T02
02
1200
0.1
0.5
4
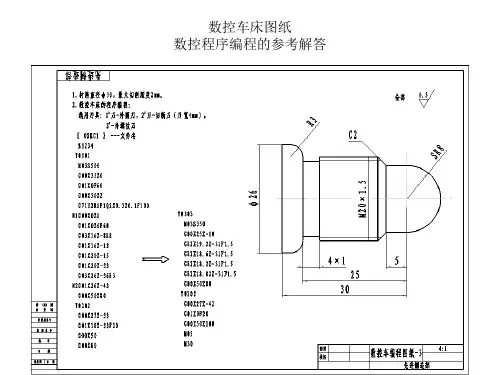
切4X1.5的槽
O0001
T03
03
300
0.05
5
车螺纹
O0002
T04
04
400
1.75
工序二:
调头装夹,车零件左端
1
车端面
O0003
T01
01
300
0.2
1
2
外圆粗加工
O0003
T02
02
500
0.3
3
3
外圆精加工
O0003
T02
02
1200
0.1
0.5
4
切4X1.5的槽
2009年-2010年第二学期
数控加工工艺卡
数控加工工艺卡
产品名称及代号
零件名称
图纸号
JYZDH-004
螺杆
序号
加 工 内 容
程序号
刀具号
刀具补号
主轴转速
进给速度
背吃刀量
备注
工序一:
车零件右端
1
车端面
O0001
T01
01
300
0.2
1
2
外圆粗加工
O0001
T02
02
500
0.3
3
3
外圆精加工
O0001
数控加工实训
加工零件图集
编辑:
四川省武胜职业技术学院
此图的尺寸整体缩小0。6倍
四川省交通职业技术学院
数控加工实训报告(小一号)
班 极:模具08-1、2, 人数:70人
姓 名:XXX、XXX、XXX、XXX