输出还是集电极开路输出,如是集电极开路输出的,有N型和P型两种,需与PLC的I/O极性相同。如是推拉式输出则连接没有什么问题。
3.编码器如是驱动器输出,一般信号电平是5V的,连接的时候要小心,不要让24V的电源电平串入5V的信号接线中去而损坏编码器的信号端。
五:干扰造成波型不好,导致计数不准。如何进行判断?编码器属精密元件,这主要因为编码器周围干扰比较严重,比如:是否有大型电动机、电焊机频繁起动造成干扰,是否和动力线同一管道传输等。
选择什么样的输出对抗干扰也很重要,一般输出带反向信号的抗干扰要好一些,即A+~A-,B+~B-,Z+~Z-,其特征是加上电源8根线,而不是5根线(共零)。带反向信号的在电缆中的传输是对称的,受干扰小,在接受设备中也可以再增加判断(例如接受设备的信号利用A、B信号90°相位差,读到电平10、11、01、00四种状态时,计为一有效脉冲,此方案可有效提高系统抗干扰性能(计数准确))。
就是编码器也有好坏,其码盘\电子芯片\内部电路\信号输出的差别很大,这就是为什么一个1000线的增量型编码器会从300多元到3000多元的差别原因。①排除(搬离、关闭、隔离)干扰源,②判断是否为机械间隙累计误差,③判断是否为控制系统和编码器的电路接口不匹配(编码器选型错误);①②③方法偿试后故障现象排除,则可初步判断,若未排除须进一步分析。
判断是否为编码器自身故障的简单方法是排除法。排除法的具体方法是:用一台相同型号的编码器替换上去,如果故障现象相同,可基本排除是编码器故障问题,因为两台编码器同时有故障的小概率事件发生可能很小,可以看作为0。假如换一台相同型号编码器上去,故障现象立刻排除,则可基本判定是编码器故障。
六:何为长线驱动?普通型编码器能否远距离传送?长线驱动也称差分长线驱动,5V,TTL的正负波形对称形式,由于其正负电流方向相反,对外电磁场抵消,故抗干扰能力较强。
普通型编码器一般传输距离是100米,如果是24VHTL型且有对称负信号的,传输距离300-400米。七:旋转编码器检测直线位移的方法?1,使用“弹性连轴器”将旋转编码器与驱动直线位移的动力装置的主轴直接联轴。
2,使用小型齿轮(直齿,伞齿或蜗轮蜗杆)箱与动力装置联轴。
3,使用在直齿条上转动的齿轮来传递直线位移信息。
4,在传动链条的链轮上获得直线位移信息。
5,在同步带轮的同步带上获得直线位移信息。
6,使用安装有磁性滚轮的旋转编码器在直线位移的平整钢铁材料表面获得位移信息(避免滑差)。
7,使用类似“钢皮尺”的“可回缩钢丝总成”连接旋转编码器来探测直线位移信息(数据处理中须克服叠层卷绕误差)。
8,类似7,使用带小型力矩电机的“可回缩钢丝总成”连接旋转编码器来探测直线位移信息(目前德国有类似产品,结构复杂,几乎无叠层卷绕误差)
八:增量光栅Z信号可否作零点?圆光栅编码器如何选用?
无论直线光栅还是轴编码器其Z信号的均可达到同A\B信号相同的精确度,只不过轴编码器是一圈一个,而直线光栅是每隔一定距离一个,用这个信号可达到很高的重复精度。可先用普通的接近开关初定位,然后找最为接近的Z信号(每次同方向找),装的时候不要望忘了将其相位调的和光栅相位一致,否则不准。根据你的细分精度要求和分辩率要求选用。精度高自然要选用每周线纹高的,精度不高,就没必要选用高线纹数的圆光栅编码器了。
九:增量型编码器和绝对型编码器有何区别?做一个伺服系统时怎么选择?常用的为增量型编码器,如果对位置、零位有严格要求用绝对型编码器。伺服系统要具体分析,看应用场合。
测速度用常用增量型编码器,可无限累加测量;测位置用绝对型编码器,位置唯一性(单圈或多圈),最终看应用场合,看要实现的目的和要求。
十:绝对型旋转编码器选型注意事项,旋转编码器和接近开关、光电开关优势比较:绝对编码器单圈从经济型8位到高精度17位,价格可以从几百元到1万多不等;
绝对编码器多圈大部分用25位,输出有SSI,总线Profibus-DP,CanL2,Interbus,DeviceNet,价格也可以从3千多到1万多不等。
旋转光电编码器测量角度和长度,已是很成熟的技术了,现今再用上高精度大量程的绝对型编码器,大大提高了测量精度和可靠性,而且经济实用。就目前来看,其仍然是测量长度的最多选择。
十一:从增量式编码器到绝对式编码器:旋转增量式编码器以转动时输出脉冲,通过计数设备来知道其位置,当编码器不动或停电时,依靠计数设备的内部记忆来记住位置。这样,当停电后,编码器不能有任何的移动,当来电工作时,编码器输出脉冲过程中,也不能有干扰而丢失脉冲,不然,计数设备记忆的零点就会偏移,而且这种偏移的量是无从知道的,只有错误的生产结果出现后才能知道。
解决的方法是增加参考点,编码器每经过参考点,将参考位置修正进计数设备的记忆位置。在参考点以前,是不能保证位置的准确性的。为此,在工控中就有每次操作先找参考点,开机找零等方法。绝对编码器光码盘上有许多道刻线,每道刻线依次以2线、4线、8线、16线。。。。。。编排,这样,在编码器的每一个位置,通过读取每道刻线的通、暗,获得一组从2的零次方到2的n-1次方的唯一的2进制编码(格雷码),这就称为n位绝对编码器。这样的编码器是由码盘的机械位置决定的,它不受停电、干扰的影响。
绝对编码器由机械位置决定的每个位置的唯一性,它无需记忆,无需找参考点,而且不用一直计数,什么时候需要知道位置,什么时候就去读取它的位置。这样,编码器的抗干扰特性、数据的可靠性大大提高了。
由于绝对编码器在位置定位方面明显地优于增量式编码器,已经越来越多地应用于工控定位中。
测速度需要可以无限累加测量,目前增量型编码器在测速应用方面仍处于无可取代的主流位置。
十二:选用绝对型编码器应注意哪些事项?
一).机械部分:
1.测长度还是测角度,测长度如何通过机械方式转换(在上面有一些介绍,如不清楚可来电讨论)。测角度是360度内(单圈),还是可能过360度(多圈)。生产过程是一个方向旋转循环工作,还是来回方向循环工作。
2.轴连接安装形式,有轴型通过软性联轴器连接,还是轴套型连接。
3.使用环境:粉尘,水气,震动,撞击?
(二)电气部分
1.连接的输出接收部分是什么?
2.信号形式?
3.分辨率要求?
4.控制要求?
十二:从单圈绝对式编码器到多圈绝对式编码器:旋转单圈绝对式编码器,以转动中测量光码盘各道刻线,以获取唯一的编码,当转动超过360度时,编码又回到原点,这样就不符合绝对编码唯一的原则,这样的编码器只能用于旋转范围360度以内的测量,称为单圈绝对式编码器。
如果要测量旋转超过360度范围,就要用到多圈绝对式编码器。
编码器生产厂家运用钟表齿轮机械的原理,当中心码盘旋转时,通过齿轮传动另一组码盘(或多组齿轮,多组码盘),在单圈编码的基础上再增加圈数的编码,以扩大编码器的测量范围,这样的绝对编码器就称为多圈式绝对编码器,它同样是由机械位置确定编码,每个位置编码唯一不重复,而无需记忆。
多圈编码器另一个优点是由于测量范围大,实际使用往往富裕较多,这样在安装时不必要费劲找零点,将某一中间位置作为起始点就可以了,而大大简化了安装调试难度。
多圈式绝对编码器在长度定位方面的优势明显,已经越来越多地应用于工控定位中。
十三:绝对型编码器的串行和并行输出的信息:绝对型编码器输出的是多位数码(格雷码或纯二进制码),并行输出就是在接口上有多点高低电平输出,以代表数码的1或0,对于位数不高的绝对编码器,一般就直接以此形式输出数码,可直接进入PLC或上位机的I/O接口,输出即时,连接简单。但是并行输出有如
下问题:
1。必须是格雷码,因为如是纯二进制码,在数据刷新时可能有多位变化,读数会在短时间里造成错码。
2。所有接口必须确保连接好,因为如有个别连接不良点,该点电位始终是0,造成错码而无法判断。
3。传输距离不能远,一般在一两米,对于复杂环境,最好有隔离。
4。对于位数较多,要许多芯电缆,并要确保连接优良,由此带来工程难度,同样,对于编码器,要同时有许多节点输出,增加编码器的故障损坏率。
并行:时间上,数据同时发出;空间上,每个位数的数据各占用一根线缆。
增量型编码器输出的通常是并行输出。
串行输出:
串行输出就是通过约定,在时间上有先后的数据输出,这种约定称为通讯规约,其连接的物理形式有RS232、RS422(TTL)、RS485等。
串行输出连接线少,传输距离远,对于编码器的保护和可靠性就大大提高了,一般高位数的绝对编码器都是用串行输出的。
由于绝对型编码器的部分知名厂家在德国,所以串行输出大部分是与德国的西门子配套的,如SSI同步串行输出,总线型是PROFIBUS-DP的输出等。
串行输出编码器连接德国西门子的设备是比较容易的,但是连接非德国系的设备,接口就是问题了,我公司提供各种接口输出的仪表,可以解决这样的问题。
串行:时间上,数据按照约定,有先后;空间上,所有位数的数据都在一组线缆上(先后)发出。
十四:串行编码器应该都是绝对式的?串行是指按时间约定,串行输出数字编码信号,基本是绝对的,但也有一些增量编码器,通过内置电池记忆原点,其也可以通过串行输出位置值,如电池线不联,还是增量编码器,此也称为伪绝对值编码器,在一些日本伺服系统中较多见。其本质其实还是增量编码器。
十五:为什么叫“绝对型编码器”?“绝对型编码器”相对于“增量型编码器”而言。
“绝对型编码器”使用某种方式表示并记忆物体的绝对位置,角度和圈数。即一旦位置,角度和圈数固定,什么时候编码器的示值都唯一固定,包括停电后投电。“增量型编码器”做不到这一点。一般“增量型编码器”输出两个A、B脉冲信号,和一个Z(L)零位信号,A、B脉冲互差90度相位角。通过脉冲计数可以知道位置,角度和圈数增量,通过A,B脉冲信号超前或滞后可以知道方向,停电后,必须从约定的基准重新开始计数。“增量型编码器”表示位置,角度和圈数需要做后处理,重新投电要做“复零”操作,所以,“增量型编码器”比“绝对型编码器”在价格上便宜许多。
十六:光电编码器、光学电子尺和静磁栅绝对编码器的优缺点?1,优点:体积小,精密,本身分辨度可以很高,无接触无磨损;同一品种既可检测角度位移,又可在机械转换装置帮助下检测直线位移;多圈光电
绝对编码器可以检测相当长量程的直线位移(如25位多圈)。寿命长,安装随意,接口形式丰富,价格合理。成熟技术,多年前已在国内外得到广泛应用。
2,缺点:精密但对户外及恶劣环境下使用提出较高的保护要求;量测直线位移需依赖机械装置转换,需消除机械间隙带来的误差;检测轨道运行物体难以克服滑差。
光学电子尺:
1,优点:精密,本身分辨度较高(可达到0.005mm);体积适中,直接测量直线位移;无接触无磨损,测量间隙宽泛;价格适中,接口形式丰富,已在国内外金属切削机械行业得到较多应用(如线切割、电火花等)。
2,缺点:测量直线和角度要使用不同品种;量程受限制(量程超过4m,生产制造困难价格昂贵),不适于在大量程恶劣环境处实施位移检测。
静磁栅绝对编码器:
1,优点:体积适中,直接测量直线位移,绝对数字编码,理论量程没有限制;无接触无磨损,抗恶劣环境,可水下1000米使用;接口形式丰富,量测方式多样;价格尚能接受。
2,缺点:分辨度1mm不高;测量直线和角度要使用不同品种;不适于在精小处实施位移检测(大于260毫米)。
十七:绝对型编码器怎么找原点?50个位置定位是360度均匀等分吗?
绝对编码器的编码都是2的幂次方,没有360度均匀50等分的,要近似,看精度要求有多高,选多高线数的编码器,如果精度要求不是太高的话,用8位256线的就可以了。编码器的每个位置都有唯一编码,编码为零的就可以作为零点,也可以任意位置定义为零,其他位置与其比较计算。
如果可以用参考点的话,也可以用增量式的,因速度慢,应该选3000线或以上的,每圈一个零位。
编码器的选型及技术解答 一、问:增量旋转编码器选型有哪些注意事项? 应注意三方面的参数: 1.机械安装尺寸,包括定位止口,轴径,安装孔位;电缆出线方式;安装空间体积;工作环境防护等级是否满足要求。 2.分辨率,即编码器工作时每圈输出的脉冲数,是否满足设计使用精度要求。 3.电气接口,编码器输出方式常见有推拉输出(F型HTL格式),电压输出(E),集电极开路(C,常见C为NPN型管输出,C2为PNP型管输出),长线驱动器输出。其输出方式应和其控制系统的接口电路相匹配。 二、问:请教如何使用增量编码器? 1,增量型旋转编码器有分辨率的差异,使用每圈产生的脉冲数来计量,数目从6到5400或更高,脉冲数越多,分辨率越高;这是选型的重要依据之一。 2,增量型编码器通常有三路信号输出(差分有六路信号):A,B和Z,一般采用TTL电平,A脉冲在前,B脉冲在后,A,B脉冲相差90度,每圈发出一个Z脉冲,可作为参考机械零位。一般利用A超前B或B 超前A进行判向,增量型编码器定义为轴端看编码器顺时针旋转为正转,A超前B为90°,反之逆时针旋转为反转B超前A为90°。也有不相同的,要看产品说明。 3,使用PLC采集数据,可选用高速计数模块;使用工控机采集数据,可选用高速计数板卡;使用单片机采集数据,建议选用带光电耦合器的输入端口。 4,建议B脉冲做顺向(前向)脉冲,A脉冲做逆向(后向)脉冲,Z原点零位脉冲。 5,在电子装置中设立计数栈。 增量型编码器与绝对型编码器的区分:编码器如以信号原理来分,有增量型编码器,绝对型编码器。 增量型编码器(旋转型)工作原理:由一个中心有轴的光电码盘,其上有环形通、暗的刻线,有光电发射和接收器件读取,获得四组正弦波信号组合成A、B、C、D,每个正弦波相差90度相位差(相对于一个周波为360度),将C、D信号反向,叠加在A、B两相上,可增强稳定信号;另每转输出一个Z相脉冲以代表零位参考位。由于A、B两相相差90度,可通过比较A相在前还是B相在前,以判别编码器的正转与反转,通过零位脉冲,可获得编码器的零位参考位。编码器码盘的材料有玻璃、金属、塑料;玻璃码盘是在玻璃上沉积很薄的刻线,其热稳定性好,精度高。金属码盘直接以通和不通刻线,不易碎,但由于金属有一定的厚度,精度就有限制,其热稳定性就要比玻璃的差一个数量级。塑料码盘是经济型的,其成本低,但精度、热稳定性、寿命均要差一些。 分辨率:编码器以每旋转360度提供多少的通或暗刻线称为分辨率,也称解析分度、或直接称多少线,一般在每转分度5~10000线。 信号输出:信号输出有正弦波(电流或电压),方波(TTL、HTL),集电极开路(PNP、NPN),推拉式多种形式,其中TTL为长线差分驱动(对称A,A-;B,B-;Z,Z-),HTL也称推拉式、推挽式输出,编码器的信号接收设备接口应与编码器对应。 信号连接:编码器的脉冲信号一般连接计数器、PLC、计算机,PLC和计算机连接的模块有低速模块与高速模块之分,开关频率有低有高。如单相联接,用于单方向计数,单方向测速。A.B两相联接,用于正反向计数、判断正反向和测速。A、B、Z三相联接,用于带参考位修正的位置测量。A、A-,B、B-,Z、
数控车床的基本操作与简单程序调试 一、实训目的 < 1 >掌握数控车削加工基本编程指令及其应用 < 2 >熟悉了解数控车床的操作面板和控制软件; < 3 >掌握数控车床的基本操作方法和步骤; < 4 >进一步了解数控车床的结构组成、加工控制原理; < 5 >熟练掌握精车程序的输入调 二、预习要求 认真阅读数控车床组成、位置调整和坐标系设定及基本编程指令与调试的章节内容。 三、实训理论基础 1.基本编程指令功能介绍 1 ). G 功能 ( 格式: G 2 G 后可跟 2 位数 ) 常用 G 功能指令 (1) 、表内 00 组为非模态指令,只在本程序段内有效。其它组为模态指令,一次指定后持续有效,直到被本组其它代码所取代。 (2) 、标有 * 的 G 代码为数控系统通电启动后的默认状态。
2 ). M 功能 ( 格式: M2 M 后可跟 2 位数 ) 车削中常用的 M 功能指令有: M00-- 进给暂停 M01-- 条件暂停 M02-- 程序结束 M03-- 主轴正转 M04-- 主轴反转 M05-- 主轴停转 M98-- 子程序调用 M99-- 子程序返回。 M08-- 开切削液 M09-- 关切削液 M30-- 程序结束并返回到开始处 3 ). T 功能 ( 格式: T2 或 T 4 ) 有的机床 T 后只允许跟 2 位数字,即只表示刀具号,刀具补偿则由其它指令。 有的机床 T 后则允许跟 4 位数字,前 2 位表示刀具号,后 2 位表示刀具补偿号。如: T0211 表示用第二把刀具,其刀具偏置及补偿量等数据在第 11 号地址中。 4 ). S 功能 ( 格式: S4 S 后可跟 4 位数 ) 用于控制带动工件旋转的主轴的转速。实际加工时,还受到机床面板上的主轴速度修调倍率开关的影响。按公式: N=1000Vc / p D 可根据某材料查得切削速度 Vc ,然后即可求得 N. 例如:若要求车直径为 60mm 的外圆时切削速度控制到 48mm/min ,则换算得: N=250 rpm ( 转 / 分钟 ) 则在程序中指令 S250; 5 ).车床的编程方式 ( 1 ).绝对编程方式和增量编程方式。 图 2-1 编程方式示例 绝对编程是指程序段中的坐标点值均是相对于坐标原点来计量的,常用 G90 来指定。增量( 相对 ) 编程是指程序段中的坐标点值均是相对于起点来计量的。常用 G91 来指定。如对图 2-1 所示的直线段 AB 编程 绝对编程: G90 G01 X100.0 Z50.0; 增量编程: G91 G01 X60.0 Z-100.0;
回转器 实验目的 实验原理 实验仪器 实验步骤 实验报告要求 实验现象 实验结果分析 实验相关知识 实验标准报告 实验目的 ? 学习和了解回转器的特性。 ? 研究如何用运算放大器构成回转器,学习回转器的测试方法。 ? 学习用回转器和电容,来替代电感的方法。 实验原理 ? 回转器是理想回转器的简称。它是一种新型的双 口元件,其符号如图5.16.1所示。其特性表现为它能 将一端口上的电压(或电流)?°回转?±为另一端口上 的电流(或电压)。端口量之间的关系为: 或 上式中,回转系数g 具有电导的量纲,称为回转 电导,α=1/g 称为回转比。 ? 回转器可以由晶体管或运算放大器等有源器件 构成。图5.16.2所示电路是一种用两个负阻抗变换器 12 21 i gu i gu =??=-? 1221 u i u i αα=-??=?
来实现的回转器电路。 其端口特性: 根据回转器定义式,可得 g =1/R 。 图2.16.2 回转器电路图 ? 在输入为正弦电压,负载阻抗是一个电容C 时, 输入阻抗为: 因此,在回转器输出端接入一个电容元件,从输入 端看入时可等效为一电感元件,等效电感L =C /g 2。 所以,回转器也是一个阻抗变换器,它可以使容性 负载变换为感性负载。 12 2111i u R i u R ? =??? ?=-??L in 2 2 2 111L j C Z j L g Z g g j C ωωω= == =
? 如图5.16.4(a )所示,用模拟电感器可以组成 一个RLC 并联谐振电路,图5.16.4(b )是其等效电 路。 图5.16.4(a ) RLC 并联谐振电路图 图5.16.4(b ) RLC 并联谐振电路等效电路图 图5.16.4(a ) 图5.16.4(b ) 此并联谐振电路的幅频特性为: 2 C U L U ()U ω= =
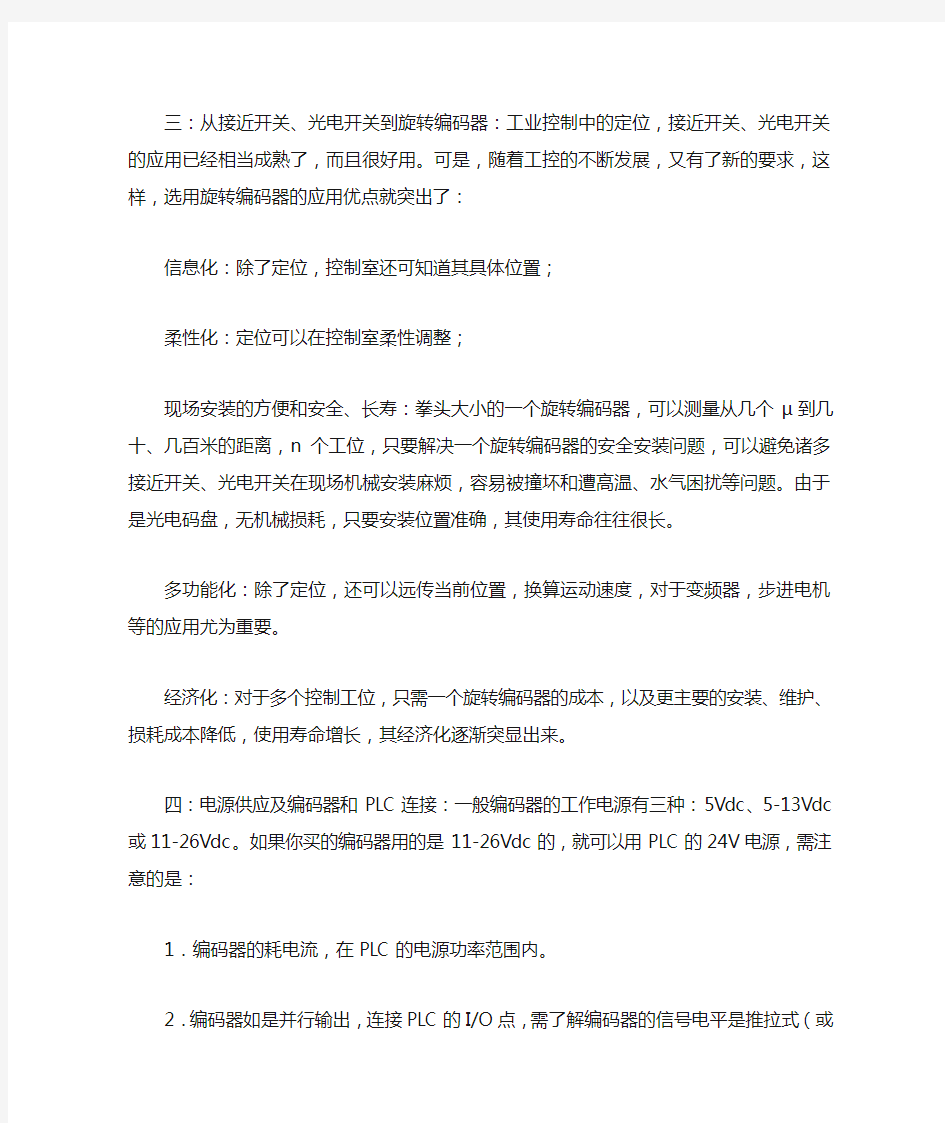
增量式编码器的A.B.Z 编码器A、B、Z相及其关系
TTL编码器A相,B相信号,Z相信号,U相信号,V相信号,W相信号,分别有什么关系? 对于这个问题的回答我们从以下几个方面说明: 编码器只有A相、B相、Z相信号的概念。 所谓U相、V相、W相是指的电机的主电源的三相交流供电,与编码器没有任何关系。“A相、B相、Z相”与“U相、V相、W相”是完全没有什么关系的两种概念,前者是编码器的通道输出信号;后者是交流电机的三 相主回路供电。 而编码器的A相、B相、Z相信号中,A、B两个通道的信号一般是正交(即互差90°)脉冲信号;而Z相是零脉冲信号。详细来说,就是——一般编码器输出信号除A、B两相(A、B两通道的信号序列相位差为90度)外,每转一圈还输出一个零位脉冲Z。 当主轴以顺时针方向旋转时,输出脉冲A通道信号位于B通道之前;当主轴逆时针旋转时,A通道信号则位于B通道之后。从而由此判断主轴是正转还是反转。 另外,编码器每旋转一周发一个脉冲,称之为零位脉冲或标识脉冲(即Z相信号),零位脉冲用于决定零位置或标识位置。要准确测量零位脉冲,不论旋转方向,零位脉冲均被作为两个通道的高位组合输出。由于通道之间的相位差的存在,零位脉冲仅为脉冲长度的一半。 带U、V、W相的编码器,应该是伺服电机编码器 A、B相是两列脉冲,或正弦波、或方波,两者的相位相差90度,因此既可以测量转速,还可以测量电机的旋转方向Z相是参考脉冲,每转一圈输出一个脉冲,脉冲宽度往往只占1/4周期,其作用是编码器自我校正用的,使得编码器在断电或丢失脉冲的 时候也能正常使用。 ABZ是编码器的位置信号,UVW是电机的磁极信号,一般用于同步电机; AB对于TTL/HTL编码器来说,AB相根据编码器的细分度不同,每圈有很多个,但Z相每圈只有一个; UVW磁极信号之间相位差是120度,随着编码器的角度转动而转动,与ABZ 之间可以说没有直接关系。 /#############################################################
1. 编码器的特点及用途 编码器是通过把机械角度物理量的变化转变成电信号的一种装置;在传感器的分类中,他归属于角位移传感器。 根据编码器的这一特性,编码器主要用于测量转动物体的角位移量,角速度,角加速度,通过编码器把这些物理量转变成电信号输出给控制系统或仪表,控制系统或仪表根据这些量来控制驱动装置。 2. 编码器的主要应用场合: 2.1数控机床及机械附件。 2.2 机器人、自动装配机、自动生产线。 2.3 电梯、纺织机械、缝制机械、包装机械(定长)、印刷机械(同步)、木工机械、塑料机械(定数)、橡塑机械。 2.4 制图仪、测角仪、疗养器雷达等。 最常用的有两种:绝对值编码器和增量式编码器。 信号输出有正弦波(电流或电压),方波(TTL、HTL),集电极开路(PNP、NPN),推拉式多种形式,其中TTL为长线差分驱动(对称A,A-;B,B-;Z,Z-),HTL也称推拉式、推挽式输出,编码器的信号接收设备接口应与编码器对应。 传感器电源电压一般分为:5V和24V。信号类型: 1、A/B/Z型 2、RS422差分 3、SSI(格雷码) 信号有正弦波的,有方波的。 信号有电流型的,有电压型的 另外SSI编码器输出除了格雷码,也有二进制码的。电压的范围也不仅限于5V和24V 3. 基本原理
3.1 构造 编码器主要是由码盘(圆光栅、指示光栅)、机体、发光器件、感光器件等部件组成。 (1)圆光栅是由涂膜在透明材料或刻画在金属材料上的成放射状的明暗相间的条纹组成的。一个相邻条纹间距称为一个栅节,光栅整周栅节数就是编码器的脉冲数(分辨率)。(注:本公司码盘有三种金属、玻璃、菲林(类似塑料) 三种)。 (2)指示光栅是一片固定不动的,但窗口条纹刻线同圆光栅条纹刻线完全相同的光栅片。 (3)机体是装配圆光栅,指示光栅等部件的载体。 (4)发光器件一般是红外发光管。 (5)感光器件是高频光敏元件;一般有硅光电池和光敏三极管。 3.2 工作原理 由圆光栅和指示光栅组成一对扫描系统,在扫描系统的一侧投射一束红外光,在扫描系统的另一侧的感光器件就可以收到扫描光信号;当圆光栅转动时,感光器件接收到的扫描光信号会发生变化,感光器件可以把光信号转变成电信号并输出给控制系统或仪表。 一般编码器的输出信号为两列成90度相位差的Sin信号和Cos信号(这是由指示光栅的窗口条纹刻线保证的);这些信号的周期等于圆光栅转过一个栅节(P)的移动时间,对Sin信号和Cos信号进行放大及整形就可输出方波脉冲信号。 4. 应用举例 编码器的应用场合十分的广泛,在此列举几个简单事例: (1) 数控机床对加工工件自动检测就是通过编码器来进行检测的:数控机床刀架的对零校准也是通过编码器来实施的。 (2) 编码器在PLC上的应用:一般PLC上都有高速信号输入口,编码器可以作为高速信号输入元件,使PLC更加迅速和精准地实施闭环控制。而在变频器上其一般接变频器的PG卡上。
数控机床设备安装与调 试 -CAL-FENGHAI-(2020YEAR-YICAI)_JINGBIAN
数控机床安装调试数控机床的安装和调试 无论是数控机床还是一些仪器产品,在使用之前都需要进行安装调试。安装调试是否正确合理在很大程序上决定了这台数控机床能否发挥正常的经济效率以及它本身的使用寿命,这对数控机床的生产厂和用户厂都是必须面对的事情。 当一台数控机床运到工厂后,必须通过安装、调试和验收合格后,才能投入正常的生产。故数控机床的安装、调试和验收是机床使用前期的一个重要环节。数控机床在生产厂家生产出来后,已经对机床进行了各项必要和检验,检验合格后才能出厂。对于中、大型数控机床,由于机床的体积较大,不方便运输,必须解体后分别运输到用户后再重新组装和调试,方可使用。而对于小型机床,在运输的过程中无须对机床进行解体,故机床的安装、调试和验收工作相对来讲是比较简单。机床运到用户后,进行简单的连线、机床水平调整和试切后,就可正式投入使用,所需的工具也比较简单。下面就介绍一下小型数控机床的安装、调试和验收要求。 安装调试不仅要有理论知识,更重要的是有一定的经验的积累,理论赋予实践,实践才是关键。只有真正的操作了才能发现这里面的大学问, 一数控机床的初步安装内容包括: 1、根据机床的要求,选择合适的位置摆放机床。 2、阅读机床的资料,以保证正确使用数控机床。 二电线连接 这部分内容主要是机床的总电源连接,这个步骤虽然十分简单,但若此步做得不好,会引起不必要的麻烦,甚至会产生严重的后果,下面介绍一下电源连接时的注意事项: 1、输入电源电压和频率的确认。目前我国电压的供电为:三相交流380V;单相220V。国产机床一般是采用三相380V,频率50Hz供电,而有部份进口机床不是采用三相交流380V,频率50Hz供电,而这些机床都自身已配有电源变压器,用户可根据要求进行相应的选择,下一步就是检查电源电会的上下波动,是否符合机床的要求和机床附近有无能影响电源电源电的大型波动,若电压波动过大或有大型设备应加装稳不器.电源供电电不波动大,产生电气干扰,机床会影响机床的稳定性. 2、电源相序的确认,当相序接错时,有可能使控制单元的保险丝熔断,检查相序的方法比较简单,用相序到接下图测量,当相序表顺时针旋转,相序相正确,反之相序错误,这时只要将U V W 三相中任二根电源线对调即可. 三、数控机床调试与性能检验完成上面所述的电源连接,再参照机床机床说明书,给机床各部件加润滑油。接着可以进行机床调试环节。机床调试可按以下几个步骤进行: 1、机床几何精度的调试 在机床摆放粗调整的基础上,还要对机床进行进一步的微调。这方面主要是精调机床床身的水平,找正水平后移动机床各部件,观察各部件在全行程内机床水平的变化,并相应调整机床,保证机床的几何精度在允许范围之内。
磁旋转编码器常见问题 常见问题:磁旋转编码器I C 一般性问题 Q1:芯片如果不能按预期工作,我需要进行哪些测试才能找出原因? Q2:可以在不编程的情况下使用旋转编码器芯片吗? Q3:如何知道上电之后角度数据何时有效? Q4:启动时间是否会随温度而改变? Q5:不同类型的输出可用于哪些应用? Q6:我可以利用数字输出驱动大于4m A的电流,例如驱动一个10m A的L E D吗?Q7:为什么已存在下拉电阻还必须将P R O G连接到V S S? Q8:对准模式下限制数值32是什么意思? Q9:可以得到的最佳精度是多少? Q10:可以得到优于0.1度的精度吗? Q11地利微电子可以校准芯片以实现最佳的精度吗? Q12:数据资料中显示的误差曲线对于所有产品都是一样的吗? Q13:编码器的重复性是指什么? Q14:重复性怎样随着温度改变? Q15:C S n引脚可以永久地连接到V S S吗? Q16:角度数据采样与C S n是同步的吗? Q17:奥地利微电子可以提供预先编程的定制化编码器吗? Q18:编码器可承受的振动水平怎样? Q19:怎样降低A S5040/43/45的功耗? 磁铁相关问题 Q20:推荐的磁铁水平偏离容差是多少? Q21:如果不能将磁铁对准在推荐的容差内,会发生什么呢? Q22:我可以将编码器I C安装在环形磁铁的周围吗? Q23:怎样才能扩展磁铁的垂直间距? Q24:如果在―绿色‖(适当)范围之外使用传感器会有什么后果? Q25:哪些类型的磁铁可以和A S5035/40/43/45配合使用? Q26:在旋转轴内安装磁铁的时候需要注意什么? Q27:为什么在移除磁铁的时候不能触发C O F和L I N报警? Q28:为什么即使移除磁铁时我仍可以得到随机的角度数据? Q29:在什么磁场范围可以得到M a g I n c/-D e c、L I N和C O F报警信号? Q30:如何分辨磁铁场强过弱(或丢失)与磁铁场强过强的情况? Q31:要获得零位读数时,磁铁要处于哪一个缺省位置? Q32:磁编码器是如何做到对于外部磁场不敏感的? A S5035,A S5040,A S5045 磁旋转编码器产品系列常见问题 A S50000磁旋转编码器产品系列 常见问题 Q33:是否需要屏蔽传感器以避免外部磁场的影响? Q34:B L D C电动机的强磁场转子磁铁会对编码器造成什么影响? Q35:我可以将其它材料放置到磁铁和I C之间吗?
编码器选型有哪些注意事项 ■一.※有网友问:增量旋转编码器选型有哪些注意事项? 应注意三方面的参数: 1.械安装尺寸,包括定位止口,轴径,安装孔位;电缆出线方式;安装空间体积;工作环境防护等级是否满足要求。 2.分辨率,即编码器工作时每圈输出的脉冲数,是否满足设计使用精度要求。 3.电气接口,编码器输出方式常见有推拉输出(F型HTL格式),电压输出(E),集电极开路(C,常见C为NPN型管输出,C2为PNP型管输出),长线驱动器输出。其输出方式应和其控制系统的接口电路相匹配。 ■二.※有网友问:请教如何使用增量编码器? 1,增量型旋转编码器有分辨率的差异,使用每圈产生的脉冲数来计量,数目从6到5400或更高,脉冲数越多,分辨率越高;这是选型的重要依据之一。 2,增量型编码器通常有三路信号输出(差分有六路信号):A,B和Z,一般采用TTL 电平,A脉冲在前,B脉冲在后,A,B脉冲相差90度,每圈发出一个Z脉冲,可作为参考机械零位。一般利用A超前B或B超前A进行判向,我公司增量型编码器定义为轴端看编码器顺时针旋转为正转,A超前B为90°,反之逆时针旋转为反转B超前A为90°。也有不相同的,要看产品说明。 3,使用PLC采集数据,可选用高速计数模块;使用工控机采集数据,可选用高速计数板卡;使用单片机采集数据,建议选用带光电耦合器的输入端口。 4,建议B脉冲做顺向(前向)脉冲,A脉冲做逆向(后向)脉冲,Z原点零位脉冲。 5,在电子装置中设立计数栈。 ■三.※关于户外使用或恶劣环境下使用 有网友来email问,他的设备在野外使用,现场环境脏,而且怕撞坏编码器。 我公司有铝合金(特殊要求可做不锈钢材质)密封保护外壳,双重轴承重载型编码器,放在户外不怕脏,钢厂、重型设备里都可以用。 不过如果编码器安装部分有空间,我还是建议在编码器外部再加装一防护壳,以加强对其进行保护,必竟编码器属精密元件,一台编码器和一个防护壳的价值比较还是有一定差距的。■四.※从接近开关、光电开关到旋转编码器: 工业控制中的定位,接近开关、光电开关的应用已经相当成熟了,而且很好用。可是,随着工控的不断发展,又有了新的要求,这样,选用旋转编码器的应用优点就突出了:信息化:除了定位,控制室还可知道其具体位置; 柔性化:定位可以在控制室柔性调整; 现场安装的方便和安全、长寿:拳头大小的一个旋转编码器,可以测量从几个μ到几十、几百米的距离,n个工位,只要解决一个旋转编码器的安全安装问题,可以避免诸多接近开关、光电开关在现场机械安装麻烦,容易被撞坏和遭高温、水气困扰等问题。由于是光电码盘,无机械损耗,只要安装位置准确,其使用寿命往往很长。 多功能化:除了定位,还可以远传当前位置,换算运动速度,对于变频器,步进电机等的应用尤为重要。 经济化:对于多个控制工位,只需一个旋转编码器的成本,以及更主要的安装、维护、损耗成本降低,使用寿命增长,其经济化逐渐突显出来。 如上所述优点,旋转编码器已经越来越广泛地被应用于各种工控场合。 ■五. ※关于电源供应及编码器和PLC连接: 一般编码器的工作电源有三种:5Vdc、5-13 Vdc或11-26Vdc。如果你买的编码器用的
数控机床调试步骤要求 (一)安装调试的前期准备工作:用户的准备事项,由售后服务人员联系落实。 (1)立式加工中心 1.机床的吊运与安装:包括机床的吊运、开箱、安装、粗调水平、防锈油的清洗。其中安装可采用混凝土地基加地脚螺钉固定机床,或直接使用随机的调整垫铁加地脚螺钉固定机床。 2.根据机床型号的不同确定外接电源线的线径,以下为各种型号机床参考线径: CY-VMC650采用10平方毫米左右线径。 CY-VMC850采用16平方毫米左右线径。 CY-VMC1060/1270/1370采用25平方毫米左右线径。 CY-VMC1580/1690/1890采用35平方毫米左右线径。 所有机床必须可靠接地。 3.安装调试前用户需购买以下备件物品: 空压机,要求排量在立方米/分钟以上。 连接空压机至机床的PTV气管,外径为12毫米。 标准刀柄和拉钉:CY-VMC650/850/1060采用型号为BT-40刀柄和45°拉钉;CY-VMC1270/1370/1580采用型号为BT-50刀柄和45°拉钉。 刀具的购买:根据用户加工零件的实际情况,来确定购买不同夹持方式的刀柄和刀具,比如: 铣平面用的盘铣刀柄和直径为Ф63、Ф80、Ф100不等的盘铣刀体及刀片。 强力铣夹头刀柄,主要方便于夹持直径较大的外圆铣刀和球头铣刀,例如夹持Ф20毫米的球头铣刀。 弹簧夹头刀柄,主要方便于夹持小直径外圆铣刀和球头铣刀,例如夹持Ф3~Ф16毫米的外圆铣刀。常用的刀柄规格型号为Ф32型刀柄。 一体式或分离式钻夹头刀柄,主要用于装夹直柄小直径钻头,常见刀柄规格型号为Ф3~Ф13毫米的钻夹头。 带扁尾莫氏锥孔刀柄,主要用于装夹锥柄钻头。常用的刀柄规格型号是3号和4号莫氏锥孔刀柄。 不带扁尾莫氏锥孔刀柄,主要用于装夹锥柄外圆铣刀。常用的刀柄规格型号是3号和4号莫氏锥孔刀柄。 粗镗孔刀柄,主要用于内孔的粗加工。 精镗孔刀柄,主要用于内孔的精加工。 快换式或一体式攻牙刀柄,主要用于夹持丝锥进行内螺纹的加工。 其他专用刀具夹持刀柄。 刀座(锁刀器),主要用于夹紧刀柄上的刀具。使用时把刀座固定在钳工桌上,刀柄装入刀座后,夹紧刀具时刀柄不会跟着旋转。在各大刀柄刀具厂家都能购买到,比如:上海量具刃具公司、成都量具刃具公司、株洲钻石量具刃具公司、山东威海量具刃具公司、桂林量具刃具公司等等。 导轨用润滑油,常用规格型号为:32~46号机械油。
General Description The AS5048 is an easy to use 360° angle position sensor with a 14-bit high resolution output. The maximum system accuracy is 0.05° assuming linearization and averaging is done by the external microcontroller. The IC measures the absolute position of the magnet’s rotation angle and consists of Hall sensors, analog digital converter and digital signal processing. The zero position can be programmed via SPI or I2C command. Therefore no programmer is needed anymore. This simplifies the assembly of the complete system because the zero position of the magnet does not need to be mechanically aligned. This helps developers to shorten their developing time. The sensor tolerates misalignment, air gap variations, temperature variations and as well external magnetic fields. This robustness and wide temperature range (-40°C up to +150°C) of the AS5048 makes the IC ideal for rotation angle sensing in harsh industrial and medical environments. Several AS5048 ICs can be connected in daisy chain for serial data read out. The absolute position information of the magnet is directly accessible over a PWM output and can be read out over a standard SPI or a high speed I2C interface. Version AS5048A comes with SPI and PWM Interface. Version AS5048B is configured with the I2C interface and has also a PWM output. An internal voltage regulator allows the AS5048 to operate at either 3.3 V or 5 V supplies. Key Features & Benefits ? 360° contactless angle position sensor ? Standard SPI or high speed I2C interface and PWM ? Simple programmable zero position via SPI or I2C command ? No programmer needed ? 14-bit full scale resolution 0.0219°/LSB ? Angle accuracy 0.05°after system linearization and averaging ? Daisy chain capability ? Tolerant to air gap variations magnetic field input range: 30mT – 70mT ? -40°C to +150°C ambient temperature range ? 3.3V / 5V compliant ? 14-pin TSSOP package (5x6.4mm) Applications ? Robotic joint position detection ? Industrial motor position control ? Medical robots and fitness equipment Block Diagram
@Q发表于:2013/10/14 16:50:08 标签(TAG):编码器绝对值编码器选型 (绝对值编码器问答集节选) 本人正在编写一部《绝对值编码器问答集》的小册子,以下是部分节选。——根据实际使用要求判断是否需要选用绝对值编码器,根据已有的设备信号接口选择选什么样的编码器 1,使用绝对值编码器一定会比用增量式编码器贵吗? 没有!从编码器器件成本上说增量编码器内部器件少,成本价格确实低,但是从编码器的如何使用并产生效果的角度说,绝对值编码器如果选型得当,其使用的效果带来的综合成本,会低于选用增量值编码器,为使用者大大节省成本。2,什么情况下要选绝对值编码器? a.停电移动、惯性滑动的数据安全可靠性问题,对于一些需要高度、长度测量的安全性设备、较大型设备、起重类工程类设备,安全性是很重要的因素,为确保编码器数据的稳定可靠性,必须选用全行程绝对值编码器。这类应用如果发生编码器数据错误可能引起的损失远远超过了编码器成本本身。例如水闸、工程机械、起重机、电梯、门机等等的高度、长度测量。 b.信号抗干扰问题,有时所化的人工成本远远大于一个编码器成本,增量信号较易受到各种干扰,数据采集不稳定,对于各种现场不可预知的干扰会花很多精力去排查,并要设法避开干扰,此情况下应考虑更换绝对值编码器。例如各种自动化工程项目,对于现场的变频器、开关电源、接地状况不明的情抗下,无从判断干扰情况,选用绝对值编码器可以确保应对各种工况条件。 c.后续设备节省资源,增量编码器需要高速计数不停的计数,耗费CPU资源,有时多个编码器连接没有更多的高速计数口,此时选用绝对值编码器的串行输出(如RS485)或总线型输出,其实是节省了后续设备的资源而节省费用。例如需要多个编码器比较的同步纠偏、多个编码器联动操作的流水线、加工机械等。 d.环境较恶劣的选择,增量编码器绝大部分是光学式的,易受水气灰尘及振动影响而损坏,选用磁电式绝对值编码器(单圈或真多圈)的可以避免这种损坏,而大大提高产品使用的寿命,而得到综合效果更佳,使用成本更低。例如户外使用的港口矿山机械、工厂的快速开门机等。 e.节省综合成本,在一些不便于停机修正、更换、维修,或停机修正、更换、维修成本很高的场合下,用绝对值编码器,因其数据的可靠性、产品的耐用性,可以大大减少售后服务人工成本,产品可长时间的使用效果,直接的是产品使用的综合成本大大的节省了。例如一些高速运转的流水线、较远地区的管网系统(电动执行器)。 。。。。。 3.按绝对值编码器输出信号接口有哪些信号输出可选? 选择使用绝对值编码器,首先要根据自身所有的后续接受设备(例如PLC)有什么样的信号接口,根据已有的信号接口选择编码器:
数控机床的安装与调试 1、数控机床的选用原则 (1)实用性 (2)经济性 (3)可操作性 (4)稳定可靠性 2、数控机床选用的基本要点 (1)确定典型加工对象 (2)数控机床类型的确定 (3)机床主参数的选择 (4)机床的精度选择 (5)机床刚度的确定 (6)机床可靠性的确定 (7)关于机床的噪声和造型 (8)关于功能预留 3、数控机床从订购至交付使用的过程 工艺论证、选型——机床订购合同(商务、技术)——机床预验收——运抵工厂、安装调试——最终验收——交付使用 4、(数控)机床数控系统改造注意事项 (1)机床数控化改造功能的确定 (2)机床数控化改造与更新的性价比分析 (3)数控系统改造通常指数控装置,一般不含伺服装置和电机。 (4)数控系统、伺服装置、伺服电机、PLC等尽可能选用同一厂家的产品,易于维修与备件准备。 (5)同性能的数控系统,国外产品比国内产品价格高,西门子比FANUC贵,国内推荐使用北京凯恩帝数控、广州数控、武汉华中数控等系统,可用于车、铣床的改造。 (6)主轴控制选择交流伺服或变频器 (7)尽量不使用工控机改造机床,因软件是改造方人工有针对性编制的,易受制于人。(8)某些机床可改造为仅PLC控制无NC,可大大降低费用,仅有PLC编辑软件、PLC 通讯软件(PLC与计算机之间)、PLC人机界面软件如西门子WinCC软件。 (9)机械一定要大修,恢复机床几何精度,检修液压、气动、冷却液、润滑、排屑等装置。(10)通常,改造时将全闭环控制改为半闭环控制,理由:省钱,德国海德汉光栅尺每一延米约1万元;半闭环控制便于机床调试,全闭环控制时若机械调整不良,易产生振荡。 (11)机床主要零部件更换时要注明生产厂家、规格型号、数量等如滚珠丝杠螺母副、光栅尺、直线滚动导轨等。 (12)通常需重做电气柜,电气柜需考虑加装排风装置或电气柜空调。电气柜内电缆线、接触器、继电器、断路器等需更换,不能用洗衣粉清洗后再次使用,更换时需注明生产厂家、规格型号、数量等,如西门子、德力西系列产品。然后检查行程开关、接近开关等是否需要更换。
旋转编码器的输出电路以及常用术语介绍 来源:互联网 旋转编码器是用来测量转速的装置,光电式旋转编码器通过光电转换,可将输出轴的角位移、角速度等机械量转换成相应的电脉冲以数字量输出(REP)。当旋转编码器轴带动光栅盘旋转时,经发光元件发出的光被光栅盘狭缝切割成断续光线,并被接收元件接收产生初始信号。该信号经后继电路处理后,输出脉冲或代码信号。旋转编码器的特点是体积小,重量轻,品种多,功能全,频响高,分辨能力高,力矩小,耗能低,性能稳定,可靠使用寿命长等特点。其主要种类有增量式编码器、绝对值编码器、正弦波编码器。 输出电路图解 1、NPN电压输出和NPN集电极开路输出线路 PNP开路集电极输出
电压输出 此线路仅有一个NPN型晶体管和一个上拉电阻组成,因此当晶体管处于静态时,输出电压是电源电压,它在电路上类似于TTL逻辑,因而可以与之兼容。在有输出时,晶体管饱和,输出转为0VDC的低电平,反之由零跳向正电压。 随着电缆长度、传递的脉冲频率、及负载的增加,这种线路形式所受的影响随之增加。因此要达到理想的使用效果,应该对这些影响加以考虑。集电极开路的线路取消了上拉电阻。这种方式晶体管的集电极与编码器电源的反馈线是互不相干的,因而可以获得与编码器电压不同的电流输出信号。 2、PNP和PNP集电极开路线路 该线路与NPN线路是相同,主要的差别是晶体管,它是PNP型,其发射极强制接到正电压,如果有电阻的话,电阻是下拉型的,连接到输出与零伏之间。 3、推挽式线路 这种线路用于提高线路的性能,使之高于前述各种线路。事实上,NPN电压输出线路的主要局限性是因为它们使用了电阻,在晶体管关闭时表现出比晶体管高得多的阻抗,为克服些这缺点,在推挽式线路中额外接入了另一个晶体管,这样无论是正方向还是零方向变换,输出都是低阻抗。推挽式线路提高了频率与特性,有利于更长的线路数据传输,即使是高速率时也是如此。信号饱和的电平仍然保持较低,但与上述的逻辑相比,有时较高。任何情况下推挽式线路也都可应用于NPN或PNP线路的接收器。
数控机床安装与调试 数控机床的安装与调试是使机床恢复和达到出厂时的各项性能指标的重要环节。数控机床的安装与调试的优劣直接影响到机床的性能。 一、数控机床的安装; 数控机床的安装一般包括基础施工、机床柴箱、吊装就位、连接组装以及试车调试等工作。数控机床安装时应严格按产品说明书的要求进行。小型机床的安装可以整体进行,所以比较简单。大、中型机床由于运输时分解为几个部分,安装时需要重新组装和调整,因而工作复杂得多。现将机床的安装过程分别予以介绍。 1.基础施工及机床就位; 机床安装之前就应先按机床厂提供的机床基础图打好机床地基。机床的位置和地基对于机床精度的保持和安全稳定地运行具有重要意义。机床的位置应远离振源,避免阳光照射,放置在干燥的地方。若机床附近有振源,在地基四周必须设置防振沟。安装地脚螺栓的位置做出预留孔。机床拆箱后先取出随机技术文件和装箱单,按装箱单清点各包装箱内的零部件、附件等资料是否齐全,然后仔细阅读机床说明书,并按说明书的要求进行安装,在地基上放多块用于调整机床水平的垫铁,再把机床的基础件(或小型整机)吊装就位在地基上。同时把地脚螺栓按要求安放在预留孔内。
2.机床连接组装; 机床连接组装是指将各分散的机床部件重新组装成整机的过程。如主床身与加长床身的连接,立柱、数控柜和电气柜安装在床身上,刀库机械手安装在立柱上等等。机床连接组装前,先清除连接面和导轨运动面上的防锈涂料,清洗各部件的外表面,再把清洗后的部件连接组装成整机。部件连接定位要使用随机所带的定位销、定位块,使各部件恢复到拆卸前的位置状态,以利于进一步的精度调整。 3.试车调整 机床试车调整包括机床通电试运转的粗调机床的主要几何精度。机床安装就位后可通电试车运转,目的是考核机床安装是否稳固,各传动、操纵、控制、润滑、液压、气动等系统是否正常灵敏可靠。通电试车前,应按机床说明书要求给机床加注规定的润滑油液和油脂,清洗液压油箱和过滤器,加注规定标号的液压油,接通气动系统的输入气源。通电试车通常是在各部件分别通电试验后再进行全面通电试验的。先应检查机床通电后有无报警故障,然后用手动方式陆续起动各部件。检查安全装置是否起作用,各部件能否正常工作,能否达到工作指标。例如,起动液压系统时要检查液压泵电动机转动方向是否正确,液压泵工作后管路中能否形成油压,各液压元件是否正常工作,有无异常噪声,有无油路渗漏以及液压系统冷却装置是否正常工作;数控系统通电后有无异常报警;系统急停、清除复位按扭能否起作用;
1.接近开关 接近开关是一种无需与运动部件进行机械直接接触而可以操作的位置开关,当物体接近开关的感应面到动作距离时,不需要机械接触及施加任何压力即可使开关动作,从而驱动直流电器或给计算机(plc)装置提供控制指令。接近开关是种开关型传感器 (即无触点开关),它既有行程开关、微动开关的特性,同时具有传感性能,且动作可靠,性能稳定,频率响应快,应用寿命长,抗干扰能力强等、并具有防水、防震、耐腐蚀等特点。产品有电感式、电容式、霍尔式、交、直流型。接近开关又称无触点接近开关,是理想的电子开关量传感器。当金属检测体接近开关的感应区域,开关就能无接触,无压力、无火花、迅速发出电气指令,准确反应出运动机构的位置和行程,即使用于一般的行程控制,其定位精度、操作频率、使用寿命、安装调整的方便性和对恶劣环境的适用能力,是一般机械式行程开关所不能相比的。它广泛地应用于机床、冶金、化工、轻纺和印刷等行业。在自动控制系统中可作为限位、计数、定位控制和自动保护环节等。
性能特点: ?在各类开关中,有一种对接近它物件有“感知”能力的元件——位移传感器。利用位移传感器对接近物体的敏感特性达到控制开关通或断的目的,这就是接近开关。 ?当有物体移向接近开关,并接近到一定距离时,位移传感器才有“感知”,开关才会动作。通常把这个距离叫“检出距离”。但不同的接近开关检出距离也不同。 ?有时被检测验物体是按一定的时间间隔,一个接一个地移向接近开关,又一个一个地离开,这样不断地重复。不同的接近开关,对检测对象的响应能力是不同的。这种响应特性被称为“响应频率”。
分类: ?无源接近开关这种开关不需要电源,通过磁力感应控制开 关的闭合状态。当磁或者铁质 触发器靠近开关磁场时,和开 关内部磁力作用控制闭合。特 点:不需要电源,非接触式, 免维护,环保
南京航空航天大学 实验报告 实验课程:电路实验与实践 实验名称:回转器电路设计 班级:0312302 学号: 姓名: 实验日期:2013-12-19
一、实验目的 1.加深对回转器特性的认识,并对实际应用有所了解; 2.研究如何运用运算放大器构成回转器,并学习回转器的测试方法。 二、实验原理 回转器是理想回转器的简称,它能将一端口上的电压(电流)“回转”成 另一端口上的电流(电压)。端口之间的关系为: I1=gU2 或u1=-ri2 I2=-gU1 或u2=ri1 式中:r、g 为回转系数,r为回转电阻,g 为回转电导。 三、实验步骤 1. 测回转电导g: 回转器输入端接信号发生器,调得US=1.5V(有效值),输出端接负载电 阻RL=200Ω,分别测U1,U2,I1,求g。 2. 记录不同频率下U1、I1的相位关系: 回转器输出端接电容,C分别取0.1μF、0.22μF,用示波器观察f 分别为500Hz、1000HZ时U1和I1的相位关系。 3. 测由模拟电感组成的并联谐振电路的Uc~f幅频特性: 取C1=0.1μF经回转器成为模拟电感,另取C=0.22μF,则f0=1.073kHz, 符合要求。 信号源输出电压有效值保持为 1.5V 不变,改变频率(200Hz~2000Hz),测Uc 的值,同时观察US和UC的相位关系。(串联一取样电阻,阻值1k Ω) 四、仿真实验电路图及数据 1.测量回转电导g,仿真结果如下图所示 实验数据:U1=250mV U2=244.99mV I1=U1/1000 g=I1/U2=U1/(1000*U2)=1.00 X 10-3s
数控车床调试的步骤方法 数控机床是一种技术含量很高的机电仪一体化的机床,开机前已经开机中正确的方法很重要,合理的调试才能保护数控机床的运行正常。这一步的正确与否在很大程序上决定了这台数控机床能否发挥正常的经济效率以及它本身的使用寿命,这对数控机床的生产厂和用户厂都是事关重大的课题。下面我简单的来说说一般有哪些步骤。1、通电前的外观检查2、机床总电压的接通3、CNC电箱通电4、MDI试验首先说说这四点的具体要求。 1、通电前的外观检查 机床电器检查打开机床电控箱,检查继电器,接触器,熔断器,伺服电机速度,控制单元插座,主轴电机速度控制单元插座等有无松动,如有松动应恢复正常状态,有锁紧机构的接插件一定要锁紧,有转接盒的机床一定要检查转接盒上的插座,接线有无松动,有锁紧机构的一定要锁紧。CNC电箱检查打开CNC电箱门,检查各类接口插座,伺服电机反馈线插座,主轴脉冲发生器插座,手摇脉冲发生器插座,CRT插座等,如有松动要重新插好,有锁紧机构的一定要锁紧。按照说明书检查各个印刷线路板上的短路端子的设置情况,一定要符合机床生产厂设定的状态,确实有误的应重新设置,一般情况下无需重新设置,但用户一定要对短路端子的设置状态做好原始记录。接线质量检查检查所有的接线端子。包括强弱电部分在装配时机床生产厂自行接线的端子及各电机电源线的接线端子,每个端子都要用旋具紧固一次,直到用旋具拧不动为止,各电机插座一定要拧紧。电磁阀检查所有电磁阀都要用手推动数次,以防止长时间不通电造成的动作不良,如发现异常,应作好记录,以备通电后确认修理或更换。限位开关检查检查所有限位开关动作的灵活及固定性是否牢固,发现动作不良或固定不牢的应立即处理。按钮及开关检查操作面板上按钮及开关检查,检查操作面板上所有按钮,开关,指示灯的接线,发现有误应立即处理,检查CRT单元上的插座及接线。地线检查要求有良好的地线,测量机床地线,接地电阻不能大于1Ω。电源相序检查用相序表检查输入电源的相序,确认输入电源的相序与机床上各处标定的电源相序应绝对一致。 有二次接线的设备,如电源变压器等,必须确认二次接线的相序的一致性。要保证各处相序的绝对正确。此时应测量电源电压,做好记录。 2、机床总电压的接通 接通机床总电源,检查CNC电箱,主轴电机冷却风扇,机床电器箱冷却风扇的转向是否正确,润滑,液压等处的油标志指示以及机床照明灯是否正常,各熔断器有无损坏,如有异常应立即停电检修,无异常可以继续进行。测量强电各部分的电压特别是供CNC及伺服单元用的电源变压器的初次级电压,并作好记录。观察有无漏油,特别是供转塔转位、卡紧,