车床主轴
- 格式:pptx
- 大小:1.86 MB
- 文档页数:21

一.主轴的结构特点和技术要求轴类零件是机械加工中的典型零件之一。
轴类零件是旋转体零件,其长度大于直径,它的主要表面是同轴线的若干个外圆柱面、圆锥面、孔和螺纹等。
机床主轴是一种典型的轴类零件,它是机床的关键零件之一,它把回旋运动和转矩通过主轴端部的家具传递给工件或刀具。
因此在工作中主轴要承受转矩和弯矩,而且还要求有很高的回转精度。
因此,主轴的制造质量将直接影响到整台机床的工作精度和使用寿命。
主轴零件图上规定了一系列技术要求,如尺寸精度、形状位置公差、表面粗糙、接触精度和热处理要求等。
这些都是为了保证主轴具有高的回转精度和刚度、良好的耐磨性和尺寸稳定性。
现以CA6140型卧室机床主轴为例,说明其主要技术要求。
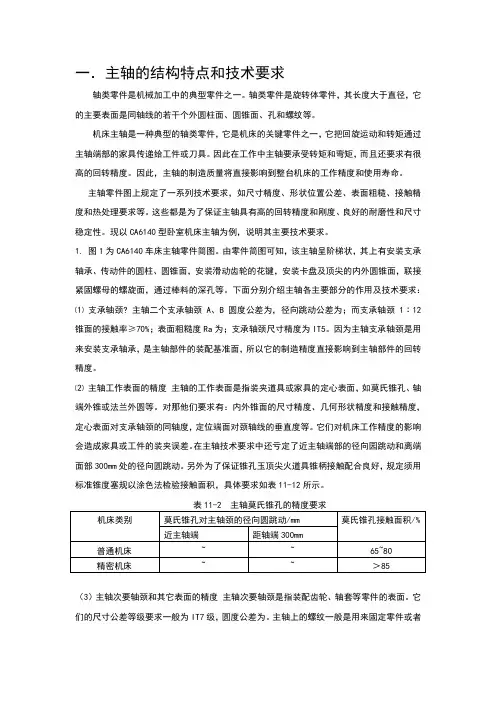
1. 图1为CA6140车床主轴零件简图。
由零件简图可知,该主轴呈阶梯状,其上有安装支承轴承、传动件的圆柱、圆锥面,安装滑动齿轮的花键,安装卡盘及顶尖的内外圆锥面,联接紧固螺母的螺旋面,通过棒料的深孔等。
下面分别介绍主轴各主要部分的作用及技术要求:⑴支承轴颈? 主轴二个支承轴颈A、B圆度公差为,径向跳动公差为;而支承轴颈1∶12锥面的接触率≥70%;表面粗糙度Ra为;支承轴颈尺寸精度为IT5。
因为主轴支承轴颈是用来安装支承轴承,是主轴部件的装配基准面,所以它的制造精度直接影响到主轴部件的回转精度。
⑵主轴工作表面的精度主轴的工作表面是指装夹道具或家具的定心表面,如莫氏锥孔、轴端外锥或法兰外圆等。
对那他们要求有:内外锥面的尺寸精度、几何形状精度和接触精度,定心表面对支承轴颈的同轴度,定位端面对颈轴线的垂直度等。
它们对机床工作精度的影响会造成家具或工件的装夹误差。
在主轴技术要求中还亏定了近主轴端部的径向园跳动和离端面部300mm处的径向圆跳动。
另外为了保证锥孔玉顶尖火道具锥柄接触配合良好,规定须用标准锥度塞规以涂色法检验接触面积,具体要求如表11-12所示。
(3)主轴次要轴颈和其它表面的精度主轴次要轴颈是指装配齿轮、轴套等零件的表面。
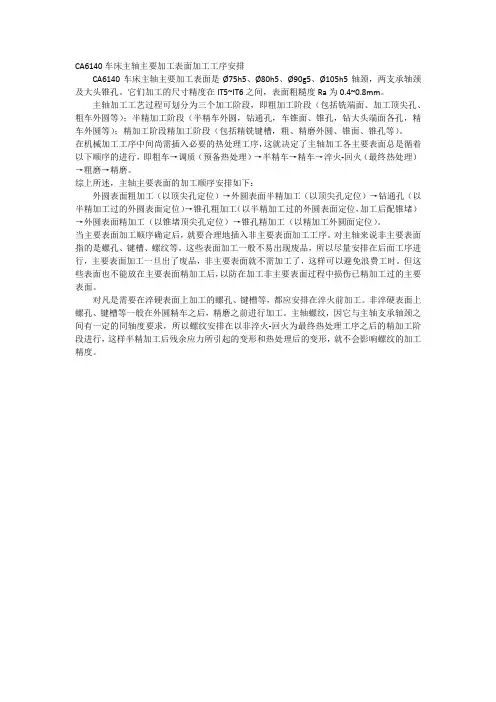
CA6140车床主轴主要加工表面加工工序安排CA6140车床主轴主要加工表面是Ø75h5、Ø80h5、Ø90g5、Ø105h5轴颈,两支承轴颈及大头锥孔。
它们加工的尺寸精度在IT5~IT6之间,表面粗糙度Ra为0.4~0.8mm。
主轴加工工艺过程可划分为三个加工阶段,即粗加工阶段(包括铣端面、加工顶尖孔、粗车外圆等);半精加工阶段(半精车外圆,钻通孔,车锥面、锥孔,钻大头端面各孔,精车外圆等);精加工阶段精加工阶段(包括精铣键槽,粗、精磨外圆、锥面、锥孔等)。
在机械加工工序中间尚需插入必要的热处理工序,这就决定了主轴加工各主要表面总是循着以下顺序的进行,即粗车→调质(预备热处理)→半精车→精车→淬火-回火(最终热处理)→粗磨→精磨。
综上所述,主轴主要表面的加工顺序安排如下:外圆表面粗加工(以顶尖孔定位)→外圆表面半精加工(以顶尖孔定位)→钻通孔(以半精加工过的外圆表面定位)→锥孔粗加工(以半精加工过的外圆表面定位,加工后配锥堵)→外圆表面精加工(以锥堵顶尖孔定位)→锥孔精加工(以精加工外圆面定位)。
当主要表面加工顺序确定后,就要合理地插入非主要表面加工工序。
对主轴来说非主要表面指的是螺孔、键槽、螺纹等。
这些表面加工一般不易出现废品,所以尽量安排在后面工序进行,主要表面加工一旦出了废品,非主要表面就不需加工了,这样可以避免浪费工时。
但这些表面也不能放在主要表面精加工后,以防在加工非主要表面过程中损伤已精加工过的主要表面。
对凡是需要在淬硬表面上加工的螺孔、键槽等,都应安排在淬火前加工。
非淬硬表面上螺孔、键槽等一般在外圆精车之后,精磨之前进行加工。
主轴螺纹,因它与主轴支承轴颈之间有一定的同轴度要求,所以螺纹安排在以非淬火-回火为最终热处理工序之后的精加工阶段进行,这样半精加工后残余应力所引起的变形和热处理后的变形,就不会影响螺纹的加工精度。
数控机床主轴的几种结构形式
作者: 日期:
n
数控机床的主轴部件包括主轴、主轴的支承轴承和安装在主轴上的传动零件等。
主轴部件是机床的重要部件,其结构的先进性已成为衡量机床水平的标志之一。
由于数控机床的转速高、功率大,并且在加工过程中不进行人工调整,因此要求主轴部件具有良好的回转精度、结构刚度、抗振性、热稳定性、耐磨性和精度的保持性。
对于具有自动换刀装置的数控机床,为了实现刀具在主轴上的自动装卸和夹紧,还必须有刀具的自动夹紧装置、主轴准停装置等。
机床主轴的端部一般用于安装刀具、夹持工件或夹具。
在结构上,应能保证定位准确、安装可靠、连接牢固、装卸方便,并能传递足够的扭矩。
目前,主轴端部的结构形状都已标准化,图i所示为几种机床上通用的结构形式。
(a)数控车床主轴端部(b)铣、镗类机床主轴端部(c)外圆磨床砂轮主轴端部
(d)内圆磨床砂轮主轴端部(e)钻床与普通镗床锤杆端部(f)数控镗床主轴端部
图1机床主轴的几种结构形式。

选择车床主轴材料,设计合理的加工路线,热处理工艺方案摘要:根据车床主轴的工作情况,对材料的选用、其加工路线及相应的热处理工艺进行了分析,并就其操作提出了自己观点。
关键词:车床主轴;加工路线;热处理工艺;材料一、材料的选择主轴是车床上传递动力的零件,传递着动力和各种负荷,它的合理选材直接影响整台车床的精度和使用寿命。
其主要实效形式如下:1、受横向力并传递扭矩,承受交变弯曲应力和扭应力,常常发生疲劳断裂。
2、轴颈和花键等部位发生相对运动,承受较大的摩擦,轴颈表面产生过量的磨损。
3、承受一定的过载和冲击和载荷,产生过量弯曲变形,甚至发生折断或扭断。
所以所选的材料应满足:良好的综合力学性能,即具有较高的强度刚度、足够的韧性、疲劳强度、变形小及对应力集中的敏感性低等性能以防止过载和冲击断裂,还要有良好的切削加工性,高的表面硬度和良好的耐磨性,以防止轴颈摩损。
在设计时要充分考虑:1、主轴的工作特性和技术要求。
主轴的摩檫和磨损情况;主轴的载荷大小和载荷性质。
2、主轴热处理的要求。
主轴的工作状况;主轴精密度和光洁度;主轴弯曲载荷和扭转力矩;主轴转速;主轴有无冲击载荷。
3、主轴热处理加工工艺实行的可能性以及经济性。
轴的常用材料为碳素钢和合金钢。
合金钢比碳素钢具有更高的机械性能和更好的热处理性能。
含不同合金的钢可获得各种特殊性能。
因此,对于载荷大并要求尺寸小,重量轻、耐高温或耐磨性、抗腐蚀性能要求高的轴可采用合金钢。
合金钢对应力集中的敏感性高,因此设计时应从结构上避免或减小应力集中,并降低其表面粗糙度的数值。
由于在常温下合金钢的弹性模量与一般碳素钢差不多,故选合金钢对提高轴的刚度没有实效。
而对形状复杂的轴可采用球墨铸铁。
球墨铸铁具有良好的吸振性和耐磨性,对应力集中的敏感性低,且价格低廉,加工性好。
但球墨铸铁的强度较低。
我们一般主轴承受交变弯曲应力和扭应力,在轻度或中等载荷、转速不太高,精度不很高,冲击、交变载荷不大的情况下,具有普通力学性能就能满足要求,一般采用45钢制造。