自动化生产线复习题
- 格式:doc
- 大小:83.07 KB
- 文档页数:2
1. 气压传动系统的主要组成部分有:动力装置、控制装置、 执行元件 和 辅助原件 组成 。
2.电磁换向阀按控制数分类有单控式、双控式两种类型。
3.光电传感器把光信号转变为电信号。
4.根据接收光的方式不同,光电式传感器分为反射式、对射式和漫射式三种。
5.伺服电机的转速由脉冲的 频率决定,旋转位移由脉冲的数量决定。
6. PLC 有三种输出形式,它们是继电器 输出,晶闸管 输出和晶体管式输出 。
7
单元和输送单元五部分组成
8. 双电控电磁阀的两个电控信号不能同时为9.YL-335B 实训台装置侧接线端口采用三层端子结构,上层用于连接 DC24V 电源,中间层用于连接 各信号线 、下层用于连接DC24V 电源的0V 端。
10.S7-224XP 型PLC 本体集成了模拟量I/O 功能,可实现2通道的A/D 转换和1通道的
11.供料单元料仓外有两个光电传感器,其作用为检测工件
12. 气路连接完毕后,应用扎带绑扎,两个绑扎带之间的距离不超过二、选择题
1.不是构成气动三联件的元件是( B ) 。
A 油雾器B 干燥器C 减压阀D 空气过滤器
2.变频器主电路的输出与 A 连接。
A 三相异步电动机B PLC C 驱动器D 步进电机
3. 在PPI 网络配置中,NETR 是( A )指令A 网络读B 网络写C 写网络 D 读网络
4. MM420变频器参数中,恢复出厂值的参数B )AP0004 BP0970 CP0000 DP0001
5.二位五通电磁阀有B )A.两个工作位置,两个通路B. 两个工作位置,五个通路C. 一个工作位置,两个通路 D.五个工作位置,两个通路
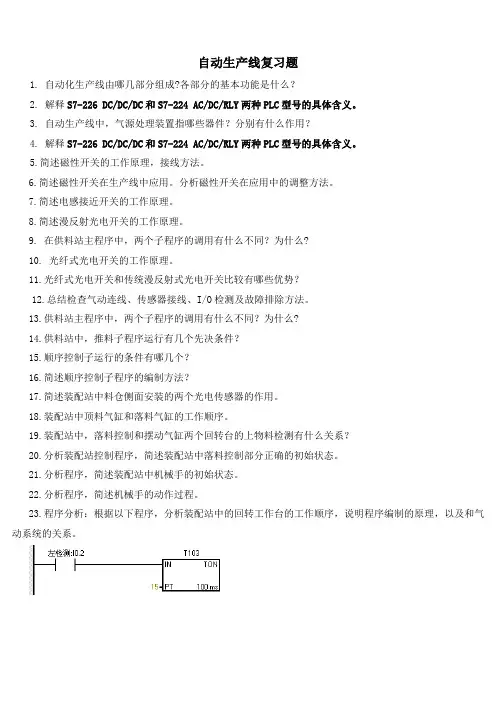
6. PLC 在工作时候采用(A )原理A 循环扫描B 输入输出C
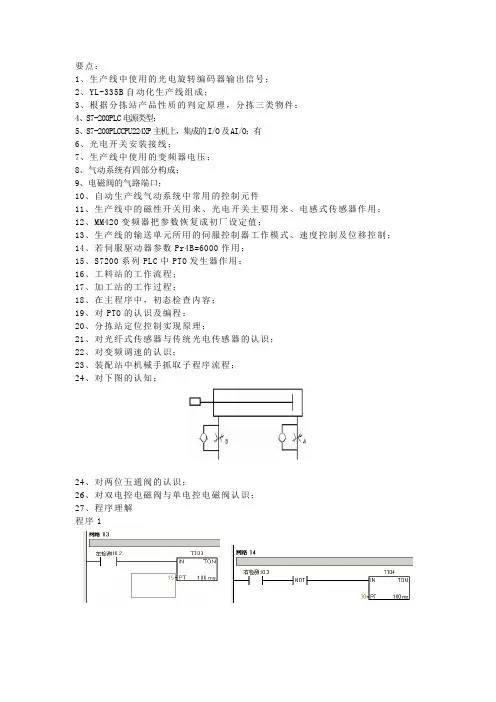
分段采样、集中输出 D 、集中采样、分段输出 7. S7-200系列PLC 的YL-335B 设备,通信方式采用(B )A ,MPI 协议 B.PPI 协议C. TCP/IP 协议 D. PROFIBUS 协议 8.漫反射光电开关的工作原理是利用光照射到( A )上后反射回来的光线而工作的。
A 被测工件B 感光元件C 光敏电阻 D 光敏二极管
9.脉冲当量是指(A )A.每发一个脉冲信号,电机的位移量B 每发一个脉冲信号,电机转过的角度C 电机转过1mm 时,
发出的脉冲数 D 电机转过1°角时,发出的脉冲数 10.电磁阀的线圈应接在(D )。
A 气缸的进气口B.气缸的排气口C. PLC 的I 端 D. PLC 的Q 端,11哪种传感器可用于检测金属(B )A 光纤传感器B 电感传感器 C 旋转编码器D 磁性开关
12.哪种气缸由于径向尺寸较大,需要进气气流有较大压力,使用的气管较粗(C )。
A.摆动气缸B 导向气缸C 薄型气缸 D.气动手指
13 TPC7062K 触摸屏与S7-200系列PLC 连接时,需在MCGS 组态界面的( B )里进行通讯设置。
A 主控窗口 B.设备窗口 C. 用户窗口D. 运行策略
14 节流阀一般安装在( B )的排气口处。
A 空气压缩机
B 控制元件
C 辅助元件
D 、执行元件 15松下伺服驱动器在YL-335B 生产线中,使用的是( A )运行方式。
A 位置控制
B 速度控制
C 转矩控制D.全闭环控制
三、问答题
1. 简述磁性开关的工作原理,分析磁性开关是如何控制气缸活塞运动的两个位置的?
答:原理:当磁感性物体接近是,磁性物体的磁场直接用于干簧管或霍尔碰敏感传感器,传感器因为外部磁场的作用而动作,并输出开关信号。
磁性开关在生产线中用于气缸的伸出或缩回的检测,在装配中再气动摆台中用磁性开关检测旋转到微信号;跳帧方法:先把磁性开关装在气缸上,磁性开关的位置根据控制对象的要求调整,只要让磁性开关到达指定位置后
用螺旋刀旋紧固定螺钉。
2. 简述分拣单元的基本结构和功能。
答:传送带机构,分拣机构,变频器模块,plc 模块,电磁阀组,接线端口,底板等。
功能:实现不同属性的功能。
3.简述装配单元装置侧部分的基本结构。
答:管形料仓,下料机构,回转物料台,装配机械手组件,装配台料斗,警示灯
4. 简述供料单元中如何用两个光电传感器检测工件的不足和没有。
答:在供料单元料仓的底部和第五个工件位置分到安装一个光电传感器,当第五个工件位置光电传感器动作指示灯灭,底部光电传感器动作指示灯亮时表示供料不足;当地不和第五个工件位置的光电传感器动作指示灯不亮时表示缺料。
5.简述供料单元安装与调试的工作过程。
答:①首先进行组件装配然后在进行总装②各组装配好后用螺栓把他们连接成整体,再用象皮链把装料管敲入料口底座③机械部件装配完毕后,装上欠料检测,金属检测和物料台检测等传感器。
6.简述输送单元中抓取机械手装置的构成和功能。
答:气动手爪,双杠气缸,回转气缸,提升气缸功能:实现四自由度运动松开和沿垂直轴旋转的四维度运动的工作单元完成抓取和放下工件的功能
7.简述加工单元的基本结构和功能。
答:物料太哦滑动机构,加工机构,电磁阀组,接线端口,plc模块,急停按钮,底板
8.简述供料单元的基本结构和功能
答:工件装料管,工件推出装置,支架,阀组,端子排组件,急停按钮底板功能:将放置在料仓中的工件推送到物料台上以便机械手抓取
四、程序
1.根据I/O 地址分配表,输送站的部分程序,简述机械手的动作过程。
2.根据I/O地址分配表,输送站的部分程序,简述机械手的动作过程。
3.供料单元中两气缸的工作过程为:顶料气缸伸出,到位后,
推料气缸伸出,到位后,推料气缸缩回,缩回到位后,顶料
气缸缩回。
选用的PLC为S7-224AC/DC/RLY,根据控制要
求和I/O地址分配表,要求:补全PLC程序,画出PLC的控
制电路图。
PLC
输入点
信号名称PLC
输出点
信号名称
I0.3 机械手抬升下限Q0.3 提升台上升
I0.4 机械手抬升上限Q0.6 手爪伸出
I0.7 机械手伸出到位Q0.7 手爪夹紧
I1.0 机械手缩回到位Q1.0 手爪放松
I1.1 机械手夹紧到位
PLC
输入点
信号名称PLC
输出点
信号名称
I0.3 机械手抬升下限Q0.3 提升台上升
I0.4 机械手抬升上限Q0.6 手爪伸出
I0.7 机械手伸出到位Q0.7 手爪夹紧
I1.0 机械手缩回到位Q1.0 手爪放松
I1.1 机械手夹紧到位
PLC输入点信号名称PLC输出点信号名称
I0.0 顶料到位Q0.0 顶料电磁阀
I0.1 顶料复位Q0.1 推料电磁阀
I0.2 推料到位Q0.2
I0.3 推料复位Q0.3
I0.4 出料台物料检测Q0.4
I0.5 物料不足检测Q0.5
I0.6 物料有无检测Q0.6
I1.2 SB1停止按钮
I1.3 SB2起动按钮
I/O地址分配表(部分)
I/O地址分配表(部分)。