5.易于生产复合材料与新型合金。
金属半固态成形工艺可改善复合材料中非金属材料的漂浮、 偏析以及与基体金属不浸润的技术难题,为复合材料的制备与成 形提供了有利条件。控制固态合金黏度,可以均一地掺入非金属 材料与密度差大的金属材料,生产金属基复合材料与新成分合金。 利用半固态合金的高黏性,在搅拌剪切的过程中加入密度差大的 金属或非金属材料,可以生产其他工艺所不能生产的复合材料。 在生产粒子强化、纤维强化的复合材料方面,半固态成形有着独 特的优越性。半固态成形对复合材料的成形起到很大的推动作用。
关键区别在于?
半固态成形的基本工艺路线
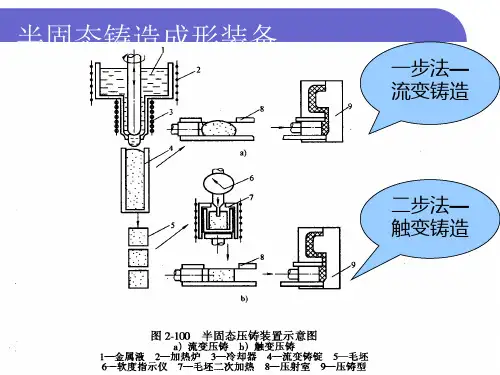
半固态金属浆料具有流变与触变性能,因此有两条线 路,流变成形和触变成形。
流变成形
半固态浆料直接在压力作用下流变成形。
优缺点: 短流程
节能、节材
储存运输困难
触变成形
半固态浆料铸造成锭坯,根据产品尺寸需要下料, 经过二次加热(也叫重熔加热)后,在半固态温 度下压力加工成形,成为触变成形。
• 美国已利用半固态成形生产出许多电器连接元件。半固态 成形电器连接元件与传统的机械加工相比,也具形的特殊成形机理决定了成形产品的良好的内 部组织与整体性能。由于在半固态材料的制备过程中,对合金施 加剪切搅拌作用,可以消除多种缺陷。与传统铸造成形相比,半 固态金属浆料中包含有类球形的固相颗粒,减少了凝固收缩,并 提高了补缩能力,从而减轻或者消除了缩松倾向。同时,半固态 铸造时有一个平滑的液态充模界面,减轻了气体包裹与气泡的产 生,也减轻了成分偏析,提高了材料的致密度、强度以及材料性 能的均匀性。实践证明,半固态铸件内部组织致密,内部气孔、 偏析等缺陷少,组织细小,力学性能提高,或者力学性能相当, 但塑性大大提高。
1.1 金属半固态成形(SSM)的定义