气电立焊介绍
- 格式:pptx
- 大小:3.05 MB
- 文档页数:20


焊接方法代号分类
代 号 焊 接 方 法
1 电弧焊
11 无气体保护电弧焊
111 手弧焊
112 重力焊
113 光焊丝电弧焊
114 药芯焊丝电弧焊
115 涂层焊丝电弧焊
116 熔化极电弧点焊
118 躺焊
12 埋弧焊
121 丝极埋弧焊
122 带极埋弧焊
13 熔化极气体保护电弧焊
131 MIG焊:熔化极惰性气体保护焊(含熔化极Ar弧焊)
135 MAG焊:熔化极非惰性气体保护焊(含CO2保护焊)
136 非惰性气体保护药芯焊丝电弧焊 注:FCAW
137 非惰性气体保护熔化极电弧点焊
14 非熔化极气体保护电弧焊
141 TIG焊:钨极惰性气体保护焊(含钨极Ar弧焊)
142 TIG点焊
149 原子氢焊
15 等离子弧焊
151 大电流等离子弧焊
152 微束等离子弧焊
153 等离子弧粉末堆焊(喷焊)
154 等离子弧填丝堆焊(冷、热丝)
155 等离子弧MIG焊
156 等离子弧点焊
18 其它电弧焊方法
181 碳弧焊
185 旋弧焊
2 电阻焊
21 点焊
22 缝焊
221 搭接缝焊
223 加带缝焊
23 凸焊
24 闪光焊 25 电阻对焊
29 其它电阻焊方法
291 高频电阻焊
3 气焊
31 氧-燃气焊
311 氧-乙炔焊
312 氧-丙烷焊
313 氢-氧焊
32 空气-燃气焊
321 空气-乙炔焊
322 空气-丙烷焊
33 氧-乙炔喷焊(堆焊)
4 压焊
41 超声波焊
42 摩擦焊
43 锻焊
44 高机械能焊
441 爆炸焊
45 扩散焊
47 气压焊
48 冷压焊
7 其它焊接方法
71 铝热焊
72 电渣焊
73 气电立焊
74 感应焊
75 光束焊
751 激光焊
752 弧光光束焊
753 红外线焊
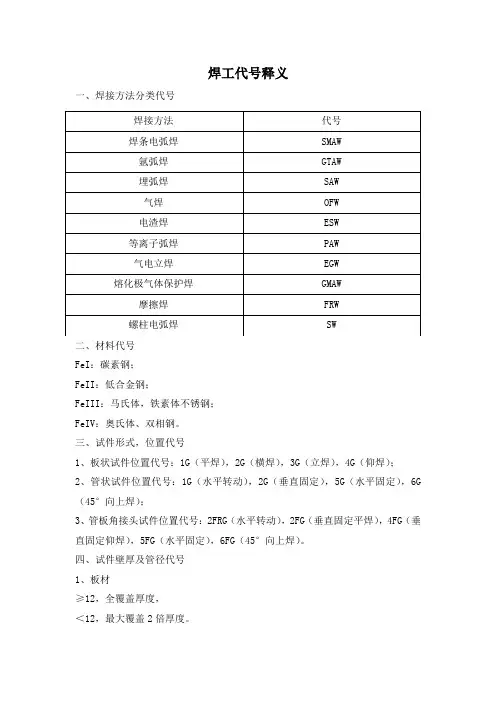
焊工代号释义
一、焊接方法分类代号
二、材料代号
FeI:碳素钢;
FeII:低合金钢;
FeIII:马氏体,铁素体不锈钢;
FeIV:奥氏体、双相钢。
三、试件形式,位置代号
1、板状试件位置代号:1G(平焊),2G(横焊),3G(立焊),4G(仰焊);
2、管状试件位置代号:1G(水平转动),2G(垂直固定),5G(水平固定),6G(45°向上焊);
3、管板角接头试件位置代号:2FRG(水平转动),2FG(垂直固定平焊),4FG(垂直固定仰焊),5FG(水平固定),6FG(45°向上焊)。
四、试件壁厚及管径代号
1、板材
≥12,全覆盖厚度,
<12,最大覆盖2倍厚度。 焊接方法 代号
焊条电弧焊 SMAW
氩弧焊 GTAW
埋弧焊 SAW
气焊 OFW
电渣焊 ESW
等离子弧焊 PAW
气电立焊 EGW
熔化极气体保护焊 GMAW
摩擦焊 FRW
螺柱电弧焊 SW 2、管材
管材外径D 使用管材外径范围
最小值 最大值
<25 D 不限
25≤D<76 25 不限
≥76 76 不限
五、填充金属代号
1、Fef1:钛钙型包括E4303、E5003、E5503-B1等。
2、Fef2:纤维素型包括E4310、E5011等。
3、Fef3;钛型、钛钙型包括G202、G302等。
4、Fef3J;低氢型包括E4315、E5015、E5016、E5515-B2、G307等。
5、Fef4:钛钙型包括E308L-16、E308-16、E309-16等。
6、Fef4J:低氢型包括E308-15、E347-15、E309-15等。
六、焊接工艺因素代号
1、手工焊
⑴ 无填充金属焊丝:01
⑵ 填充实芯焊丝:02
⑶ 填充药芯焊丝:03
⑷有背面保护气体:10
⑸无背面保护气体:11
⑹气保焊电流类别与极性(直流正接):12
⑺气保焊电流类别与极性(直流反接):13
正极性 指直流焊接时,被焊物接(+)极,焊条、焊丝接(-)极
反极性 与正极性
直流电弧焊或电弧切割时,焊件与焊接电源输出端正、负极的接法称为极性。极性分正极性和反极性两种。焊件接电源输出端的正极,电极接电源输出端的负极的接法为正极性(常表示为DCSP)。反之,焊件接电源输出端的负极,电极接电源输出端的正极的接法为反极性(常表示为DCRP)。
欧美常常用另外一种表示方法,将DCSP称为DCEN,而将DCRP称为DCEP。
焊接电流 为向焊接提供足够的热量而流过的电流
电弧电压 指电弧部的电压,与电弧长大致成比例地增加,一般电压表所示电压值包括电弧电压及焊丝伸出部,焊接电缆部的电压下降值。
弧长 弧部长度
弧坑 在焊缝终点产生的凹坑
气孔 熔敷金属里有气产生空洞
飞溅 焊接时未形成熔融金属而飞出来的金属小颗粒
焊渣 焊后覆盖在焊缝表面上的固态熔渣
熔渣 包覆在熔融金属表面的玻璃质非金属物
咬边 由于焊缝两端的母材过烧,致使熔融金属未能填满,形成槽状凹坑。
熔深 母材熔化部的最深位与母材表面之间的距离
熔池 因焊弧热而熔化成池状的母材部分
熔化速度 单位时间里熔敷金属的重量
熔敷率 有效附着在焊接部的金属重量占熔融焊条、焊丝重量的比例
未熔合 对焊底部的熔深不良部,或第一层等里面未融合部 余高 鼓出母材表面的部分或角焊末端连接线以上部分的熔敷金属
坡口角度 母材边缘加工面的角度
预热 为防止急热,焊接前先对母材预热( 如火焰加热)
后热 为防止急冷进行焊后加热(如火焰加热)
平焊 从接头上面焊接
横焊 从接头一侧开始焊接
立焊 沿接头由上而下或由下而上焊接
仰焊 从接头下面焊接
垫板 为防止熔融金属落下,在焊接接头下面放上金属、石棉等支撑物。
夹渣 夹渣是非金属固体物质残留于焊缝金属中的现象,夹杂物出现在熔焊过程中
焊剂 焊接时,能够熔化形成熔渣和气体,对熔化金属起保护和冶金处理 作用的一种物质。
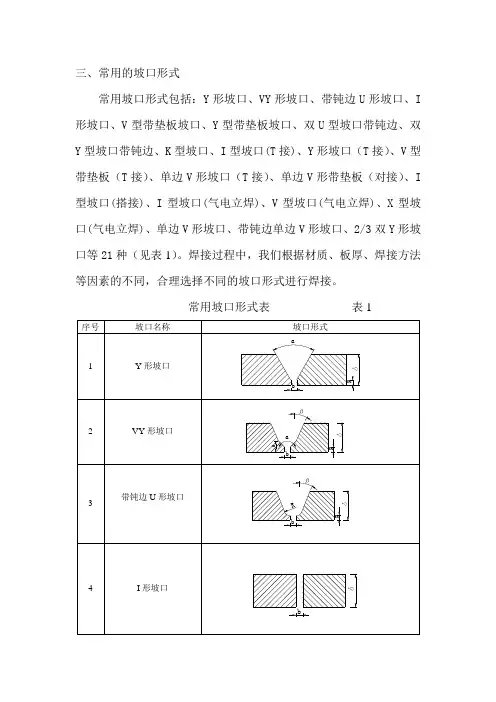
三、常用的坡口形式
常用坡口形式包括:Y形坡口、VY形坡口、带钝边U形坡口、I形坡口、V型带垫板坡口、Y型带垫板坡口、双U型坡口带钝边、双Y型坡口带钝边、K型坡口、I型坡口(T接)、Y形坡口(T接)、V型带垫板(T接)、单边V形坡口(T接)、单边V形带垫板(对接)、I型坡口(搭接)、I型坡口(气电立焊)、V型坡口(气电立焊)、X型坡口(气电立焊)、单边V形坡口、带钝边单边V形坡口、2/3双Y形坡口等21种(见表1)。焊接过程中,我们根据材质、板厚、焊接方法等因素的不同,合理选择不同的坡口形式进行焊接。
常用坡口形式表 表1
序号 坡口名称 坡口形式
1 Y形坡口
2 VY形坡口
3 带钝边U形坡口
4
I形坡口
apdbbapdβHβpdRbbd5 V型带垫板坡口
6 Y型带垫板坡口
7 双U型坡口带钝边
8 双Y型坡口带钝边
9 K型坡口
10 I型坡口(T接)
11 Y形坡口(T接)
ββbdpdbabPδβαbαPδbαPδδbpbad12 V型带垫板(T接)
13 单边V形坡口(T接)
14 单边V形带垫板(对接)
15 I型坡口(搭接)
16 I型坡口(气电立焊)
17 V型坡口(气电立焊)
18
X型坡口(气电立焊)
aabdbdbbbdδb10βαδαβδh119 单边V形坡口
20 带钝边单边V形坡口
21 2/3双Y形坡口
四、焊缝代号
焊缝代号由基本符号、辅助符号、引出线和焊缝尺寸符号等组成,基本符号和辅助符号在图纸上用粗实线绘制,引出线用细实线绘制。
1、基本符号
基本符号是表示焊缝横截面形状的符号,它采用近似于焊缝横截面形状的符号来表示,基本符号表示方法见表2
基本符号表 表2
序号 焊缝名称 焊缝型式 符号
1 I形焊缝
=
2 V形焊缝