《钳工中级》项目六 加工四方配合件
- 格式:ppt
- 大小:2.77 MB
- 文档页数:117

12任务九钳工综合操作技能训练_四方开口锉配
四方开口锉是一种常用的钳工切削工具,也是钳工综合操作技能训练中的一项重要内容。对于钳工而言,熟练掌握四方开口锉的使用方法和技巧十分重要,可以提高工作效率和加工质量,减少工作中的失误。
四方开口锉的主要特点是锋利的切削齿和四面切削能力。它的切削面由四个方向形成,可以在水平、垂直和倾斜方向上进行切削,适用于各种材料的加工。四方开口锉的薄刃设计使得切削阻力降低,不易卡住,操作更加平稳。
四方开口锉的使用方法如下:
1.准备工作:
a.确保工作台面平整稳固,放置好锉床。
b.准备好需要加工的工件材料。
2.选择合适的锉刀:
a.根据需要加工的材料选择合适的锉刀。
b.锉刀的号数越大,切削粗糙度越低,号数越小,切削粗糙度越高。根据需要选择合适号数的锉刀。
3.固定工件材料:
a.使用夹具或者螺钉将工件材料固定在锉床上,保证工件的稳定性。
4.开始切削:
a.使用正确的姿势握住锉刀柄,确保握持牢固,避免锉刀滑动。 b.用适度的压力将锉刀的切削齿缓慢推拉在工件材料上,切削方向要垂直于工件表面。
c.注意保持切削齿与工件材料的接触,避免滑动或者抬离工件表面。
d.切削方向可以根据需要选择水平、垂直或倾斜。
5.切削结束:
a.切削至所需尺寸或表面光洁度后,停止切削。
b.清洁锉刀的切削齿,确保切削齿的锋利度。
四方开口锉的综合操作技能训练可以通过以下步骤进行:
1.熟悉四方开口锉的结构和特点。
2.学习选择合适的锉刀和相应的切削方法。
3.进行实际的加工练习,从简单到复杂逐步提高难度。
4.注意观察锉刀与工件的接触状态,判断切削是否合理。
5.锉刀使用后要进行清洁和保养,保证切削齿的锋利度。
6.注意安全操作,避免伤害。
通过系统的训练和实践,钳工可以掌握四方开口锉的操作技巧和使用方法,提高工作效率和加工质量。四方开口锉在钳工加工中的应用非常广泛,掌握好这项技能可以为钳工的职业发展打下坚实的基础。

附录1 职业技能鉴定钳工中级实操技能试题
试题一 燕尾配合
1.本题分值: 100分
2.考核时间: 240分钟(另加30分钟准备时间)
3.考核形式: 实操
4.具体考核要求:
(1)准备工作: 劳动保护用品穿戴整齐, 工具准备齐全, 认真阅读试题图样和要求。
(2)操作过程: 按图样要求和技术要求, 利用合理的加工工艺进行制作加工并达到其精度要求。
(3)使用工具:正确使用工具, 且工具摆放整齐。
(4)安全及其它:严格遵守有关安全操作规程, 服从考评工作人员的安排与指挥, 工作场地保持清洁、整齐、有序, 在规定的时间内完成操作, 考试结束时清理现场。
5、图样: 燕尾配合
技术要求:
1.各锉削面未注平面度0.02mm。
2、件1为基准件, 件2配作。
3、件1.件2正反配合间隙≤0.06mm。
4.各锉削面未注表面粗糙度Ra1.6μm。
5.孔口倒角C0.5。
6.锐角倒钝R0.3。
6.评分标准
序号 考核
项目 考核内容 配分 评分标准 实测结果 扣分 得分
1 准备
工作 穿戴劳保用品 3 未穿戴整齐扣3分
工具、用具准备 2 工具选择不正确扣2分
2
加工
制作 20±0.04 (2处) 8 1处超差扣4分
3 45°±4′ (2处) 10 1处超差扣5分
4 30±0.2 2 超差无分
5 60±0.2 2 超差无分
6 30±0.05 6 超差无分
7 60±0.2 2 超差无分
8 40±0.2 2 超差无分
9 15±0.05 (4处) 4 1处超差扣1分
10 Ø10H7 (2处) 4 1处超差扣2分 11 垂直度0.02 6 1处超差扣3分
12 配合间隙≤0.06(5处) 10 1处超差扣2分
13 翻边间隙≤0.06(5处) 10 1处超差扣2分
职业技能鉴定国家题库试卷
中级钳工技能考试试题
考件编号 姓名 准考证号 单位
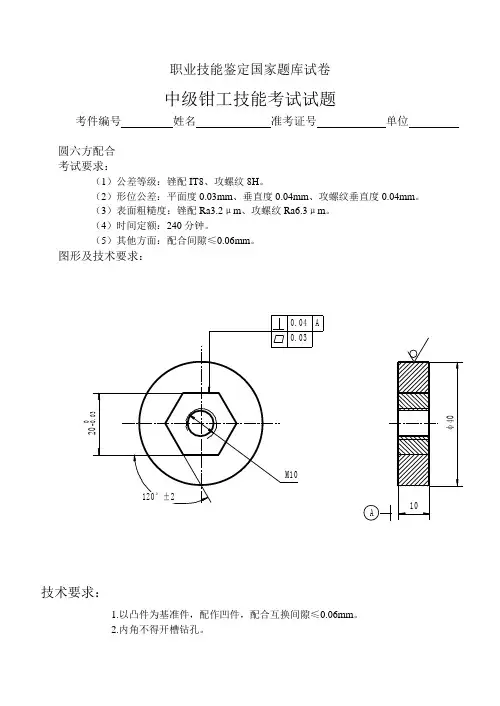
圆六方配合
考试要求:
(1)公差等级:锉配IT8、攻螺纹8H。
(2)形位公差:平面度0.03mm、垂直度0.04mm、攻螺纹垂直度0.04mm。
(3)表面粗糙度:锉配Ra3.2μm、攻螺纹Ra6.3μm。
(4)时间定额:240分钟。
(5)其他方面:配合间隙≤0.06mm。
图形及技术要求:
0.04A0.03M10120°±2φ4010A200-0.03技术要求:
1.以凸件为基准件,配作凹件,配合互换间隙≤0.06mm。
2.内角不得开槽钻孔。

。
精选资料,欢迎下载 项目一 加工六角螺母
本项目主要学习划线、锯割、锉削、钻孔攻、攻螺纹等钳工基本加工方法,熟悉钳工常用工、量具的使用方法,练习划线、锯割、锉削、钻孔、攻螺纹等操作技能,通过本项目的学习和训练,能够完成如下图1-1所示的零件。
图1-1
子项目一 锯、锉圆柱体
[零件图]
图1-2 六方体
本项目主要学习划线、锯割、锉削方法和游标卡尺、千分尺、刀口角尺、塞尺等量具的测量方法,练习划线、锯割、锉削和基本测量技能。通过本课题的学习和训练,能够完成如图2-2所示的零件。
一、工艺分析
1.毛坯
尺寸φ38*20,两端面为车削表面。
2.工艺步骤
(1)万能角度游标尺的结构:
万能角度尺是用来测量工件内外角度的量具。按游标的测量精度分为2ˊ和5ˊ两种,其测量范围为0º~320º,钳工常用的是测量精度为2ˊ的万能角度尺。
。
精选资料,欢迎下载 读数方法与游标卡尺的读数方法相似。
(2)六方体加工方法:
六角体加工方法,原则上先加工基准面,再加工平行面、角度面,但为了保证正六边形要求,即对边尺寸、120º角度及边长相等等要求,加工中还看来料的情况而定。
a、因两端面为车削表面,无须加工,只考虑加工六个侧面。六个侧面加工顺序如图1-3所示。
图1-3加工步骤
先测量圆柱的实际直径,以外圆母线为基准,控制M尺寸来保证,加工方法如图所示。
b、边长样板测量:先加工六角体一
组对边,然后同时加工两相邻角度
面,用边长样板控制六角体边长相
等,最后加工两角度面的平行面,
如右图所示。
3、基准面选择后,有必要时需精修。