回流焊规格要求
- 格式:xlsx
- 大小:11.67 KB
- 文档页数:1


产品承认书
产品名称:0805-T0.8红色贴片式发光二极管
产品型号:XL-2012SURC
客户名称:
客户料号:
承认日期:深圳市成兴光电子科技有限公司
制定审核核准客户承认栏
确认
审核
核准产品承认书PartNo.:XL-2012SURC
版本A3发布日期2019.05.16页码1of9一、产品描述:
外观尺寸(L/W/H):2.0x1.25x0.8mm颜色:高亮度红色胶体:透明胶体EIA规范标准包装环保产品,符合ROHS要求适用于自动贴片机适用于回流焊制程
二、外形尺寸及建议焊盘尺寸:
CathodeAnode
Greenmark
建议焊盘尺寸
备注:1.单位:毫米(mm)
2.公差:如无特别标注则为±0.10mm产品承认书PartNo.:XL-2012SURC
版本A3发布日期2019.05.16页码2of9三、建议焊接温度曲线:
有铅制程无铅制程
四、最大绝对额定值(Ta=25℃):
参数符号最大额定值单位
消耗功率Pd55mW
最大脉冲电流(1/10占空比,0.1ms脉宽)IFP100mA
正向直流工作电流IF25mA
反向电压VR5V
工作环境温度Topr-30°C~+85°C
存储环境温度Tstg-40°C~+90°C
焊接条件Tsol回流焊:260°C,10s手动焊:300°C,3s产品承认书PartNo.:XL-2012SURC
版本A3发布日期2019.05.16页码3of9五、光电参数(Ta=25℃):
参数符号最小值代表值最大值单位测试条件
光强IV38---75mcdIF=5mA
半光强视角2θ1/2---120---degIF=5mA
主波长λD617---623nmIF=5mA
正向电压VF1.85---2.1VIF=5mA
反向电流IR------1uAVR=5V
亮度分档:
代码最小值最大值单位测试条件M33845mcdIF=5mAM44560M56075
电压分档:
代码最小值最大值单位测试条件V11.851.9
VIF=5mAV21.91.95V31.952.0V42.02.05V52.052.1

中小型系列
VP1000(-33,-53,-56) 灵活通用的回流焊接系统
VP1000 - 56si 线上回流焊接系统
VP6000 vacuum 带真空功能的蒸汽式回焊炉
设计理念
设备的现代化设计以及相关法规的认证保证机器可对应于所有SMT的无缺陷应用,包括无铅应用。机器也非常适用于经常切换中小型机种的用户,通用性的载板使机器具有相当的灵活性。
优势:
■ 可对应于高性能的焊接要求
■ 预热和焊接过程的无氧环境
■ 整个焊接组件的温度一致性
■ 决不会发生温度过热现象
■ 决无阴影现象
■ 可进行单板多次焊接
■ 超低的操作成本
■ 灵活通用性和独立操作性
工作载板具有广泛的通用性和方便的灵活性。选配附带密闭冷却系统,永久过滤系统和数据收集功能。
标准基板尺寸:
-VP1000-33: 300x350 mm
-VP1000-53: 500x350 mm
-VP1000-56: 600x500 mm
自定义尺寸:
- 基板规格: 1500 x 1000 mm
- 最大产品高度 300 mm
- 最大基板重量 25 kg
设计理念
在线VP1000 - 56si系统是基于VP1000系列上的在线生产机器模块化设计可使机器具备以下低成本特色:
■ 具备自动进板和出板功能
■ 自动加载和排出载板治具
■ 可方便与前后的设备或储板设备连接
优势:
■ 可对应于高性能的通用在线焊接要求
■ 预热和焊接过程的无氧环境
■ 整个焊接组件的温度一致性
■ 决不会发生温度过热现象
■ 决无阴影现象
■ 可进行单板多次焊接
■ 无任何损耗时间即可进行曲线测定
■ 超低的操作成本
标准基板尺寸:
- VP 1000 - 56si: 500 x 600 mm
版次:V1
拟制:冯俊泽审核:批准
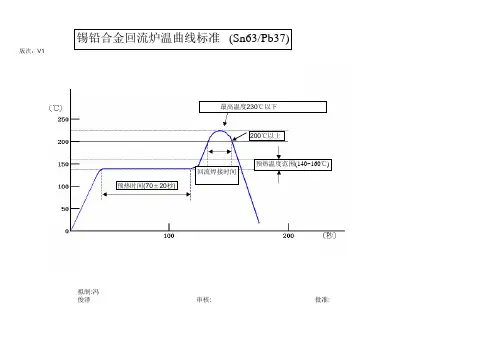
:锡铅合金回流炉温曲线标准(Sn63/Pb37)
最高温度230℃以下
预热时间(70±20秒
)预热温度范围(140~160℃)回流焊接时间(20~40
秒
)200
℃以上拟制: 王玉洁审核:批准
:
90-150秒版次:V3
1
、LOCTITE 348适用红胶规格:
2、SOMAR IR-130胶水固化炉温曲线标准版次:V2
拟制:王玉洁审核:批准
:(高熔点)无铅回流焊炉温曲线标准(Sn-3.0Ag-0.5Cu)
①热容量小的部品(上限)
②热容量大的部品(下限)
回流预热冷却T=10℃之内
0(秒)230℃245℃版次:V2
拟制:王玉洁审核:批准:
35±10Sec是表示从进板到开始预热的时间90±30Sec是表示预热从130°到达150°的时间25Sec以下是表示从150°到达200°的时间30±10Sec是表示保持200°
的时间最高温度230℃以下
35±10秒预热温度范围(130~150℃)200℃以上
150130200230
90±30秒25秒以下
30±10100
40秒以下无铅回流焊炉温曲线标准(Sn-8Zn-3Bi)
特别要求:最大热容量部品与最小热容量部品最高温度的温差控制在10℃之内40Sec以下是表示冷却从200°降至100°的时间
版次:V1
拟制:管群英审核:批准
:①
热容量小的部品(上限)
②热容量大的部品(下限)
回流
预热冷却T=10℃之内
0(秒)250
235MP4/I-REC无铅回流焊炉温曲线标准(Sn-3.0Ag-0.5Cu)
贴片led 回流焊温度
贴片LED回流焊温度的确定对于电子制造过程中的质量和稳定性非常重要。在本文中,我们将一步一步地探讨如何确定贴片LED回流焊的最佳温度范围。
首先,我们需要了解什么是贴片LED和回流焊。贴片LED是一种相对较小且具有发光功能的电子元器件,常用于各种电子设备中的显示和指示灯。而回流焊是一种电子元器件连接技术,它通过高温熔化焊料使元器件与印刷电路板(PCB)连接。
为了确保贴片LED回流焊质量稳定和可靠性,我们需要在确定回流焊温度范围时考虑以下几个因素:
1. LED封装类型:贴片LED有不同的封装类型,如SMD 3528、SMD 5050等。不同封装类型的LED可能对温度具有不同的敏感性,因此需要对应不同的回流焊温度。
2. 电路板材料:PCB通常由树脂、玻璃纤维和铜等材料构成。这些材料对于回流焊温度的敏感性也会有所不同。在确定回流温度时,需要考虑PCB材料的耐热性以及是否容易变形或熔化。
3. 焊料:焊料通常由铅、锡和其它合金组成。焊料的熔点直接影响回流焊温度的确定。在选择回流温度时,需要确保焊料能够完全熔化并形成可靠的焊接连接。
4. 热传导性能:回流焊过程中,高温会传导到LED的封装以及周围元器件。热传导性能的好坏会影响到LED封装的温度变化及其对贴片LED的影响。因此,需要考虑回流焊过程中的热传导性能,以避免高温对LED造成损害。
一般而言,贴片LED回流焊温度的范围在200C至250C之间。然而,在确定具体温度时,建议进行以下步骤:
步骤1:查阅LED厂商提供的技术规格书。LED供应商通常会提供关于焊接温度范围的推荐值。这些值通常是通过测试和实验得出的,可以用作回流焊温度的起点。
步骤2:封装材料的熔点判断。根据LED封装材料的熔点,确定是否需要使用低温或高温回流焊。这将有助于确保不会对LED封装造成损害。
步骤3:考虑热传导性能。如果LED周围有其他热敏感元器件,应考虑这些元器件的最高允许温度。确保回流焊温度不会对这些元器件产生负面影响。