螺旋焊管管道焊接作业指导书剖析
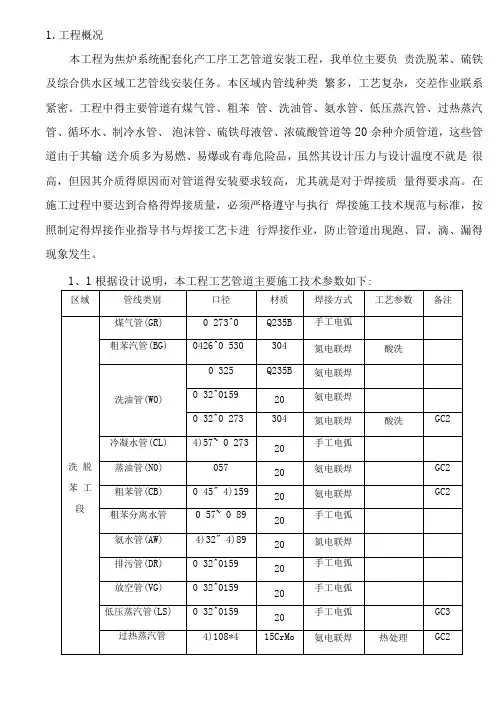
- 格式:doc
- 大小:111.50 KB
- 文档页数:10
榆中县三电东干末级泵站改建工程第五标段 螺旋焊管焊接作业指导书
甘肃韦达建筑工程有限公司榆中县三电东干末级泵站改建工程第五标段项目部
螺旋焊管管道的焊接
1. 概况
本作业指导书涉及榆中县三电东干末级泵站改建工程第五标段螺旋焊管及其弯头、岔管焊接作业。其钢管的材质为Q235B。
2.编制依据、取用标准
2.1 《施工组织设计》;
2.2. 设计单位和设备厂家提供的相关的图纸、技术标准及要求等;
2.3.《水利工程压力钢管制造安装及验收规范》SL432-2008;
2.4.《水工金属结构焊接通用技术条件》(SL36-2006);
2.5.《水工金属结构焊工考试规则》(SL35-2006);
2.6.《焊接工艺规程及评定的一般原则》(GB/T19866)
3.作业准备及条件要求
3.1焊接工艺。
3.2焊接设备: ZX7-400D型交流焊机。
3.3焊接材料: 焊条;THJ422(E4303)。
3.4焊接方法: 手工电弧焊。
3.5人员安排:焊接技术人员、质检员、焊工。
3.6条件要求
3.6.1焊工必须是经过焊接基本知识和实际操作技能的培训,并按DL/T 679-1999《焊工技术考核规程》考核,取得焊工合格证书,持证焊工必须在其考试合格的项目及其认可范围内施焊. 榆中县三电东干末级泵站改建工程第五标段 螺旋焊管焊接作业指导书
甘肃韦达建筑工程有限公司榆中县三电东干末级泵站改建工程第五标段项目部 3.6.2 焊前技术人员要向焊工进行技术措施、安全措施交底。焊工本人要对所施焊部件的工艺要求了解清楚,凡遇与作业指导书要求不符时,焊工应拒绝施焊。当出现重大质量问题时,报有关人员,不得自行处理。
3.6.3 焊接场所应有防风、防雨措施,焊材应有生产厂家的质量证明书,焊条应经相关部门检验合格后方可使用,在使用前应按要求进行烘干,使用时须装入经预热的保温筒内,保温筒应工作有效。使用不完的焊条应放回烘箱进行保温,保温温度为70~150℃。焊条烘干次数不宜超过2次。
3.6.4现场建立焊材一、二级库,制定相应的管理制度并指定专人管理,负责焊材的烘干、领取、发放、回收,并做好文字记录等工作。
3.6.4.1一级焊条库:
3.6.4.1.1焊条证明文件;
3.6.4.1.2内设有温度计、湿度计,排气扇、除湿机、大功率的灯泡等;
3.6.4.1.3焊条要摆放在离墙壁300mm, 离地面至少300mm的地方以防焊条潮湿;
3.6.4.1.4焊条、焊丝应分类存放,并按要求挂好标示牌。
3.6.4.2二级焊条库:
3.6.4.2.1 二级焊条库应有焊材质量证明文件;
3.6.4.2.2 焊材烘干按工艺规定,各种焊条的烘干温度及保温时间见下表 榆中县三电东干末级泵站改建工程第五标段 螺旋焊管焊接作业指导书
甘肃韦达建筑工程有限公司榆中县三电东干末级泵站改建工程第五标段项目部 表:001
焊条牌号(型号) 烘烤温度℃/时间/min 恒温温度℃
J422(E4303) 150~200/60 70~100
3.6.4.2.3 焊材发放符合焊接工艺要求,并且要有焊材发放记录。
3.6.5 焊接场所应有防风、防雨措施。
3.6.6 焊件在组装前应将坡口面及近缝区20mm范围内的油漆、垢、锈等杂物清理干净至露出金属光泽为止,要求:清理范围内无裂纹、夹层等缺陷。
3.6.7坡口制备见下图001,对口时要尽量减少错边量,对接单面焊的局部错口值不得超过壁厚的10﹪且不大于4mm。对接焊缝对口间隙要求2~4mm,局部间隙过大时,严禁在间隙内加填塞物。
4.作业过程中的停工待检点和见证控制点
4.1作业项目及上下道工序的要求,主要有以下五部分:
4.1.1 坡口清理。
4.1.2 装配点焊。
4.1.3 装配质量检验。
4.1.4 焊接。
4.1.5 焊接质量检验。
4.2停工待检点
4.2.1 焊接完成后焊工对焊缝外观的质量检查:自检、专检。 榆中县三电东干末级泵站改建工程第五标段 螺旋焊管焊接作业指导书
甘肃韦达建筑工程有限公司榆中县三电东干末级泵站改建工程第五标段项目部 4.2.2 焊缝外观检查合格后,按规定比例进行无损检测(超声波检测和射线检测)。
4.2.3 管道水压试验前,由专职质检员对焊接资料、无损检测资料进行核查,并经监理、业主同意。
4.3见证控制点:主要为对以下文件资料的审核。
4.3.1 焊接图纸。
4.3.2 焊工资格证。
4.3.3 焊接工艺评定。
4.3.4 焊接作业指导书。
4.3.5 焊接作业指导书技术交底签证。
4.3.6焊接材料合格证。
5.作业流程
5.1对口
5.1.1 对口前必须用砂轮机或钢丝刷将坡口面及两侧10~20mm范围内的油、锈、漆、氧化皮或其它杂质清理干净,直至露出金属光泽,并检查和防止异物进入焊口。
5.1.2 焊接前应将待焊工件垫置牢固,以防止在焊接过程中产生变形和附加应力。
5.1.3 焊口严禁用强力对口,更不允许利用热膨胀法对口,以防引起附加应力。
榆中县三电东干末级泵站改建工程第五标段 螺旋焊管焊接作业指导书
甘肃韦达建筑工程有限公司榆中县三电东干末级泵站改建工程第五标段项目部 5.1.5 接头的根部间隙及钝边尺寸如下图001所示:
图:001
5.1.7定位焊应与正式焊接工艺相同。点焊后应仔细检查各个焊点质量。如有缺陷应立即清除,并重新进行点焊。
5.2 严禁在被焊工件表面引弧、试验电流或随意焊接临时支撑物。
5.3焊接
5.3.1根据焊接工艺评定,各部件焊接参数如下:
5.3.1.1 工作压力为(0.1~1.6MPa)的压力管道。
5.3.1.1.1 Φ38~Φ133mm碳钢管的焊接参数见下表002:
表:002
层次 焊接方法 焊接
材料 焊材规格 电源
极性 焊接电流(A) 焊接电压(V)
1 手工电弧焊 J422 Φ3.2 交流 80~90 20~22
2 手工电弧焊 J422 Φ3.2 交流 85~95 22~23
5.3.1.1.2 Φ159~Φ377mm碳钢管的焊接参数见下表003:
表:003
层次 焊接
方法 焊接
材料 焊材规格 电源
极性 焊接电流(A) 焊接电压(V)
1 手工电弧焊 J422 Φ3.2 交流 90~100 21~23
2层以上 手工电弧焊 J422 Φ4.0 交流 100~110 22~24 2~4δ1~260°±5°榆中县三电东干末级泵站改建工程第五标段 螺旋焊管焊接作业指导书
甘肃韦达建筑工程有限公司榆中县三电东干末级泵站改建工程第五标段项目部 5.3.1.1.3 Φ426mm以上碳钢管焊接参数见下表004:
表:004
层次 焊接方法 焊接材料 焊材规格 电源极性 焊接电流(A) 焊接电压(V)
1 手工电弧焊 J422 Φ4.0 交流 100~120 22~24
2层以上 手工电弧焊 J422 Φ4.0 交流 110~130 23~25
5.3.2 应对焊条电弧焊打底的焊缝进行检查,确认无缺陷后,应及时进行次层焊缝的焊接,以防止产生裂纹。多层多道焊缝焊接时,应逐层进行检查,经自检合格后,方可焊接次层,直至完成。如有缺陷,必须彻底清除缺陷后,方可继续施焊。
5.3.3 施焊中,应特别注意接头和收弧的质量,收弧时应将熔池填满。多层多道焊的接头应错开。
5.3.4 多层多道焊在进行下一焊道的焊接前,一定要对当前焊道进行彻底的清理,而且每一处收弧和起弧的接合点都要打磨干净。尤其注意清理焊道与坡口边缘接合处,仔细检查,发现任何形式的缺陷及时处理。
5.3.5 施焊过程中除工艺和检验要求分次焊接外,应连续完成,若被迫中断时,应采取防止裂纹产生的措施(如后热、缓冷、保温等),再焊时,应仔细检查并确认无裂纹后,方可按照原工艺要求继续施焊。
5.3.6 施焊过程中要严格控制层间温度,要求层间温度要小于等于250°C。 榆中县三电东干末级泵站改建工程第五标段 螺旋焊管焊接作业指导书
甘肃韦达建筑工程有限公司榆中县三电东干末级泵站改建工程第五标段项目部 6.验收的级别及质量标准
6.1焊后外观质量检查实行三检制,即焊工自检、互检、技术员和质检员专检。
6.2焊缝边缘应圆滑过渡,表面不允许有裂纹气孔、夹渣、弧坑等缺陷。
6.3焊缝的表面质量应符合以下要求:焊缝余高≤4mm,余高差≤3mm且不应低于母材表面,焊缝每侧增宽<2.5mm。
6.4焊缝根部不允许有裂纹、未熔合缺陷、其根部未焊透应≯15%焊缝厚度,且≯2mm,总长度≯焊缝全长的15%。咬边深度≯0.5mm,焊缝两侧咬边总长度不大于焊缝全长的20%。
6.5 焊接完成后应对压力管道按设计要求及工业金属管道施工及验收规范进行无损检测,如发现有超标缺陷,可采取挖补方式返修,但同一位置上的挖补次数不得超过三次。
7作业人员的职责、权限
7.1焊接技术员:
7.1.1负责施工前技术准备,并制定焊接作业指导书,根据制定的作业指导书向施焊人员进行技术交底,完成交底签字。
7.1.2 焊前根据图纸对焊缝进行编号,并标明所用的焊接材料,杜绝错用焊接材料的事件发生。
7.1.3 负责对焊缝表面质量进行专检,并及时通知有关部门对焊缝进行检验。
7.1.4 深入实地进行技术指导,监督作业指导书实施情况。 榆中县三电东干末级泵站改建工程第五标段 螺旋焊管焊接作业指导书
甘肃韦达建筑工程有限公司榆中县三电东干末级泵站改建工程第五标段项目部 7.1.5 记录、检查和整理焊接资料,工程竣工后技术文件的移交以及工作技术总结。
7.2焊工:
7.2.1 焊工在施焊前认真熟悉焊接作业指导书,凡遇到与作业指导书要求不符的,焊工应拒绝施焊。
7.2.2 焊工在施焊时,如发现任何形式的裂纹,不得自行处理,应报告焊接技术员研究处理。
7.2.3 焊工发现错用焊条、焊丝,必须及时反映,不得隐瞒。
7.2.4焊工在施焊过程中要严格执行作业指导书的要求,并做好焊后清理和自检工作。
7.2.5 焊工不得担任超越其合格项目位置的焊接工作。
7.3焊接质检员:
7.3.1负责对焊缝表面质量进行抽检,并监督作业指导书的实施情况。
7.3.2负责焊接质量验收项目的编制,检查文件的签发,焊接工程的检查、监督和验收评定工作。
7.3.3 确定受检焊缝并认真记录,注意质量监督资料的积累和总结,配合有关人员做好工程竣工资料的移交工作。
8.安全措施及施工要求