API650-6_7_8_9-翻译
- 格式:doc
- 大小:226.50 KB
- 文档页数:25
6—制造6.1 概述6.1.1 工艺6.1.1.1 制造API650 标准储罐的全部工作,应符合本标准和在询价或订购单中认可的替换规定。
制备工艺与加工等都应是优良的,并接受制造单位检查人员最为严格的检查,不管买方是否放弃了某些检验项目。
6.1.1.2 当材料要求矫正时,应在下料和成型之前用加压或其它无害的方法进行。
除非将材料加热到锻造温度,否则不允许加热或用锤击的方法矫正。
6.1.1.3 用于辅助储罐制造的材料不应对储罐的结构完整性产生不良影响。
润滑油、有色粉笔、胶粘剂和焊接防飞溅喷剂不应包含对储罐产生不良影响的材料,如用于不锈钢材料的硫、氯化合物。
即将焊接到压力边界上的连接件,在焊缝12 mm (0.5 in.)范围内的焊缝区均不应有锌涂层或镉涂层。
6.1.2 板边加工板边可以剪切、机械加工、铲削、或自动火焰切割。
对焊接头,剪切板厚最大为10 mm(3/8in.);搭接接头,剪切板厚最大为16 mm (5/8in.)。
注:经买方同意,对焊接头,剪切板厚最大可为16 mm (5/8in.)。
火焰切割的板边应均匀光滑,焊前应去掉氧化皮和焊渣等堆积物。
切削或剪切边缘要用钢丝刷刷过。
边缘表面上薄的锈膜不需要除去。
罐顶和罐底板的圆周边缘可以用氧气切割。
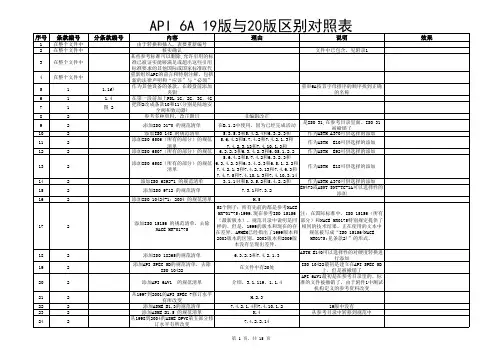
• 6.1.3 壁板成型图6-1中提供了储罐安装之前符合储罐曲率的壁板成型标准。
如果储罐直径超出图6-1规定的限值,或者如果制造方关于任何直径的替代程序获得买方接受,则允许壁板成型与罐壁安装同时进行。
6.1.4 标记所有切割成型专用钢板和罐顶支撑构件,在包装起运前应按制造图注上标记。
6.1.5 运输装运的钢板和储罐材料,应保证交货时不受损伤。
对螺栓、螺母、螺纹管接头及其它小的零部件应装箱、装桶或装袋交运。
所有法兰面和其它机械加工表面应采取防腐蚀和防止物理损伤的保护措施。
6.2 车间检验6.2.1 在任何时候执行合同规定的任何工作时,买方检验人员应能自由进入与合同有关的任何制造车间之内。
制造方应向买方检验人员提供各种合理的方便条件,以证明制造方是按本标准供给材料的。
另外,按9.3 的要求考核焊工用的试件也应提供给买方检验人员。
除非另有规定,检验工作应在装运之前在制造地点进行。
在钢厂即将轧板和制造即将开始时,制造方应事先通知买方制造进度,以便需要时,买方检验人员可以赶至现场。
通常钢厂的钢板试验足以证明所提供钢板的质量(6.2.2 中注明者除外)。
图6-1—壁板成型当买方原始合同有规定时,钢厂应按材料标准规定将试验报告或证明书提供给买方。
6.2.2 钢厂和制备车间的检验不能取代制造方应担负下述责任,更换在现场发现的有缺陷的材料并返修制备工艺造成的缺陷。
6.2.3 任何材料或制造工艺不符合本标准的要求时,买方检验人员可以拒绝接收该材料以及与合同有关的其它材料。
在钢厂和制造方验收后,或在储罐安装和检验时发现存在有害缺陷的材料时,不得使用。
并将此结果书面通知制造方,要求制造方迅速提供新的材料和进行必要的调换或进行适当的修理。
6.2.4 a. 在将钢板安装到储罐上之前或者在将接管插入壁板之前,制造方应对罐壁和顶板的所有边缘进行外观检查,以便确定是否存在分层。
如果发现存在分层,制造方应对该部位进行超声波试验,确定分层的范围,并且应废弃钢板或按照6.2.4b 进行修补。
安装前要求的成型壁板厚度 不要求成型注:在以上实线及实线上方的任何直径和厚度结合区在安装之前都要求成型。
储罐直径b. 如果发现的分层长度不超过75 mm (3 in.)、深度不超过25 mm (1 in.),可以通过边缘刨销以及重新焊接来封住分层。
在开始制造之前,制造方应提交边缘修补程序并获得买方接受。
对于超出这些限值的分层,制造方可以选择丢弃钢板或通过完全清除分层来修补钢板。
在进行修补之前,制造商应记录分层的范围,并提交个案修补程序,供买方批准。
7—安装7.1 概述7.1.1 除了合同中另有规定外,买方应提供必要的基础和拱坡工作。
开始工作之前,制造方应检查基础的水平公差和轮廓,如发现有任何可能影响完工质量的任何缺陷,应通知买方。
除非制造商另有约定,否则记录的缺陷应由买方纠正。
7.1.2 在买方将储罐基础移交给制造方后,制造方应保持罐下方的拱坡轮廓准确,无诸如粘土、煤、煤渣、金属废料或任何动植物性物质等杂质。
由于制造方的操作导致基础或拱坡表面发生任何损坏,制造方应负责修补。
7.1.3 除7.2.1.9所允许外,在储罐建造过程中,相互接触的表面上不应涂漆或有其它物质。
7.1.4 储罐内外构件的表面油漆或其它保护涂层应在合同中规定,并由合格工人来完成。
7.1.5 所有焊接到罐体外部的临时连接件应除掉,并应将明显突起的焊接金属从板上铲掉。
如果在去除连接件时,无意中造成钢板撕裂,应通过焊接且随后将表面打磨光滑来修补损坏部位。
7.1.6 所有焊接到罐体内部(包括罐壁、罐顶、罐底、罐顶支柱和其它内部构件)的临时连接件,都应去除,任何明显突起的焊接金属应打磨光滑。
如果在去除连接件时,无意中造成钢板撕裂,应通过焊接且随后将表面磨削光滑来修补损坏部位。
这项工作应在内部涂漆、固定顶举升、浮顶初次浮动以及突起可能造成损坏的任何其它情况之前完成。
7.2 焊接细节7.2.1 概述7.2.1.1 储罐及其结构附件应用适当的焊接设备,采用手工电弧焊、金属极惰性气体电弧焊、钨极气体电弧焊、氧-可燃气焊接、管状焊丝电弧焊、埋弧焊、电渣焊或电气焊的工艺进行焊接。
在制造方和买方一致同意后,才可使用氧-可燃气焊接、电渣焊或电气焊。
当材料需作冲击试验时,不能使用氧-可燃气焊接方法。
储罐的焊接按照ASME 标准的第IX 部分或本标准的第9章的工艺要求。
进行焊接时保证与母材金属完全熔透。
7.2.1.2 当焊接零部件的表面因雨、雪或冰而潮湿时,下雨、下雪或有大风时,除非焊机和工件有适当的保护措施,否则不准进行任何形式的焊接。
另外,金属温度低于表7-1中规定的温度时,应进行预热,在这种情况下,母材上起弧处75mm(3 英寸)范围以内应至少加热至表7-1中规定的温度。
7.2.1.3 每层焊缝金属或多层焊缝金属,应在下一层焊缝金属焊接前清除掉焊渣和其它沉积物。
7.2.1.4 所有焊缝边缘均应和钢板表面熔合,无尖角。
7.2.1.5 所有焊缝不得有干扰NDE 结果的皱褶、凹槽、焊瘤、急剧隆起和凹陷。
7.2.1.6 在焊接操作中,所有接搭焊接头的钢板应紧密接触。
7.2.1.7 如果未有买方的书面批准,制造方建议的钢板焊接定位方法应交于买方检验员批准。
7.2.1.8 当焊缝为手工电弧焊,组装罐壁纵焊缝处的点焊焊缝应去除,不应留在完工的接缝中。
如采用埋弧焊方法,应完全去除掉点焊处的焊渣。
点焊如果很牢固而且全部熔合于其后焊接的金属中,则可不必除掉。
无论点焊是去除还是保留,都应使用符合ASME 标准第Ⅸ部分的填角焊接或对焊工艺规程。
保留的点焊是符合ASME 标准第Ⅸ部分考核合格的焊工焊接的,并经外观检查,如发现缺陷应去除(见8.5 外观检查标准)。
7.2.1.9 如焊接表面处采用保护涂层时,应将所用涂料成份和涂层的最大厚度包括在焊接工艺评定试验中。
7.2.1.10在罐壁板或罐底环形边缘板上采用手工电弧焊时应使用低氢电焊条,包括第一层壁板与罐底或环形边缘板的连接,条件如下:a. 罐壁钢板厚度(两块连接钢板中的较厚者)大于12.5mm (0.5 英寸),罐壁用I-III 组的材料。
b. 所有罐壁钢板厚度,罐壁用IV 、IVA 、V 、VI 组的材料。
7.2.1.11 在储罐正式装产品之前,充水试验之前或之后,小型非结构件如:绝缘保温用的卡子、保温钉stud and pin (支撑环、支撑扁钢除外)在罐壁的外表面(包括补强件、焊后热处理件的表面)、罐顶上焊接时,应采用电弧螺柱焊、电容储能放电电焊、手工电弧焊工艺进行焊接。
条件如下: 表7-1-最低预热温度按表2-3的材料分组较厚板的厚度(t )mm(in.) 最低预热温度分组I 、II 、III和IIIA 分组IV 、IV A 、V 和VIa. 焊缝间距达到5.8.1.2a的要求;b. 电弧螺柱焊适用于螺柱最大直径为10mm(3/8 英寸)或相等横截面积的螺柱。
c. 采用手工电弧焊工艺进行焊接时,应使用最大直径为3mm(1/8 英寸)的低氢电焊条。
d. 除电容储能放电电焊焊缝外,其它焊缝按照7.2.3.5 的要求检查。
无论罐壁材料为何种,电容储能放电电焊焊缝应进行目视检查。
e. 电弧螺柱焊、电容储能放电电焊工艺应按照ASME 第IX 部分进行评定。
但电容储能放电电焊工艺所用电源功率小于等于125 瓦特时,无需进行评定。
按照ASME 第IX 部分进行评定合格后,手工电弧焊工艺才可使用。
7.2.2 罐底7.2.2.1 在底板铺平并点焊后,应由制造方采用收缩变形的最小的焊接顺序进行接头焊接,使罐底焊接后尽可能的趋于平整。
7.2.2.2 罐壁与罐底之间的焊接应在罐底焊缝全部焊完之前进行,罐底所留下的未焊接缝用以补偿之前完成的焊缝收缩。
7.2.2.3 罐壁板可用罐底上的金属夹具体来定位。
壁板可以先点焊在罐底板上,然后在壁板的底端和罐底之间再开始连续焊接。
7.2.3 罐壁7.2.3.1 用对焊连接的壁板应准确定位,在焊接过程中保持在原来的位置。
当板厚大于16mm(5/8 英寸)时,纵向焊缝错边量不超过板厚的10%或3mm(1/8 英寸),取两者的较小值;当板厚小于或等于16mm(5/8 英寸)时,纵向焊缝错边量不超过1.5mm(1/16 英寸)。
7.2.3.2 对于焊接完的环向焊缝,上圈壁板在任意一点的突出量(上圈壁板面突出下圈壁板面的值)不超过上壁板厚度的20%且最大值不超过3mm(1/8 英寸)。
当板厚小于16mm(5/8 英寸)时,不超过1.5mm(1/16 英寸)。
• 7.2.3.3 在开始正面的第一道焊接之前,双面对接焊接头反面的打底焊道应彻底清根,使其表面能和附加的熔焊结束融合良好。
清根可通过铲切、磨削、熔出方法进行。
如果第一道打底焊的背面既光滑又没有因夹渣引起的裂纹时,可按现场检验的条件采用买方同意的其它方法。
纵向接头需要采用多道焊工艺,每次焊道厚度不超过19mm(3/4 英寸)。
7.2.3.4 对于厚度大于38mm(1.5 英寸)(以接头处较厚板的厚度为准),每层罐壁的环向和7.2.3.5 对Ⅳ、IVA、V 或VI 组的材料焊接时应遵守本部分的规定。
永久性或临时罐壁附件(罐壁和罐底焊接见7.2.1.10)应使用低氢型焊条焊接并采用不会引起内部焊接裂纹的焊接工艺。
当选用厚板的焊接工艺或低温焊接的焊接工艺时,应考虑预热的必要性。
永久性罐壁附件的焊缝(不含罐壁和罐底的焊缝)和去掉临时附件的地方应进行外观检查和磁粉检查或液体渗透法。