研磨光纤头作业指导书
- 格式:pdf
- 大小:513.20 KB
- 文档页数:3


工序名称材料
设备编号
工序编号
工艺路
线:
(1)研磨时间:5~8分钟;每批放入数量:≤7件;磨料:25×25锥形树脂;研磨后:清洗吹干;
(2)振动研磨后,必须第一时间将产品逐个冲洗干净(正反面和筋内都要冲洗),夹有磨料的挑去磨料;产品不可以与其他产品混在一起研磨;
(3)轻拿轻放,不能给产品表面撞伤、压伤;
(4)产品首件合格后,才能开机,并把产品首件放在现场,并做好标记。
编制:会签:批准:作
业
方
法
注
意
事
项产品名称工装/模具/夹具编号 振动研磨作业指导书
/
客户编号周期时间5~8分钟编号受控版本号
1.设置震动时间为5~8分钟,打
开水龙头,倒入研磨液(少
量),按下启动按钮。3.震动时间达到5~8分钟后取出产品放置于胶框中清洗然
后去除产品上卡住的石头,特别是上图红色框标示3处.
5. 产品放入木托中周转;(最大96pcs/托;
8层,每层12pcs ,如图摆放)4. 将冲洗后的产品用气枪吹干表
面的水2.放入产品(7PCS 最多),分开放置如上图压铸切边切后锉振动研磨机加工清洗检验包装入库QR/TD-56 B/1第1页,共1页
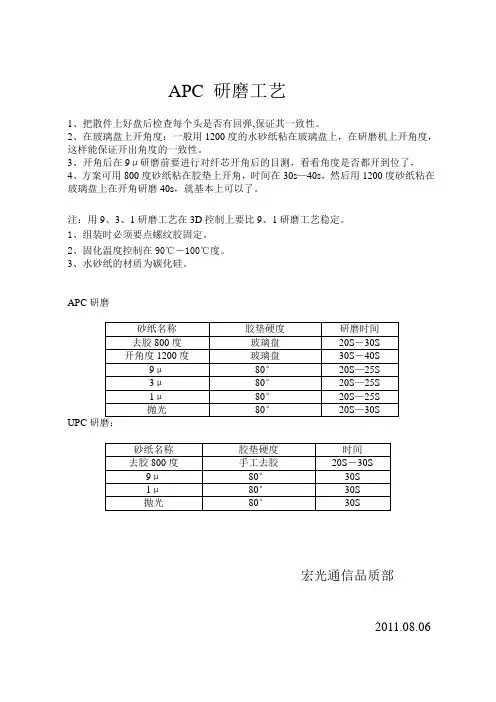
APC 研磨工艺
1、把散件上好盘后检查每个头是否有回弹,保证其一致性。
2、在玻璃盘上开角度:一般用1200度的水砂纸粘在玻璃盘上,在研磨机上开角度,
这样能保证开出角度的一致性。
3、开角后在9μ研磨前要进行对纤芯开角后的目测,看看角度是否都开到位了,
4、方案可用800度砂纸粘在胶垫上开角,时间在30s—40s,然后用1200度砂纸粘在
玻璃盘上在开角研磨40s,就基本上可以了。
注:用9、3、1研磨工艺在3D控制上要比9、1研磨工艺稳定。
1、组装时必须要点螺纹胶固定。
2、固化温度控制在90℃-100℃度。
3、水砂纸的材质为碳化硅。
APC研磨
砂纸名称 胶垫硬度 研磨时间
去胶800度 玻璃盘 20S-30S
开角度1200度 玻璃盘 30S-40S
9μ 80° 20S—25S
3μ 80° 20S—25S
1μ 80° 20S—25S
抛光 80° 20S—30S
UPC研磨:
砂纸名称 胶垫硬度 时间
去胶800度 手工去胶 20S-30S
9μ 80° 30S
1μ 80° 30S
抛光 80° 30S
宏光通信品质部
2011.08.06

FC、SC、LC、ST系列光纤连接器生产作业指导书 文件编号 ZZ-WI-007
制定部门 技术组
工 位 ST穿散件工序 版 本 A0 制 作 审 核 批 准
页 码 1/2 规 格 Φ0.9mm、Φ2.0mm、Φ3.0mm单芯光缆的ST连接头 作成日期 2010.8.19
作业方法 及 注意事项 图 片 设备/工具 参照文件 工时
标准
作业方法:
1. 准备:根据生产任务通知单准备好相应的光缆和散件,并将散件装入有标识的物料盒内。
2. 穿散件:给光缆两端穿上散件,散件颜色可根据客户要求而定,如无要求,则单模使用黄色尾套,多模使用黑色尾套,安装顺序如下:
①0.9mmST尾套→(有些供应商的ST0.9散件会有圆环,则在穿完尾套后要穿圆环)
②2.0mmST尾套→2.0mmST圆环→钉子
③3.0mmST尾套→3.0mmST圆环→钉子
3. 扎线:将零件按顺序穿入光缆后,Φ2.0mm、Φ3.0mm的在圆环后面用扎线固定在光缆上,Φ0.9mm的在尾套后面用美纹胶固定,每把的扎线根数按6的倍数来扎。
4. 剥缆:剥光缆外皮,先要选用合适的剥缆钳及钳口(φ3.0的光缆必须使用1.3mm的刀口,φ2.0的光缆必须使用1.0mm的刀口),不可伤到Φ0.9mm紧套光纤,剥缆时,剥缆钳应与光缆垂直,剥缆长度为36~37mm,剥下的缆皮需落在垃圾盘里,剥完缆后需用《剥纤剥缆尺寸标准图》测量长度是否符合要求(Φ0.9mm光缆无此操作步骤)。(如图2)。
物料盒
钢直尺
剥缆钳
垃圾盘 《剥纤剥缆尺寸标准图》
注意事项:
1. 穿件过程中,如发现物料异常应报告给线长处理。
2. 检查散件穿入的方向、顺序是否正确,是否错穿、多穿、少穿,减少物料报废率。
3. 剥缆钳需定期检查,检查剥缆长度是否符合要求。
4. 做好《首件确认表》并由线长和IPQC确认OK后方可批量生产。

03砂光机作业指导书
1 砂光机作业指导书
第一篇
砂光机作业指导书
砂光机是一种用于表面砂槽和抛光的机械设备,广泛应用于各个行业和领域。本指导书将为您介绍砂光机的使用方法和注意事项,帮助您顺利完成砂光作业。
一、砂光机的基本使用方法
1. 准备工作:在使用砂光机之前,首先要确保工作区域干净整洁,没有杂物。同时,检查砂光机的电源是否正常,砂光纸是否齐全且无损坏。
2. 调节砂光机:按照砂光机的操作说明书,将切削量、速度等参数进行调整。根据具体的工件材质选择合适的砂光纸,并将其固定在砂光机上。
3. 进行砂光作业:将工件放置在砂光机的工作台上,启动砂光机开关。将砂光机头移动到工件表面,轻轻按下,开始砂光作业。注意保持砂光机头与工件表面保持一定的角度和压力,以达到理想的砂光效果。
4. 注意安全:在砂光作业过程中,必须戴上防护眼镜、耳塞等个人防护装备,避免砂粒溅入眼睛或耳朵。同时,注意不要将手指等身体部位靠近砂光机运动部件,以免发生意外。
二、砂光机作业的注意事项 1. 选择适当的砂光纸:根据需要砂光的工件材质和要求,选择相应粗细的砂光纸。过粗的砂光纸可能会损坏工件表面,而过细的砂光纸则可能无法达到预期的砂光效果。
2. 控制砂光机的运行速度:根据不同工件的材质和硬度,调节砂光机的运行速度。一般来说,对于较硬的材质,可以选择较高的速度,而对于较软的材质,则应适当减慢速度,以避免表面损伤或不均匀。
3. 注意砂光机的保养与维修:在使用砂光机之前,必须对其进行检查和维护。确保所有部件都处于良好的工作状态,不得有松动或磨损现象。如果发现任何异常,应立即停机,并进行维修或更换部件。
4. 防止过度砂光:过度砂光可能会导致工件表面过度磨损或变形,影响工件的使用寿命和外观。因此,在砂光作业时,要根据需要控制切削量,避免过度砂光。
通过以上几点,相信您已经了解了砂光机的基本使用方法和注意事项。在进行砂光作业时,务必确保自身安全,并严格按照操作规程进行操作。如有问题,请随时向相关技术人员咨询。