精密工作台控制系统设计
- 格式:doc
- 大小:252.00 KB
- 文档页数:7
毕业设计任务书学生姓名杨磊院系机电工程学院专业、班级机械08-3班指导教师姓名陈佳莹职称教授从事专业机械电子工程是否外聘□是□否题目名称四维微调工作台机械结构设计一、设计目的、意义1.设计意义由于四维微调工作台的运用非常的广泛,结构设计方案也多种多样,所以对四维微调工作台的研究设计将会高精密定位技术的发展,促使我们的技术能早日的赶上国外的发展水平。
本课题是四维微调工作台的结构设计,对四维微调工作台的总体结构设计以及各个零部件的具体结构设计,达到满意的设计技术要求。
当前由于四维微调工作台体积小、操作灵活方便、适应性强而被广泛的运用在社会的各个领域,所以四维微调工作台的结构设计可以极大的促进高精度精密定位技术的发展,使高精度精密定位技术更有效在社会的各个领域得以运用,促进社会的发展和进步。
2. 设计目的1)理解四维微调工作台的工作原理,组成结构以及工作流程2)完成一组四维微调工作台机械结构设计,通过本次设计,使学生理解并掌握一般航天机械的结构设计方法和设计过程掌握对航天机械关键零部件的尺寸计算和强度校核方法二、设计内容、技术要求(研究方法)1.设计内容阐述课题背景,对国内外相关研究现状进行总结和分析;根据主要技术指标,在分析国内外研究现状基础上制定总体设计方案,并阐明方案制定依据;完成四维微调工作台运动设计、零部件的具体结构设计;对所设计的结构进行精度和刚度校核。
得出设计结论2.技术要求四维微调工作台的结构设计合理完整,计算准确,按时完成全部设计内容,相关校验结果达到满意的设计技术指标。
三、设计完成后应提交的成果(一)计算说明部分1.设计说明书字数要求在1.5万字以上(设计说明书一式一份)。
(二)图纸部分1.零号装配图图纸1张;2.零件图图纸合计2张;四、设计进度安排1、2012.2.27-2012.3.20查阅资料,做好记录完成开题报告2、2012.3.21-2012.4.17确定整体设计方案3、2012.4.18-2012.5.14完善总体设计结构设计,完成装配图4、2012.5.15-2012.6.5 由装配图拆画零件图5、2012.6.6-2012.6.17撰写设计计算说明书,准备答辩五、主要参考资料[1] 徐灏.机械设计手册Ⅰ[S].北京:机械工业出版社,1991.9.[2] 蒋秀珍.机械学基础综合训练图册[M].科学出版社,2002.1.[3] 薛实福,李庆祥.精密仪器设计[M].北京:清华大学出版社,1991.5.[4] 董申,刘海龙.微动工作台的研制及特性研究[J]. 哈尔滨工业大学学报,1998,18(6):1-4.[5] 巩娟,李玉和.新型三维微动台的设计与实验分析[J].现代制造工程,2005(2):115-117.[6] 张晓峰,林彬.大行程精密工作台的发展方向[J].南京航空航天大学学报,1998,20(3):99-102.[7] 王三民,诸文俊.机械原理与设计:机械工业出版社,2000.12.六、备注指导教师签字:年月日系主任签字:年月日。
超净工作台的国家标准
超净工作台是一种用于对空气进行净化处理的设备,广泛应用于医药、生物工程、电子、精密仪器等领域。
超净工作台的国家标准对其设计、制造、安装和使用等方面进行了规范,旨在保障超净工作台的质量和性能,确保其在相关领域的有效应用。
首先,超净工作台的国家标准对其设计和制造提出了具体要求。
根据标准,超
净工作台的设计应符合空气洁净度等级,满足相关领域的要求。
在制造过程中,应选用符合要求的材料,保证设备的稳定性和耐用性。
此外,标准还对超净工作台的外观、尺寸、控制系统等进行了规定,确保设备在使用过程中能够满足工作需求。
其次,国家标准对超净工作台的安装和验收提出了严格要求。
在安装过程中,
应按照相关规范进行操作,确保设备的稳固性和密封性。
验收时,需要对超净工作台的空气洁净度、风速、噪音等指标进行检测,以确保设备达到国家标准的要求。
只有经过严格验收合格的超净工作台才能投入使用,保障工作环境的洁净度和安全性。
此外,国家标准还对超净工作台的使用和维护提出了具体规定。
在使用过程中,操作人员应按照操作手册进行操作,保证设备的正常运行和使用寿命。
定期的维护保养工作也是至关重要的,包括对过滤器、风机、控制系统等的检查和维护,以确保设备的性能和稳定性。
总的来说,超净工作台的国家标准为相关行业提供了重要的依据和指导,对于
保障工作环境的洁净度和安全性具有重要意义。
在实际应用中,企业和单位应严格遵守国家标准,确保超净工作台的质量和性能,为相关领域的发展和进步提供有力支持。

电火花加工机床基本结构电火花加工机床是一种常用的精密加工设备,广泛应用于模具制造、航空航天、汽车制造等领域。
它通过电火花放电的方式,在导电材料上进行高精度的切割和加工。
电火花加工机床的基本结构由以下几个主要部分组成:工作台、主轴、工作液系统、电极以及控制系统。
1. 工作台工作台是电火花加工机床的基础组成部分,通常由一块平面铜板构成。
工作台上有一个可移动的工件夹持装置,用于固定待加工的工件。
工作台通过液压或电机驱动,可以在三个方向上进行精确的移动,以便于实现多轴加工。
2. 主轴主轴是电火花加工机床的核心部件,主要负责驱动电极进行切割。
主轴通常由高速电机驱动,可以在纵向和横向方向上进行移动。
在主轴上安装有电极夹持装置,用于固定电极。
主轴的精度和稳定性对于加工质量和效率具有重要影响。
3. 工作液系统工作液系统是电火花加工机床的重要组成部分,主要用于冷却和清洗加工区域,以及排放电火花放电产生的废料。
工作液通常是脱离液,具有较好的绝缘性能和导电性能。
工作液系统还可以通过对工作液的过滤和循环使用,提高加工的稳定性和效率。
4. 电极电极是电火花加工的关键部件,直接与工件接触并进行放电切割。
电极通常由铜或铜合金制成,具有良好的导电性和导热性。
在电火花加工过程中,电极会受到较大的热和机械应力,因此电极的材料选择和加工工艺十分重要。
5. 控制系统控制系统是电火花加工机床的智能化核心,负责控制加工过程中的各个参数和动作。
控制系统可以通过输入预设的加工参数,实现自动化的加工操作。
同时,控制系统还可以监测电火花放电的状态和工件的加工质量,提供实时反馈和调整。
电火花加工机床的基本结构由工作台、主轴、工作液系统、电极以及控制系统组成。
这些部件相互配合,实现了高精度的电火花加工。
电火花加工机床的结构设计和工艺参数的选择对于加工质量和效率具有重要影响,因此需要在实际应用中进行合理的调整和优化。
随着科技的不断进步,电火花加工机床的结构和性能也在不断改善,为各行业的精密加工提供了更好的解决方案。
数控机床组成、工作原理以及特点姓名:赵凯学号:090203126摘要世界制造业转移,中国正在逐步成为世界加工厂。
美国、德国、韩国等国家已经进入工业化发展的高技术密集时代与微电子时代,钢铁、机械、化工等重工业正逐渐向发展中国家转移。
我国目前经济发展已经过了发展初期,正处于重化工业发展中期。
未来10年将是中国机械行业发展最佳时期。
美国、德国的重化工业发展期延续了18年以上,美国、德国、韩国四国重化工业发展期平均延续了12年,我们估计中国的重化工业发展期将至少延续10年,直到2015年。
因此,在未来10年中,随着中国重化工业进程的推进,中国企业规模、产品技术、质量等都将得到大幅提升,国产机械产品国际竞争力增强,逐步替代进口,并加速出口。
目前,机械行业中部分子行业如船舶、铁路、集装箱及集装箱起重机制造等已经受益于国际间的产业转移,并将持续受益;电站设备、工程机械、床等将受益于产业转移,加快出口进程。
本文主要讨论的是数控机床的组成、分类、发展趋势以及实际应用等。
关键词 : 发展趋势、分类、组成、原理、特点、应用。
The composition of the CNC machine tools, operating principles and characteristics AbstractThe transfer of world manufacturing, China is gradually becoming the world's factory. The United States, Germany, South Korea and other countries have entered the high-tech intensive industrial development era microelectronics era, iron and steel, machinery, chemicals, and other heavy industry is gradually transferred to developing countries. China's economic development has been an early stage of development, is in the middle of a heavy chemical industry development.The next 10 years will be the best period for the development of China's machinery industry. The United States, Germany, heavy chemical industry development period continues for more than 18 years, the four countries of the United States, Germany, South Korea, the heavy chemical industry average development period lasted 12 years, we estimate that the period of development of heavy and chemical industries in China will continue through at least 10 years, until 2015 . Therefore, in the next 10 years, with the process of promoting heavy and chemical industries in China, the Chinese enterprise scale, product technology, quality and so on will be significantly improved, enhanced international competitiveness of the domestic machinery products gradually replace imports and exports accelerated. Currently, the the the central machinery industry molecules industry such as ship, rail, container and container crane manufacturer has benefited from international industrial transfer, and will continue to benefit; power plant equipment, construction machinery, the bed will benefit from the transfer of industries to speed up the export process. This paper mainly discusses the composition of CNC machine tools, development trends, and practical applications.Keywords: trends, classification, composition, characteristics, application.一、数控机床的产生在机械制造工业中并不是所有的产品零件都具有很大的批量,单件与小批量生产的零件(批量在10~100件)约占机械加工总量的80%以上。
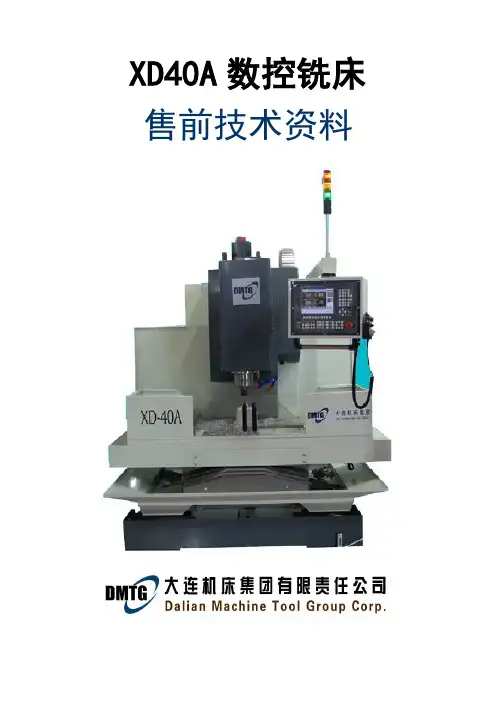
XD40A数控铣床售前技术资料第二部分XD-40A立式加工中心简介一、XD-40A主体构成二、XD-40A主要性能和特点XD-40A立式数控铣床是大连机床集团公司引进国际先进技术,自行研制开发生产的新一代数控机床,该机床独特的高速直线滚动导轨副(X、Y、Z轴)设计,该机床广泛应用于军工、航天、汽车、模具、机械制造等行业的箱体零件、壳体零件、盘形零件的加工。
机床配有自动润滑系统、冷却系统、手动喷枪及便携式手动操作装置(MPG),采用半封闭式防护罩。
1、机床底座、立柱、主轴箱体、十字滑台、工作台等基础件全部采用高强度铸造成型技术,内部金相组织稳定,确保基础件的高稳定性。
铸件结构经过机床动力学分析和有限元分析,使其几何结构更加合理,与加强筋的恰当搭配,保证了基础件的高刚性。
宽实的机床底座,箱形腔立柱、加宽加长的床鞍、负荷全支撑的设计,结构符合材料力学的先进设计理念,可确保加工时的重负载能力。
2、高速、高精密主轴:(1)主轴电机通过高扭力齿形皮带传动,不打滑,并可大幅减低传动噪音及热量产生。
(2)主轴采用精密级斜角滚珠轴承和滚柱轴承,高速高精密,标准转速可达8000r/min。
(3)高性能油脂润滑主轴轴承,经济的主轴头冷却系统,有效地控制主轴高速温升。
(4)主轴利用IRD动态平衡较正设备,直接校正主轴动态平衡,使主轴在高速运转时,避免产生共振现象,确保最佳的加工精度。
3、X、Y、Z轴进给均采用直线滚动导轨支撑,配之高精度滚珠丝杠副,滚珠丝杠经预拉伸后,大大增加了传动刚度并消除了快速运动时产生的热变形影响,因而确保了机床的定位精度和重复定位精度。
主轴箱移动(Z轴)配有中央导引设计的平衡锤装置(仅限于FANUC-0i-mate、大连数控、华中数控系统、MITSUBISHI-E68系统和GSK983M系统),即使在高速移动时,配重也不产生晃动。
配重与主轴箱重量比例精确可获得最佳的加工特性。
且使Z轴驱动电机具有良好的负载特性。
本科生毕业设计(论文)题目:磨床PLC控制系统设计姓名:学号:学院:电气工程和自动化学院专业:电气工程和自动化(电气方向)年级:指导老师:(署名)20XX年6 月1 日磨床PLC控制系统设计摘要磨床是利用磨具对工件表面进行磨削加工机床。
一般磨床电气系统由液压系统、砂轮、冷却泵和电磁吸盘和照明电路部分组成。
伴随在现代化工业生效率不停提升,磨床在加工精度、自动化程度、加工集约性等方面要求不停提升,传统磨床难以满足现代化加工工艺要求。
传统磨床在控制方面采取继电器—接触器电气控制系统过于复杂繁琐,且因为触点多、故障率高、可靠性差、体积大等缺点,正逐步被淘汰。
可编程控制器PLC是微机技术和传统继电接触控制技术相结合产物,它克服了继电接触控制系统中机械触点接线复杂、可靠性低、功耗高、通用性和灵活性差缺点,充足利用了微处理器优点。
利用PLC控制磨床运行,使线路得到简化,可靠性提升,响应速度显著加紧,正确度更正确;实现了磨床开启、停止、故障停止、紧急停止功效,可依据运行要求灵活切换磨床控制方法;提供过载,轻载,断相和电压不平衡保护;现场显示运行状态,实现智能化监控。
节省大量继电器元件,使机床工作效率更高。
本文以M7120平面磨床为例,关键介绍对磨床控制系统PLC改造。
关键词:平面磨床,PLC,控制系统Grinding Machine PLC Control System DesignABSTRACTThe grinder is the use of abrasive on the workpiece surface grinding machine tool. Plain grinding machine electrical system from the hydraulic system, the grinding heel, cooling pump and electromagnetic sucker and lighting circuit part. In modern industrial production efficiency with rising, grinder in the processing precision, automation, such as processing intensive requirements continue to increase, the traditional grinding machine can not meet the requirements of modern processing technology. In traditional grinding in control using a relay - contactor electrical control system is too complicated, and because the contact number, high failure rate, low reliability, large volume and other shortcomings, are gradually being phased out.PLC is the computer technology and traditional relay contact control technology combined with the product, it has overcome the relay contact control system in mechanical contact of the complex wiring, low reliability, high power consumption, universality and flexibility of the shortcomings of the poor, make full use of the advantages of a microprocessor. Use of PLC control grinding machine running, so the circuit is simplified, improved reliability, response speed to be accelerated apparently, the accuracy is more accurate; the grinder start, stop, failure to stop, emergency stop function, be under the operational requirements of the control switch grinder flexible; with light load, overload, open phase and voltage unbalance protection; field display running state, intelligent monitoring and save a lot of relay components. The machine has higher working efficiency. Based on the M7120plane grinding machine as an example, introduces the grinding machine control system 's PLC transformation.Key words: surface grinding machine,PLC,control system目录摘要.......................................................................................... 错误!未定义书签。
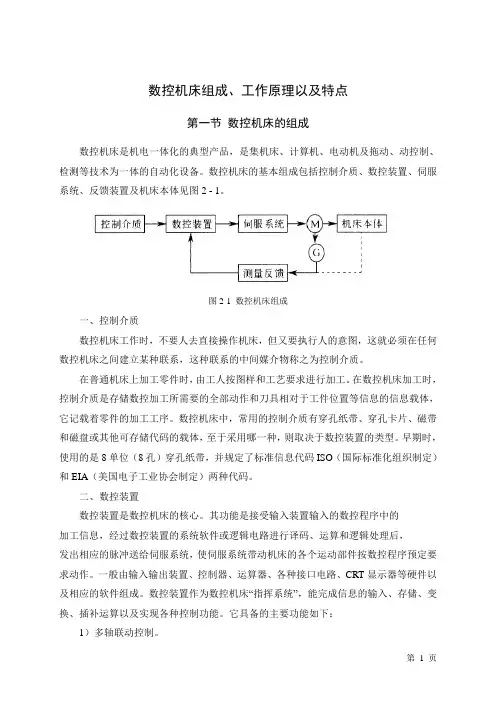
数控机床组成、工作原理以及特点第一节数控机床的组成数控机床是机电一体化的典型产品,是集机床、计算机、电动机及拖动、动控制、检测等技术为一体的自动化设备。
数控机床的基本组成包括控制介质、数控装置、伺服系统、反馈装置及机床本体见图2 - 1。
图2-1 数控机床组成一、控制介质数控机床工作时,不要人去直接操作机床,但又要执行人的意图,这就必须在任何数控机床之间建立某种联系,这种联系的中间媒介物称之为控制介质。
在普通机床上加工零件时,由工人按图样和工艺要求进行加工。
在数控机床加工时,控制介质是存储数控加工所需要的全部动作和刀具相对于工件位置等信息的信息载体,它记载着零件的加工工序。
数控机床中,常用的控制介质有穿孔纸带、穿孔卡片、磁带和磁盘或其他可存储代码的载体,至于采用哪一种,则取决于数控装置的类型。
早期时,使用的是8单位(8孔)穿孔纸带,并规定了标准信息代码ISO(国际标准化组织制定)和EIA(美国电子工业协会制定)两种代码。
二、数控装置数控装置是数控机床的核心。
其功能是接受输入装置输入的数控程序中的加工信息,经过数控装置的系统软件或逻辑电路进行译码、运算和逻辑处理后,发出相应的脉冲送给伺服系统,使伺服系统带动机床的各个运动部件按数控程序预定要求动作。
一般由输入输出装置、控制器、运算器、各种接口电路、CRT显示器等硬件以及相应的软件组成。
数控装置作为数控机床“指挥系统”,能完成信息的输入、存储、变换、插补运算以及实现各种控制功能。
它具备的主要功能如下:1)多轴联动控制。
2)直线、圆弧、抛物线等多种函数的插补。
3)输入、编辑和修改数控程序功能。
4)数控加工信息的转换功能:ISO/EIA代码转化,米英制转换,坐标转换,绝对值和相对值的转换,计数制转换等。
5)刀具半径、长度补偿,传动间隙补偿,螺距误差补偿等补偿功能。
6)实现固定循环、重复加工、镜像加工等多种加工方式选择。
7)在CRT上显示字符、轨迹、图形和动态演示等功能。
第1章绪论1.1 概述近年来,随着纳米技术的迅猛发展,在光学工程、微电子制造、航空航天技术、超精密机械制造、微机器人操作、地震测量、生物、医学及遗传工程等技术领域的研究都迫切需要亚微米级、微/纳米级的超精密驱动。
传统的驱动器技术功率\质量比低,必须远离驱动点安装,而且驱动器高速运转后需要减速装置变速,致使传动系统复杂、结构累赘。
显然,传统技术已不能满足工业领域发展的需求。
近年来国际上开始了压电精密驱动技术的研究。
压电材料在驱动时具有纳米级的稳定输出位移精度。
并且压电驱动线性好、控制方便、分辨率高、频率响应好、不发热、无磁干扰、无噪声等[1]。
同时,压电驱动器能实现体积小、质量轻、大功率密度的特点。
因此压电型精密微驱动技术已成为国内外的重点研究方向。
因此采用全新的驱动器——超声波电机来驱动位移机构。
超声波电机原理和结构完全不同于传统电磁式电机,没有绕阻和磁场部件,不是通过电磁相互作用来传递能量,而是直接由压电陶瓷材料实现机电能量转换的新型电机,其结构简单,具有单位体积出力大、响应性能优良等特点。
磁式电机已经存在100多年了。
在这种电机在工业上占据支配地位的同时,它的改革需要新的材料和设计的出现。
一个毫米级转子的电磁电动机用在手表上,可能需要一个直经为1cm的永磁铁。
这种压电超声电动机尺寸独立,因此在微小电动机的应用上得到了更多关注[2]。
1.2 超声波电机20世纪40年代,人们就知道了超声波电机的工作原理,但直到80年代,随着具有高转换效率的压电陶瓷材料的出现,以及电力电子技术的发展,才逐步研制出各种类型的超声波电机。
1961年,Bulova钟表公司首次尝试利用弹性振动获得动力,利用电磁力激振音叉,利用其往复运动拨动钟表齿轮。
这种钟表走时准确,每月只有一分钟的误差,打破了当时的纪录,引起了轰动。
1964年,苏联基辅理工学院(Kiev Politechnical Institute)的vrinenko设计了第一个压电旋转电机。
安徽工业大学毕业设计年级:大四系部:自动化专业:机电工程课题名称:数控机床横向进给设计学生姓名:戴海涛指导教师:冯本秀教师职称:讲师2010年6月20日摘要数控机床集中了传统的自动机床、精密机床和万能机床三者的优点,将高效率、高精度和高柔性集中于一体。
而数控机床横向进给技术水平的提高首先依赖于进给和主轴驱动特性的改善以及功能的扩大,为此数控机床对进给伺服系统的位置控制、速度控制、伺服电机、机械传动等方面都有很高的要求。
数车床改造是指以机械位置作为控制对象的自动控制系统。
在数控机床中,伺服系统主要指各坐标轴进给驱动的位置横向进给控制系统。
伺服系统接受来自CNC 装置的进给脉冲,经变换和放大,再驱动各加工坐标轴按指令脉冲运动。
这些轴有的带动工作台,使刀具相对于工件产生各种复杂的机械运动,加工出所要求的复杂形状工件。
横向进给系统是数控装置和机床机械传动部件间的联系环节,是数控机床的重要组成部分。
它包含机械、电子、电机(早期产品还包含液压)等各种部件,并涉及到强电与弱电控制,是一个比较复杂的控制系统。
横向进给的确是一个相当复杂的任务。
提高伺服系统的技术性能和可靠性,对于数控机床具有重大意义,研究与开发高性能的伺服系统一直是现代数控机床的关键技术之一。
关键词:横向进给数控化车床改造AbstractNumerical control lathe have following outstanding superiority than traditional lathe include:Can process out complicated parts, such as the Landscape orientation curve coming o ut in traditional machine tooling, curved surface etc; Because computer have superb op eration ability is can instantaneous to calculate out each coordinate axis instantaneous amount of exercise that should move accurate, Landscape orientation compound into th e complicated curve or curved realize automation automatically etc; Therefore can realiz e that nobody guards and processes for a long time.Numerical control lathe reform system, should reach in the design: There is high quiet dynamic rigidity; The coefficient of friction between the vice sport is little, the tran smission has no interval ; Landscape orientation to operate and maintenance. Lathe nu merical control should try one's best and reach and require while being above-mention ed when the transformation. Can't think and link numerical control device and ordinary lathe together and reach numerical control request of lathe, Also should carry on to m ain part corresponding transformation enable their reaching certain designing requireme nt, Purpose of transforming that could be expectedLandscape orientation the numerical control of lathe transforms the key step: The technology of the transformation I Whether the technology lay, circuit move towards a nd be regular, adjust components and parts position, seal and not essential to decorat e etc. At last debugging it.Key words: landscape orientation numerical control lathe reform目录摘要............................................................. .2 Abstract (3)目录 (4)第一章引言 (5)1.1 设计目的及方法 (5)1.2 进给系统概述 (6)第二章进给传动设计 (7)2.1 主切削力计算及技术参数 (7)2.2 滚珠丝杠螺母副的选择与计算 (9)2.2.1滚珠丝杠螺母副的选择 (9)2.2.2丝杠螺母副的计算 (10)2.2.3滚珠丝杠螺母副的校核 (12)第三章动力计算 (17)3.1 支撑轴承的设计 (17)3.2 伺服电机的选择 (17)结论 (18)致谢语 (19)参考文献 (20)第一章引言1.1 设计目的及方法设计的目的是培养综合运用基础知识和专业知识,解决工程实际问题的能力,提高综合素质和创新能力,受到本专业工程技术和科学研究工作的基本训练,使工程绘图、数据处理、外文文献阅读、程序编制、使用手册等基本技能得到训练和提高,培养正确的设计思想、严肃认真的科学态度,加强团队合作精神。
摘要本文主要论述了回转工作台的设计过程。
工作台是加工中心的重要部分。
加工中心机床除了沿X、Y和Z三个坐标轴直线进给运动外,往往还带有绕X、Y和Z轴的圆周进给运动。
一般圆周进给运动由回转工作台来实现。
回转工作台是采用分度工作台的设计。
工作台分度转位动作包括:工作台旋转,凸轮脱离啮合,完成分度前的准备工作;回转分度;凸轮重新啮合,完成定位夹紧共二个步骤。
正文部分着重讲述了电机、同步带和主要轴承的选择、同步带轮、凸轮和圆盘滚子的设计计算。
设计过程中使用CAD技术进行设计。
关键词:工作台分度转位目录前言 (2)第一章绪论 (3)1.1 回转工作台简介 (3)1.1.1 通用转台 (3)1.1.2 精密转台 (4)1.2 工作台交换系统 (4)1.3本文主要研究内容 (4)第二章传动部分设计 (5)2.1电动机的选择 (5)2.1.1选择电动机类型 (5)2.1.2选择电动机功率 (5)2.1.3确定电动机转速 (6)2.2 传动比的分配 (7)2.3 V带设计步骤和方法计算 (7)2.3.1 确定设计功率,选取V带类型 (7)2.3.2 确定带轮基准直径 (7)2.3.3验算带的速度 (8)2.3.4 距确定普通V带的基准长度和传动中心 (8)2.3.5 验算主动轮上的包角 (9)2.3.6计算V带的根数 (9)2.3.7计算初拉力 (10)2.3.8计算作用在轴上的压力 (10)2.4减速器的分析与选择 (12)第三章工作台的设计 (13)3.1圆柱凸轮的设计计算 (13)3.1.1圆柱分度凸轮工作轮廓的设计计算 (13)3.1.2圆柱分度凸轮轮廓曲面展开为平面矩形时的设计计算 (14)3.1.3圆柱分度凸轮机构的主要运动参数 (16)3.2滚子圆盘的设计选用 (16)3.3工作台的设计 (16)3.4轴的设计与计算 (17)3.5主要轴承的选择 (18)第四章其他元件的选择 (22)4.1平键的选择 (22)4.2润滑与密封 (22)第五章设计总结 (23)致谢 (25)参考文献 (24)前言机械工业担负着国民经济各部门,包括工业、农业、和社会生活各个方面提供各种性能先进、价格低廉、使用安全可靠的技术装备的任务,所以在现代化建设中是举足轻重的。
摘要随着世界进入现在代化科技文明至今,现代科学技术的不断发展,极大地推动了不同学科的交叉与渗透,导致了工程领域的技术革命与改造。
在近代工业上PLC的问世给所有工业部分带来飞跃的进步,人们利用PLC的优点改变传传统工业的控制技术,让工业实现真正的全自动化。
在人类文明至今机械工具不断的改进,到工业革命之后一次又一次的飞跃给现在所有科技生活等部分带来了翻天变化,就现在工业生产中十字滑台是最新科技领先的技术中的一个常应用的工业生产模块。
在科技不断地升级换代,世界各发达国家在各技术部分的技术水平已经非常成熟,然而我国在很多科技部门仍然是空缺众多。
就目前关于本文章的十字滑台的精确度就是目前我国一项重大空缺,所以本文章设计是关于如何利用PLC技术来实现十字滑台的更精确、更方便、更灵活,PLC的使用可以利用其优点来弥补我国在这些工业技术上的缺陷.课题研究主要工作就是研究如何PLC编程进行对十字滑台的精确控制,十字滑台系统主要X 轴方向滑台、Y轴方向滑台、X—Y轴定位及划线。
在设计中很多方面都涉及机械方面的机械滑轮和齿轮和自动化方面的PLC控制理论与程序以及相关学科的知识来实现十字滑台的电动机的运转,实现最终十字滑台的设计要求。
关键字:PLC、十字滑台、X轴、Y轴AbstractNow as the world entered the generation of the civilization of science and technology, the continuous development of modern science and technology, greatly promote the cross of different subjects and penetration, led to the revolution and reform in the field of engineering. In the advent of modern industrial PLC brings all the industrial part of leap progress, people of have a little change the traditional industrial control based on PLC technology, make industry to realize the real full automation。
精密工作台控制系统设计
姓 名:
学 号:
专 业:
学 院:
精密工作台控制系统设计
一、 实验目的及实验内容
掌握精密仪器控制系统的设计方法,利用单片机软、硬件系统通过三相或四
相步进电动机实现精密工作台位移、速度(满足电机的加、减速特性)、方向、
定位的控制。
二、
实验设备
精密工作台(丝杠螺母副导程4mm)、步进电动机(57BYGH210)、单片机开发
系统、电机驱动电路、显示控制电路等。
步进电机57BYGH210的参数如下所示:
三、 实验要求
系统为开环伺服系统,执行元件为步进电动机,传动机构为丝杠螺母副。工
作台脉冲当量:δ=0.01 mm /脉冲;最大运动速度=1.2m/min;定位精度=±0.01
mm;空载启动时间=25ms。
四、 实验原理
(1)主要元器件介绍
单片机:MSP430F149 MSP430是德州公司新开发的一类具有16位总
线的带FLASH 的单片机,由于其性价比和集成度高,它采用16位的总线,外设和
内存统一编址,寻址范围可达64K,还可以外扩展存储器.具有统一的中断管理,具
有丰富的片上外围模块,片内有精密硬件乘法器、两个16位定时器、一个14路
的12位的模数转换器、一个看门狗、6路P口、两路USART通信端口、一个比
较器、一个DCO内部振荡器和两个外部时钟,支持8M 的时钟.由于为FLASH型,
则可以在线对单片机进行调试和下载,且JTAG口直接和FET(FLASH
EMULATION TOOL)的相连,不须另外的仿真工具,方便实用,而且,可以在超低功
耗模式下工作,对环境和人体的辐射小,测量结果为100mw左右的功耗(电流为
14mA左右),可靠性能好,加强电干扰运行不受影响,适应工业级的运行环境,适合
与做手柄之类的自动控制的设备.我们相信MSP430单片机将会在工程技术应用
中得以广泛应用,而且,它是通向DSP系列的桥梁,随着自动控制的高速化和低功
耗化 ,
液晶屏:LCD1602 5V供电,对比度可调,有80字节显示数据存储器
DDRAM,可显示26个英文字母和10个阿拉伯数字。
驱动芯片:L298是一种双全桥步进电机专用驱动芯片,内部包含四信道
逻辑驱动电路,是一种二相和四相步进电机驱动内含两个H-桥的高电压,大电
型号 相数 电压 电流 电阻 电感 静转矩 定位转矩 重量
单位 V A Ω mH N.m Kg.cm Kg
57BYGH210 4 4.8 1.5 3.2 4 0.8 0.7 0.65
流双全桥式驱动器,接收标准TTL逻辑信号,可驱动46V,2A以下的步进电机。
四个输入端可控制电机的正反转,四个输出端直接和步进电机相连,ENABLE
控制电机的停转。
光耦隔离芯片:TLP521-4是可控制的光耦合器件,光电耦合器件广泛运用
在电脑终端机,可控硅系统设置,测量仪器、影印机、自动售票、家用电器,比
如电风扇、加热器等。电路之间的信号输出,使之前端与负载完全隔离,目的在
于安全性,减小电压的干扰,减化电路的设计。
(2)电路设计框图如下:
(3)原理分析:
通过对MSP430F149单片机编程,实现按键控制和LCD1602液晶显示。由
于MSP430F149的I/O的电压是3.3V,不符合L298驱动芯片的输入电压要求,
固通过光耦隔离芯片TLP521-4,将I/0的3.3V电压提升至5V,然后接进L298
来控制电机的加减速和正反转以及精确定位等目的。
五、 电路原理图
(1)MCU(MSP430F149)电路图如下:
MSP430
按键
控制
液晶显示
电机驱动 步进电机
(2)按键控制电路:
(3)液晶显示电路:
(4)电机驱动电路
总电路图如下所示:
六、 软件流程图:
开始
关闭看门狗
初始化系统时钟
初始化LCD1602
初始化按键扫描
初始化定时器A
开总中断
按键扫描
有键按下?
处理相应的按键
并进行LCD显示
Y
N
七、 思考题:
(1)精密仪器控制系统设计的关键是什么?
答:关键是驱动电路的设计和软件的编程。
(2)若精密工作台的脉冲当量δ=0.001 mm /脉冲,该系统应增加什么机构满足要求?
答:可以从机械和软件两方面调节,机械方面:可以添加可以加齿轮传动装置,工作台
一边使用小齿轮,电路这边使用大齿轮,也可以使用螺杆,螺母等一些传动装置。软件
方面:可以将原来的一个脉冲分成十份,可以通过D/A转换实现。