NX5_CAM-07 钻孔
- 格式:pdf
- 大小:1.02 MB
- 文档页数:22


项目1 UG NX7简介及CAM概述
教学项目 一、知识目标 1.了解UG产品发展历程; 2.了解UG产品的特点; 3.了解UG各主要功能模块; 4.了解各种常用的加工方法; 二、能力目标 1. 掌握UG NX7 CAM模块界面的基本操作方法; 2. 能够独立完成一简单零件的UG加工。 1.1 UG NX7简介
UG(Unigraphics NX)是Siemens PLM Software公司出品的一个产品工程解决方案,
它为用户的产品设计及加工过程提供了数字化造型和验证手段。Unigraphics NX针对用户
的虚拟产品设计和工艺设计的需求,提供了经过实践验证的解决方案。UG同时也是用户指
南(user guide)和普遍语法(Universal Grammer)的缩写。
1.UG NX的技术 UG是Unigraphics的缩写,这是一个交互式CAD/CAM(计算机辅助设计与计算机
辅助制造)系统,它功能强大,可以轻松实现各种复杂实体及造型的建构。它在诞生
之初主要基于工作站,但随着PC硬件的发展和个人用户的迅速增长,在PC上的应用
取得了迅猛的增长,目前已经成为模具行业三维设计的一个主流应用。
UG的开发始于1990年7月,它是基于C语言开发实现的。UG NX是一个在二和
三维空间无结构网格上使用自适应多重网格方法开发的一个灵活的数值求解偏微分
方程的软件工具。其设计思想足够灵活地支持多种离散方案。因此软件可对许多不同
的应用再利用。
一个给定过程的有效模拟需要来自于应用领域(自然科学或工程)、数学(分析和
数值数学)及计算机科学的知识。然而,所有这些技术在复杂应用中的使用并不是太
容易。这是因为组合所有这些方法需要巨大的复杂性及交叉学科的知识。最终软件的
实现变得越来越复杂,以致于超出了一个人能够管理的范围。一些非常成功的解偏微
分方程的技术,特别是自适应网格加密(adaptive me shrefinement)和多重网格方
1 UGNX—CAM
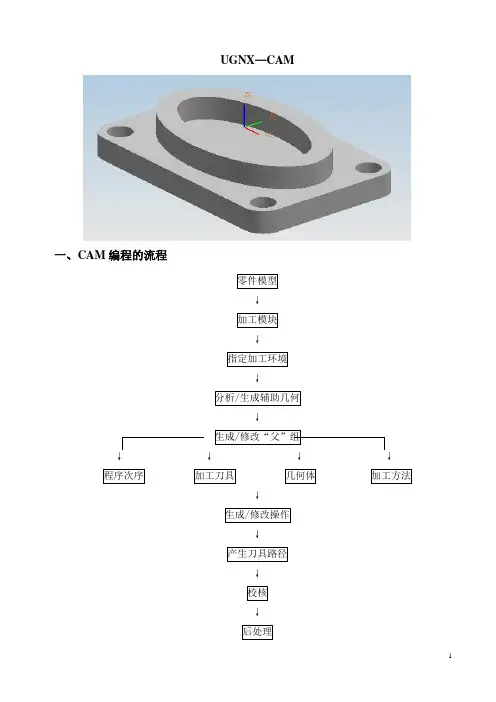
一、CAM编程的流程
零件模型
↓
加工模块
↓
指定加工环境
↓
分析/生成辅助几何
↓
生成/修改“父”组
↓ ↓ ↓ ↓
程序次序 加工刀具 几何体 加工方法
↓
生成/修改操作
↓
产生刀具路径
↓
校核
↓
后处理 2 二、进入CAM加工模块
1、从主菜单选择[应用]→[加工]或从工具条中选加工图标,就进入加工模块。此时会出现[加工环境]对话框。
2、[加工环境]对话框的设置就是选择不同的CAM操作类型。[CAM会话配置]是指定零件(模型)以何种制造方法来加工。[CAM]设置是在制造方式中指定加工设定的默认值文件,也就是选择一个加工模板文件。
[CAM]设置栏的内容会随[CAM会话配置]中选项的不同而显示对应的模板文件。
在[加工环境]对话框的[CAM会话配置]表中选cam---general。cam---general包含了全部通用的加工操作类型,所以通常均选其作为CAM的进程配置。
选择cam---general的[CAM]设置栏的内容为下图:
3、[加工环境]对话框中的CAM设置,
mill_planar(这一加工类型包括了所有2.5轴的铣削加工)
mill_contour(这一加工类型为3轴铣削加工)
mill_multi_axis(这一加工类型为多轴铣)

第⼋章孔加⼯【Drill】.
第⼋章孔加⼯【Drill】
【简述】
本章节重点讲解钻孔加⼯,使⽤户掌握创建点位加⼯的操作和如何合理地调整钻孔的顺序以及避免撞⼑现象。针对模型⼯件上的⼩孔位,往往就会采⽤孔加⼯的操作⽅法做加⼯,操作简单,减少加⼯时间,有利于提⾼模型加⼯的整体效率。在NX CAM中,点位加⼯包括钻孔、扩孔、铰孔、镗孔和攻螺纹等加⼯操作,使⽤在“DRILL”加⼯模板,便可以编写这些加⼯操作。在本章以钻孔为例,来讲述孔加⼯的各参数选项与应⽤。
【案例操作】
为了使⽤学者更加⼯容易理解钻孔加⼯操作以及操作参数,钻孔操作的参数选项内容均⽤案例模型讲解。附件部件为Drill-1.prt如图8-1所⽰。在钻孔加⼯操作⾥,所有公共参数选项在前⾯章节介绍过的,在本章不再详述。本章节的案例中,先介绍【标准钻】功能,给模型孔位置打个中⼼点的作⽤,为后⾯深钻孔起到定位的作⽤。
图8-1 Drill-1.prt
⼀、定义加⼯⼏何
打开Part⽂件(…\...\Drill-prt),并进⼊加⼯模块,在【加⼯环境】对话框⾥选择“DERILL”模块初始化进⼊加⼯界⾯。在【操作导航器】切换为“⼏何视图”,编辑节点(MCS_MILL)设定机床坐标与安全平⾯,如图8-2所⽰。加⼯⼏何节点(WORKPIECE),此模型为“指定部件”;⽑坯⼏何体不需要设定。
图8-2 加⼯坐标与安全平⾯
⼆、创建⼑具
在操作导航器切换到“机床”视图⾥,选择节点“GENERIC_MACHINE”并点击右键(MB3)→【插⼊】→【⼑具】,然后弹出【创建⼑具】对话框,如图8-3所⽰。按指定要求创建钻头⼑具,⼑具类型为“DEILL”,
⼑具⼦类型为【SPOTDRILLING_TOOL】图标、⼑具名称为“JMSK_ZD_5”,在【钻⼑】对话框中,设置“直径”为5,其他参数选项均为默认值。单击【确定】完成⼑具的创建。
图8-3 创建钻头⼑具
三、创建标准钻孔操作
在操作导航器“程序视图”⾥,选择节点“PROGRAM”并单击〖MB3〗→〖插⼊〗→〖操作〗,将

NX孔加工仿真循环及应用
作者:王学平
在数控机床(铣床或加工中心)上能够加工多种类型的孔,如中心孔、通孔、盲孔、沉孔、深孔等,其加工方式可以是锪孔、钻孔、铰孔、镗孔、攻丝等。不论使用何种方法加工哪一种孔,所编写的NC程序一般都是调用数控机床上固化的孔加工固定循环(Cycle)指令代码G73~G89。所谓固定循环就是指刀具先快速移动到一个指定的加工位置上,再以切削进给速度加工到指定的深度,最后以退刀速度退回的加工过程。
NX /Manufacturing自动编程模块不但提供了如标准钻、镗等多种形式的孔加工固定循环,而且还提供了啄钻(Peck Drill)和断屑钻(Break Chip)两种仿真循环。所谓仿真循环就是指不使用固定循环指令G73~G89,但模仿孔加工固定循环运动从而实现孔加工的一种特殊循环。本文将探讨啄钻和断屑钻这两种仿真循环,分析其刀具路径及其后处理后的NC程序,并与相类似的固定循环比较,说明其特点及用法。
1.仿真循环
1).啄钻仿真循环
在每一个孔加工位置上产生一个啄钻仿真循环,图1是啄钻循环原理示意图,具体加工过程为:①刀具快进到最小安全距离(Min Clearance)确定的A点;②切削进给到D点(通过被加工孔开始点B后继续进刀一个切深增量Increment);③快退到A点(退刀到孔外以利于排屑和切削液进入);④快进到C点(前一次切削深度沿刀轴向上偏移一个步进安全距离Distance);⑤ 切削进给到F点(切深为一个步进距离Distance和一个切深增量Increment)。重复步骤③~⑤,直至加工到指定的切削深度。
分析啄钻的循环过程可知,这种循环方式类似于固定循环G83,适用于深孔加工,但当切深增量Increment为None时,啄钻的循环过程将得到简化,类似于固定循环G81,可用于一般孔的加工。
图1 啄钻仿真循环示意图
2).断屑钻仿真循环
在每一个孔加工位置上产生一个断屑钻仿真循环。断屑钻循环类似于啄钻循环,所不同的是:在进刀每一个切深增量Increment之后,即刀具到达图1所示的D点或F点之后,刀具不是退回到孔外的最小安全距离所确定的A点,而是退回到由当前位置沿刀轴向上偏移一个步进安全距离所确定的位置上,如图1所示的C点或E点。退刀时,由于刀具没有切削且高速旋转,这样就可以将缠绕在刀具上的切屑拉断,以达到断屑的目的。