了解PA料
- 格式:doc
- 大小:49.00 KB
- 文档页数:5
致:各PE CC:张厂、牟厂
由:陈耀辉CC:黄总、李生
日期:2006年5月10日
题:了解PA料
现我厂绝大部分的制品都使用聚酰胺,俗称尼龙,英文简称PA。
为了更好地了解该料的性能,在日后的工作方面起到帮助作用,值得阅读。
以下所说都是我在一些杂志抄录和经验之谈,如有不对的地方,敬希原谅和加以改正,谢谢!
一、聚酰胺又称尼龙、PA,以下简称PA。
PA是一类塑料,品种繁多。
常见的有PA66、PA610,PA6及我国独创品种PA1010等等。
PA 具有优良的韧性、耐磨性、和自润滑性、良好的耐化学腐蚀性、耐气体透过性、耐水及耐油性,容易着色、无毒、抗酶菌、但吸水性大、PA6弹性好,冲击强度高、吸水最大,PA66性能优于PA6,强度高,耐磨性好,吸水性比PA6小,PA610与PA66相似,但吸水小,为PA66的一半,刚度低,PA1010半透明,吸水小,耐磨性较好,平均吸水率为0.8%~1.0%。
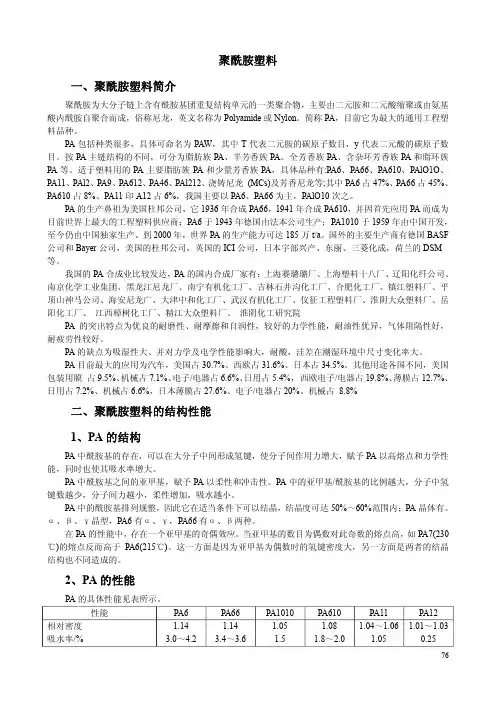
下面介绍几种常用PA主要性能指标给大家作参考:
二、PA的应用范围
器、仪表等零件。
三、PA的成型性能
1、PA是结晶型塑料,熔点明显且高,熔融温度范围窄,热稳定性差,料温超过300℃,滞留时间超过30分钟,即分解。
特别在有氧存在下能速降解历程,较易吸湿,需干燥,含水量不能超过0.3%。
2、流动性好,易溢料。
3、成型收缩率大,PA6为0.8%~2.5%、PA66为1.5%~2.2%、PA610为1.2%~1.8%、PA1010为1%~2.3%。
方向性明显,易发生缩水、变形等缺陷。
4、模温按塑胶件的壁厚,在20~90mm范围内先取,一般来说,高的模温对流动性有利,对复杂制品更显的重要,但由于PA是结晶塑料,充满型腔后的冷却率,对制品的结构和性能有明显的影响,通常情况下,当要求的尺寸伸长率高、透明性较好的薄制品时,模温应偏低些,当要求的尺寸硬度高,耐磨性较好,使用时变形小的厚制品时,模温应偏高,使结晶度增加,形状复杂的薄壁制品,相对模温也偏高些,以确保熔体充满型腔,防止熔体过早凝固或防止制品内部产生凹陷、汽泡和较大的内应力,但要注意模温高时,制品的收缩率也比较大。
总的来说,决定模温最主要的因素是制品壁厚。
壁厚小于6mm时,模温可选40~60℃,大于6mm时可选60~100℃。
如PA里如有玻纤的,模温比原料要高,决定于玻纤的比例,在15%以内的,比原料模温高出10℃~20℃,超过20%以上,比原模温高25℃~35℃。
四、成型工艺
1、原料的处理。
由于分子结构中含有酰氨基因,使PA吸水性较大,如果在注塑前吸收水份过大,制品的外观和性能都会受损,在熔点以上温度约255℃时,水分子会与PA发生化学反应。
(水解或裂解)使PA氧化变色,流动性增大,给加工带来困难,并对制品性能造成损害,会造成不光洁、银丝、斑纹、微孔、汽泡、机械性能下降,为使PA 顺利成型,并确保制品的质量,在成型前必须进行干燥处理,把水含量控制在0.3%以下,最好不超过0.1%。
由于PA中的酰氨基对氧敏感,与空气中的氧接触会发生氧化变色甚至降解,使制品发脆,所以最好采用真空干燥,真空干燥脱水率高,干燥时间短,干燥后的粒料质量好,如果没有真空设备也可采用常压热风干燥和沸腾干燥。
PA粒料常用几种干燥方法和干燥条件见下表:
干燥好的尼龙应注意保存,最好是即时使用,以免再吸湿。
在料中
的存放时间也不能太长,一般雨天不超过1H,晴天限制在3H以内,为保险起见,料斗上可安装红外线灯作保湿用。
2、成型温度
料筒温度应根据各种塑料的熔点来定,螺杆式注塑机料筒温度可比熔点高10~30℃,而柱塞式注塑机料筒温度比熔点高30~50℃,料筒温度对制品的收缩率有很大影响。
温度高、收缩率大,反之收缩率小,由于PA热稳定性差,料筒温度一般不超过300℃(加玻纤可适当加温)。
熔体在料筒内的停留时间不能超过30分钟,否则易使熔体变色。
由于模具与喷嘴的温差大,成型时,模具与喷嘴长期接触,使喷嘴壁温因散热而降低至尼龙熔点以下,使熔体凝固在喷嘴内堵塞喷孔,所以喷嘴必须单独装置电热器,以便调整和控制喷嘴的温度。
PA料筒、喷嘴和模具温度参考表
5、制品处理
(1)热处理
为了清除内应力,稳定制品尺寸,尼龙制品在脱模后,都要进行热处理。
比较简使用的方法是将制品浸入甘油或液体石蜡中进行处理,处理液的温度为100~120℃(高于制品使用温度10~20℃)处理时间随制品壁厚而定,约为15~40分钟(壁厚取大值)。
处理好的制品从热处理槽中取出时应避风吹,让其缓慢冷却到室温,否则制品表面由于冷却不均又会造成新的应力。
(2)调湿处理:
PA制品存放一段时间后会因吸收空气中的水分变形膨胀,尺寸发生变化,为保持尺寸的稳定性,提高制品的强度,尼龙制品还需要进行调湿处理。
即把制品在相对湿度为65%的大气中放置一段时间,让其达到所要求的平衡吸湿量(约4%)。
由于这一过程进行缓慢,厚制品往往需要很长时间,为加速吸湿,调湿处理都是在加热介质中进行,这样制品可在较短的时间内达到吸湿平衡。
常用的加热介质是沸水或醋酸钾水溶液(醋酸钾与水的比例为 1.25,沸点为121℃)温度为80~100℃,浸泡时间取决于制品的壁厚和形状,厚度为1.5mm的约2H,3mm的约8H,6mm的约16H,调湿处理对改善塑料内的晶体结构提高制品韧性,改善内应力分布状况都有好处,而且效果比热处理更佳。