950热连轧带钢生产线工艺技术分析
- 格式:pdf
- 大小:400.39 KB
- 文档页数:4
第 40 卷第 5 期 现代冶金 Vol.40 No.5 2012 年10 月 Modern Metallurgy Oct.2012
950热连轧带钢生产线工艺技术分析1
弭锡岭1,姚丛斌2
(1.天津天钢联合特钢有限公司,天津 宁河 301500;2.中冶华天南京工程技术有限公司 ,江苏 南京 210019) 摘 要:对某钢铁有限公司950热连轧带钢生产线进行了工艺技术分析。
关键词:热连轧;带钢;工艺;先进技术 中图分类号:TG335.6
收稿日期:2012-04-12 作者简介:弭锡岭,男,工程师。电话:(022)69276670 引 言
某钢铁有限公司950热连轧带钢生产线是该钢铁公司产业结构调整的重点工程,该工程所有轧线机械和流体设备均由一重集团设计并制造,三电系统的一级和二级由德国Siemens公司提供,传动系统由国内电气供应商配套。
1 产品及原料规格
1.1 产品规格
该项目设计年生产能力为100×104 t热轧带钢卷,产品规格为: 1.2~16mm×450~850mm;钢卷最大重量:10.446 t;钢卷最大外径:1900mm;钢卷内径:Φ762mm。
1.2 原料规格
(1)原料种类: 连铸板坯; (2)板坯厚度:165mm; (3)板坯宽度:450mm~850mm(50mm进级); (4)长度:10000mm、5000mm; (5)最大板坯重量:10.659 t; (6)设计综合成材率为:95%。
2 工艺流程及车间平面布置设计
2.1 生产工艺流程
合格的连铸坯由保温辊道运至轧钢车间,在原料跨提升、去毛刺、称重、测长后运至炉尾入炉辊道自动对中,进入加热炉加热。加热好的板坯,由出钢机托出放到出炉辊道上,经粗除鳞箱除去炉生氧化铁皮后,由辊道送往E1、R1组成的可逆粗轧机组轧制5道次(E1之前设有高压水除鳞装置可以用于清除粗轧阶段产生的二次氧化铁皮)。轧出合格的中间坯再由辊道送往热卷箱,卷成热卷(或直接通过热卷箱),然后通过移送臂,将钢卷移送至开卷工位,铲头、开卷、将带钢头部引出后经飞剪切除不规则的部分后继续运行至精轧机组。 精轧机组由一架立辊和七架平辊轧机组成,即E2、F1~F7。其中,E2前设有精除鳞箱用于清除中间坯表面的次生氧化铁皮。轧件依次进入立-平-平-平-平-平-平-平轧机连续轧制。精轧机架间设有6台电动活套装置(即L1~L6),当轧件依次进入n+1架轧机时,n至n+1架轧机之间的活套依次升起,通过套高调节系统使轧机自动调速,并通过张力调节系统使带钢在微张力、恒张力状态下轧制,轧成所需要的带钢尺寸。 带钢头部从精轧末架出来,经一小段辊道空冷,进入带钢层流冷却装置,喷水管头上、下对应,长度方向上分成若干组,分别对带钢上、下表面喷水冷却,并能根据带钢厚度、钢种、终轧温度及轧制速度,自动调节喷水组数和数量,将带钢由终轧温度冷却至所要求的卷取温度(550~650℃左右)。 经卷取机卷取后,钢卷经打捆、运输、称重及标记、翻转、吊装、然后运走。
2.2 工艺平面布置设计
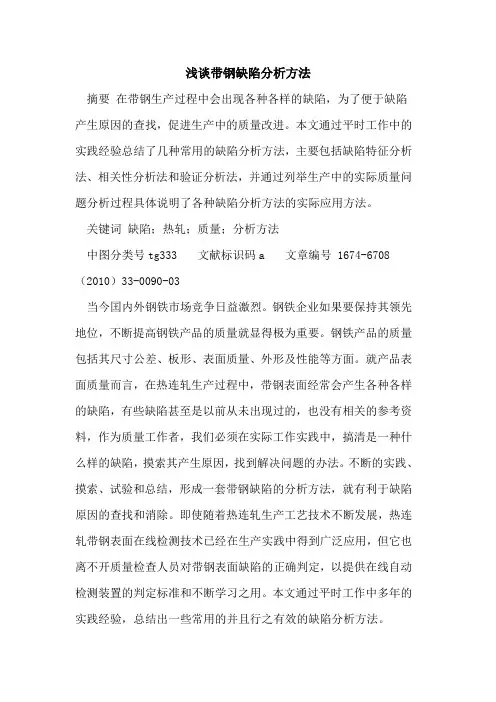
新建热带车间位于现有转炉炼钢车间东南侧,包括新建的原料跨(一)、原料跨(二)、加热跨、主轧跨、轧辊加工间、钢卷运输检查跨、旋流池等组成;高压水泵房和液压润滑站均位于车间地下室内。车间平面简图如图1所示。
232422212019
1718
16151413121110987654321
轧辊加工间旋流池加热跨电 气 室
主 轧 跨原料跨(二)原料跨(一)
钢卷运输检查跨
1.移载机;2.1#加热炉;3.2#加热炉; 4.粗除鳞箱;5.E1轧机;6.粗轧机;7.热卷箱;8.飞剪;9.精除鳞箱;10.F1E轧机;11.F1精轧机;12.F2精轧机;13.F3精轧机;14.F4精轧机;15.F5精轧机;16.F6精轧机;17.F7精轧机; 18.层流冷却;19.1#卷取机; 20.2#卷取机
图1 某公司950热轧带钢工艺平面布置简图
3 轧线主要工艺设备及其参数
3.1 加热炉
(1)型式:蓄热步进梁式加热炉(单排料); (2)加热炉数量:二座; (3)燃料:高炉煤气; (4)加热钢种:碳素结构钢、优质碳素结构钢、低合金高强度结构钢等; (5)加热温度:1180~1250℃; (6)额定小时产量:100t/h(冷坯,按原料计)。
3.2 E1立辊轧机
(1)型式:上传动,卧式电机; (2)轧辊直径:800~850mm(槽底直径); (3)辊身长度:400mm; (4)主电机功率:600kW,二台,DC,侧背包空水冷却; (5)轧机开口度:400~1000mm; (6)开口度调节:电动,设APC(自动位置控制系统)功能; (7)侧压装置与立辊轴承座之间安装有测压仪。
3.3 R1二辊可逆轧机
(1)工作辊直径:970~1070mm; (2)工作辊辊身长度:1000mm; (3)主电机功率:3200kW,二台,DC,侧背包空水冷却; (4)轧机最大开口度:250mm; (5)辊缝调节:电动,设APC(自动位置控制系统)功能; (6)R1轧机后设水压除尘集管。 3.4 热卷箱
(1)型式:无芯移送式; (2)卷取带坯厚度:17~30mm; (3)卷取带钢宽度:450~850mm; (4)最大外径:1800mm; (5)最大卷重:10.659t; (6)卷取温度:1080℃(max),设有卷取和开卷两个工位; (7)卷取速度:2~5m/s,含夹送/矫直机。
3.5 飞剪
(1)型式:转鼓式; (2)剪切带坯厚度:17~40mm; (3)剪切带坯宽度:450~850mm; (4)剪切长度:<200mm; (5)最大抗拉强度:90MPa (6)剪切温度:~900℃(min); (7)剪切速度:0.6~1.5m/s; (8)剪刃更换方式:在线换剪刃,可切头也可切尾。头部剪切形状:弧形;尾部剪切形状:直线形; (9)电机:二台,DC。
3.6 F1~F7精轧机组
3.6.1 F1E立辊轧机 (1)型式:上传动。 (2)轧辊直径:460~500mm(槽底直径)。 (3)辊身长度:300mm。 (4)主电机功率:150kW,二台,AC,自带风机冷却。 (5)轧机开口度:4000~1000mm。 第5期 弭锡岭,等:950热连轧带钢生产线工艺技术分析 17 3.6.2 F1~F7四辊平辊轧机主要参数 F1~F7四辊平辊轧机主要参数如表1所示。 (1)F1~F7四辊轧机工作辊具有液压正弯辊和窜辊功能,弯辊力F1~F4:100 t,F5~F7:80 t,窜辊量±100mm; (2)F1~F7四辊轧机为全液压压下轧机,具有液 压APC、HAGC厚度自动控制功能; (3)精轧机组除尘采用喷水抑尘法; (4)F1~F7轧机主传动电机采用上背包空水冷却器; (5)设置轧机间水冷和侧喷装置。
表1 F1~F7四辊平辊轧机主要参数表
轧机名称 F1 F2 F3 F4 F5 F6 F7
最小工作辊直径/mm 450 450 450 450 410 410 410 最大工作辊直径/mm 500 500 500 500 460 460 460 工作辊辊身长度/mm 1150 1150 1150 1150 1150 1150 1150 最小支撑辊直径/mm 860 860 860 860 860 860 860 最大支撑辊直径/mm 920 920 920 920 920 920 920 支撑辊辊身长度/mm 920 920 920 920 920 920 920 最大轧制力/kN 11000 11000 11000 11000 11000 11000 11000 电机电源 直流 直流 直流 直流 直流 直流 直流 电机功率/kW 2650 2650 2650 2650 2650 2650 2650 电机转速/(rpm) 210~550 210~550 300~750 300~750 300~750 300~750 300~750
3.7 层流冷却装置
(1)型式:无惯性管式层流冷却; (2)带钢断面:1.2~16×450~850mm; (3)带钢速度:4.0~12.6m/s; (4)带钢终轧温度:850~950℃; (5)带钢卷取温度:550~650℃; (6)钢种:碳素结构钢、优质碳素结构钢、低合金高强度结构钢; (7)有效冷却宽度:950mm; (8)有效冷却长度:~70m。
3.8 1#、2#卷取机
(1)型式:三助卷辊全液压地下卧式卷取机; (2)夹送辊上辊直径:Φ920mm、下辊直径:Φ520mm; (3)夹送辊身长度:1000mm,电机:AC,二台(分别传动上、下辊); (4)卷筒型式:柱塞连杆式; (5)卷筒名义直径:762mm,考虑事故缩径; (6)卷筒长度:1000mm; (7)卷取电机:DC,一台; (8)卷取速度:15.0m/s(max); (9)卷取机助卷辊设置液压踏步控制(AJC)。 4 主要工艺和技术特点
(1)采用了连铸坯热装热送技术,具有减少加热炉燃料消耗、节能降耗的作用,符合国家节能减排的产业政策。 (2)全线设置两个高压水除鳞点,保证带钢表面质量;E1立辊轧机滑轨设有水冲装置,减少氧化铁皮在滑轨上的堆积,从而改善了立辊轧机侧压机构的工作条件。 (3)采用热卷取箱方案;热卷箱的优点如下:减少中间坯的头尾温差;降低中间坯的温降速度;精轧连轧机组实现等温恒速轧制,降低了轧制功率消耗。 (4)采用转鼓式飞剪,剪切中间坯不规则的头尾,以利于精轧机的咬入,具有切头尾、碎断和优化剪切功能,提高了金属收得率。 (5)精轧机组采用一立七平布置,平辊轧机为四辊轧机,全液压压下,工作辊考虑窜辊和液压正弯辊。精轧机组F1~F7压下系统为全液压压下,并设有液压AGC自动厚度控制系统和工作辊正弯辊装置,用于保证带钢全长范围内的厚度精度及板形要求。F1~F7工作辊设有轴向窜辊装置,可以降低轧辊热凸度并使轧辊磨损均匀,提高轧辊使用寿命。 (6)精轧机组间采用液压活套,且在机架间设置 18 现 代 冶 金 第40卷 了冷却水和水压除尘。 (7)粗轧机、精轧机的工作辊采用横移列车式快速换辊装置,并直接拉入轧辊间内;支撑辊采用液压缸拉出换辊,节约了换辊时间,维修比较方便。 (8)精轧机后设置层流冷却装置,根据带钢厚度、钢种及轧制速度、温度的不同,控制开启的喷水组数和调节水量,将带钢由终轧温度冷却至所要求的卷取温度。 (9)采用地下全液压三助卷辊式,设定精度极高,冲击和振动也由液压缸吸收;考虑自动踏步控制(AJC)功能,避免和减轻了带钢头部在卷第二、三圈时产生压痕;夹送辊采用摇臂式夹送辊,相对于普通的牌坊式夹送辊,结构简单、设备重量轻,维修及换辊比较方便; (10)二辊可逆粗轧机的入口、出口设置红外线测宽仪,可移出轧制线;精轧出口设多功能X射线仪和平直度仪;所有的这些仪器都有利于提高轧制精度, 获得板型良好的产品。 (11)高压水泵站布置靠精轧机地下,使得高压水泵站距离水的压力需求最大的精轧除鳞箱近,比较合理。 (12)热带车间电气自动化控制水平为二级,即一级基础自动化级、二级过程控制级。
5 结束语