套标机SOP文件
- 格式:docx
- 大小:63.33 KB
- 文档页数:3
套标机标准操作规范 密 级: 普通
1 目的
按照套标机标准操作程序操作,确保产品套标符合本公司标准,提高生产能力。
2 范围
灌装线1台金弘吉全自动套标机操作。
3 职责
1.1 操作人员严格按照本规程操作,并准确及时填写报表。
1.2 生产主管、组长生产时检查本规程的执行情况。
4 定义
无。
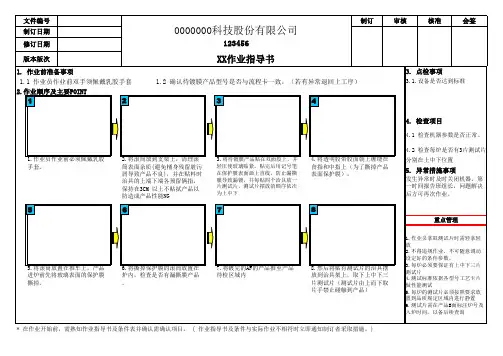
套标机操作屏 套标机操作屏
5 程序
5.1开机前准备
5.1.1做好开机前卫生工作,用干净抹布擦干净套标机前后输送带上的异物,检查机器内和蒸汽通道是否有产品和异物。
5.1.2操作人员确认标签是否符合生产计划要求,把正确的标签膜料固定在送膜器上。
5.1.3确认操作屏上的参数是否对应生产产品的要求。
5.1.4开机前必须确认刀片与中心柱环沟之相对位置与刀片原点。 刀盘 驱动轮
中心柱环沟
中心柱 刷下轮
自动模式
电源开关
预收缩 启动套标
刷标启动
螺杆启动
输送带启动
套标机标准操作规范 密 级: 普通
5.1.5开机前确认中心柱两侧驱动轮位置是否正确,驱动轮是否固定锁住,以免中心柱偏离。
5.1.6确认刷下轮是否与中心柱下段之滚轮中心高一致,并轻压于滚轮上。
5.1.7确认料架上收缩膜料中心是否与中心柱中心对齐,否则应调整料盘位置。
5.1.8确认主机刀盘座高度位置是否与该瓶子对应。
5.1.9确认带瓶组之定位皮带位置,夹紧瓶子压力不宜太紧或太松。
5.1.10确认蒸汽压力为0.4KG/CM,确认中心柱带瓶组加瓶中心在中心柱正下方。
5.1.11确认蒸汽喷嘴的位置和生产产品规格相符。
5.2开机
5.2.1在操作面板下方将系统电源”开关”转向“开”的位置即可打开套标机电源。
5.2.2在套标机操作屏幕“自动模式”位置按一下,进入下一页的自动页面。
5.2.3在自动页面按一下“启动输送带”按钮,使输送带进入自动生产模式,表明套标输送带运转。
5.2.4在自动页面按一下“停至套标”按钮,按钮变为“启动套标”,套标进入自动模式。
5.2.5在自动页面 按一下“刷标停止”按钮,按钮变为“刷标启动”,刷标进入自动模式。
5.2.6在自动页面按一下“螺杆停止”按钮,按钮变为“螺杆启动”,表明分瓶螺杆运转。
5.2.7在操作屏下方启动“预收缩”,预收缩开始加温工作。
5.2.8打开收缩炉蒸汽阀门,等待蒸汽完全上升后开启收缩炉上面的风机。
5.2.9开启套标机前后输送带上的风机,在吹风干机右下方有绿色/红色按钮,按下绿色按钮,
启动吹干风机,然后进单个瓶进行试套标,试套标确认符合要求后,方可进瓶批量生产。
5.2.10生产过程中如套标机故障,应及时排除故障,确保生产顺畅。
5.3关机
5.3.1生产结束后,将电热关掉,保持风扇冷却10分钟后,再将风扇关掉。
5.3.2关闭电源开关。
5.3.3把剩余标签膜料及套标机上没有用完的膜料计算数量后退回到物料放置区,
5.3.4做好套标机和蒸汽通道及地面卫生。
5.3.5填写报表《套标机操作记录表》,上交组长。
6清洁
套标机标准操作规范 密 级: 普通
6.1对套标机表面、生产操作平台及地面进行卫生清扫,每班一次。
6.2对蒸汽收缩炉内部及表面进行彻底清洁,每班一次。
6.3对套标机相关联的输送带,风机等进行清洁,每班一次。
6.3对所清洁区域要求无污迹、无杂物,地面无积水,所有生产工具按要求摆放整齐。
7设备保养维护
7.1每日检查套标机刀盘内刀片是否松动,刀盘皮带及送标伺服皮带是否松动。
7.2每周检查蒸汽收缩炉内的喷嘴是否畅通,蒸汽阀是否漏汽。
7.3每周对驱动送标系统、平台上升机构、供料系统渡轮上的轴承及相关联的输送带轴承进行加油,并擦掉老油。
7.4每周检查压缩空气连接气管,对有漏气的气管进行更换,检查设备连接处螺丝,对有螺纹松动的螺丝锁紧。
7.5每月对电器柜进行检修(由工务协助检修)。
7.6设备保养记录详见《设备设施日常维护保养记录》
8技能培训
8.1由主管、组长对其进行岗位培训1周。
8.2新上岗的操作员工培训合格后,跟班实习一周,方能独立上岗。
8.3定期参加厂商提供的售后技术培训。
9异常情况及措施:
9.1如机器异常故障,将红色紧急停止按钮按下,维修调整并及时通知主管。