拉丝机工作原理
- 格式:pdf
- 大小:112.97 KB
- 文档页数:6
拉丝原理及配模在拉丝领域,人们普遍使用滑动式水箱拉丝机,也就是卷筒与钢丝线速度存在差距,这样钢丝才能在与卷筒的接触面打滑,从而产生滑动摩擦力,这个力量带动钢丝在每个模具前后实现拉拔。
首先是拉丝生产的效率问题,参照钢丝生产效率的计算,最关键的是机器的利用率,出线的大小,以及最快收线速度。
如果按每小时多少公斤来计算生产效率,那么生产效率=收线速度*铜包钢截面积*铜包钢密度*机器利用率。
机器利用率是指24小时内机器实际全速运行的时间,如果通过统计,在假设100%利用率的前提下得出利用率误差的最大和最小值,或者做分类统计,那么我们可以得到平均误差,从而确定拉丝生产的效率评估。
其次是拉丝的机理问题,参照有关复合线材的滑动拉拔过程,我们知道金属塑性变形一般是通过位错在滑移面上的运动来实现的,多晶体变形时还要通过各晶粒的协调来进行。
由于晶界的复杂性和不均匀性、原始晶体颗粒的不均匀性等原因,塑性变形在金属内部也不会绝对均匀,这种变形的不均匀性会对铜包钢线的后续变形产生影响。
在冷变形时,金属会产生应变强化效应,由于铜层的应变硬化指数比钢芯的大,因此在拉拔过程中,铜层的应变强化比较明显(俗话说变硬变得快),即继续变形所需增加的应力更高,因此在铜包钢的拉拔过程中,铜层才不至于在较大的应力作用下遭到破坏,同时由于应变强化的存在,随变形量的加大,变形也会逐渐趋于均匀。
韩国科技工作者通过研究发现,工作区角度,总变形量都会导致铜层比例的不同变化,这与应变强化是有直接关系的,在我公司常规生产中,通过分析统计发现,铜层变化几乎可以忽略。
再次是模具的工作问题,学习模具供应商样本提供的切面图可以知道,模具内部结构主要分六个区域,入口区,润滑区,压缩区,定径区,安全角,出口区,最关键的是压缩区的屈服挤压的应力以及定径区的摩擦力。
经过模具时的拉拔应力与铜包钢本身的屈服应力,压缩比,工作区角度,材料摩擦系数以及后拉应力决定。
而铜包钢本身的屈服应力同样是依据加法原理,由铜的屈服应力、钢的屈服应力按贡献比例累加得到。
解剖拉丝机的工作原理拉丝机是一种常用的金属加工设备,广泛应用于金属制品的生产过程中。
本文将详细介绍拉丝机的工作原理,包括其结构组成、工作过程以及相关的技术参数。
一、结构组成拉丝机主要由以下几个部份组成:1. 电动机:提供动力源,驱动整个拉丝机的运转。
2. 主机:包括拉丝机的机架、滑块、传动装置等。
机架是拉丝机的主要支撑结构,滑块则是用于控制工件的挪移。
3. 夹具:用于夹住工件,保持其稳定不动。
4. 模具:决定了工件的形状和尺寸。
5. 润滑系统:保证拉丝机的正常运转,减少磨擦。
二、工作过程拉丝机的工作过程可以分为以下几个步骤:1. 准备工作:将待加工的金属材料放置在拉丝机的夹具中,并根据需要选择合适的模具。
2. 夹紧工件:通过夹具将工件固定在拉丝机上,确保其稳定不动。
3. 启动电动机:将电动机启动,通过传动装置将动力传递给拉丝机的主轴。
4. 运动控制:通过控制滑块的运动,使其沿着工件的轴向挪移。
同时,模具也会施加一定的压力在工件表面上。
5. 拉丝过程:当滑块挪移时,工件被模具挤压,金属材料开始发生塑性变形。
随着滑块的继续挪移,工件逐渐变细、变长,最终形成所需的拉丝产品。
6. 冷却处理:拉丝过程中,金属材料会受到较大的磨擦热,为了防止工件过热,需要进行冷却处理。
通常会通过喷水或者涂抹冷却剂的方式,将工件表面温度降低。
7. 完成产品:当滑块挪移到末端时,拉丝过程完成,工件从夹具中取出,即可得到所需的拉丝产品。
三、技术参数拉丝机的性能参数对于工件的加工质量和生产效率有着重要影响。
以下是一些常见的技术参数:1. 最大拉丝力:表示拉丝机能够施加的最大力量,通常以吨或者千牛(kN)为单位。
2. 最大拉丝长度:表示拉丝机能够拉制的最大长度,通常以米(m)为单位。
3. 拉丝速度:表示拉丝机在工作过程中滑块的挪移速度,通常以米/分钟(m/min)为单位。
4. 模具尺寸:模具的尺寸决定了最终产品的形状和尺寸范围。
5. 机电功率:表示驱动拉丝机运转所需的电能,通常以千瓦(kW)为单位。
一、产品介绍1.1预应力的概念:指为了改善结构或构件在各种使用条件下的工作性能和提高其强度而在使用前预先施加的永久性内应力。
1.2 预应力钢绞线是预应力混凝土结构配筋用钢绞线的简称。
它是把多根冷拉预应力钢丝成螺旋装绞合在一起,并经消除应力处理而得到的,大致可分为以下几类:1)按其结构分:1×2;1×3;1×7<1+6);1×19;1×37.2)按生产方法分:捻制+消除应力回火;捻制+稳定化处理;模拔成型。
按表面无镀层分:表面无镀锌的预应力钢绞线;镀锌预应力钢绞线;环氧涂层预应力钢绞线;锌、铝、稀土镀层预应力钢绞线。
4)按松弛级别分:普通松弛级<I级松弛)预应力钢绞线;低松弛级<II级松弛)预应力钢绞线。
1.3预应力混凝土构件的构造要求主要包括以下几个方面:1>截面形式和尺寸。
2>预应力纵向钢筋及端部附加竖向钢筋的布置。
3>非预应力纵向钢筋的布置。
4>钢筋,钢丝,钢绞线净间距。
5>预应力钢筋的预留孔道。
6>锚具。
7>端部混凝土的局部加强.二、通用规程:应符合YB\T146 预应力钢丝及钢绞线用热轧盘条的要求。
2.2.1 化学成分2.2.2、力学性能2.2.3、其他金相组织:盘条金相组织应主要为索氏组织,不应有马氏组织、网状渗碳体等对性能有害的组织存在。
表面质量:盘条应将头尾有缺陷的部分切除,表面光滑、不应有多头、折叠、耳子、结疤、分层及肉眼可见的裂纹、杂质等缺陷。
时效: 盘条直径在¢12mm一下,时效时间应大于20天,盘条直径在¢12mm以上,时效应大于30天,冬季生产盘条的时效相应延长10天。
冶炼方法:必须经过炉外精炼。
原料经常必须按照规格、产地码放。
2.3、辅料2.3.1 拉丝时用润滑剂 <拉丝共九道工艺,前四道用粗润滑剂,后五道用细润滑剂)2.3.2 高速拉丝模具<如图3.1)<图3.1)1)硬质合金拉丝模坯<模心),硬质合金牌号为YG8.2)模套与模心的装配必须达到过盈配合。
拉丝生产工艺引言:拉丝生产工艺是一种常见的金属加工方法,广泛应用于各行各业。
本文将介绍拉丝生产工艺的基本原理、工艺流程以及相关设备和应用领域。
一、基本原理:拉丝是通过将金属材料经过一系列的加工步骤,使其在截面积减小的同时,长度显著增加的一种加工方法。
其基本原理是利用拉力和摩擦力使原材料发生塑性变形,从而实现金属材料的延伸和细化。
二、工艺流程:1. 材料准备:首先需要准备好金属材料,常用的有铁、铜、铝等。
材料的选择要根据具体的要求来确定,例如需要强度高的零件可以选择高强度的合金材料。
2. 加热处理:将金属材料加热至一定温度,以提高其塑性。
加热可以采用电阻加热、感应加热等方式,具体选择根据材料和设备的特点来确定。
3. 拉丝过程:将加热后的金属材料送入拉丝机中,经过多道模具的拉制,逐渐降低截面积,增加长度。
拉丝机通常由进料系统、拉丝模组、牵引装置和收线装置等部分组成。
4. 表面处理:拉丝后的金属材料表面通常不够光滑,需要进行表面处理。
常用的方法有抛光、酸洗、喷砂等,以提高表面质量和光洁度。
5. 检测和修整:拉丝完成后,需要对产品进行检测和修整。
常用的检测方法有外观检查、尺寸测量、材料成分分析等,以确保产品符合要求。
6. 最终加工:拉丝后的产品可以根据需要进行最终加工,例如切割、冷镦、焊接等。
这些加工可以进一步改变产品的形状和性能。
三、设备和工具:1. 拉丝机:是拉丝生产的核心设备,根据不同的需求和材料特性选择合适的拉丝机。
常见的拉丝机有牵引式拉丝机、摩擦式拉丝机等。
2. 模具:用于将金属材料进行拉伸的工具。
根据产品的形状和要求,选择合适的模具。
常见的模具有圆孔模具、方孔模具、异形模具等。
3. 加热设备:将金属材料加热至一定温度的设备,常见的有电阻炉、感应加热器等。
根据材料和工艺要求选择合适的加热设备。
4. 表面处理设备:用于对拉丝后的产品进行表面处理的设备。
常见的有抛光机、酸洗槽、喷砂机等。
选择合适的设备和工艺,可以改善产品的表面质量。

非滑动式拉丝机工作原理摘要:拉丝机广泛应用于金属加工行业中的拉丝工艺,用于将金属坯料加工成丝状或细丝。
非滑动式拉丝机是一种高效、精确的工具,其工作原理基于材料的塑性变形和剪切力。
本文将详细介绍非滑动式拉丝机的工作原理及其应用。
一、引言拉丝工艺用于将金属材料加工成丝状或细丝,广泛应用于金属加工行业。
非滑动式拉丝机是一种先进的设备,具有高效、精确的特点。
本文将详细介绍非滑动式拉丝机的工作原理,以帮助读者更好地理解它的工作过程和应用。
二、非滑动式拉丝机的工作原理非滑动式拉丝机的工作原理基于材料的塑性变形和剪切力。
在拉丝工艺中,金属坯料通过拉丝机的辊轮组或模具组进行连续塑性变形,使其从原始形状逐渐变细成丝状或细丝。
非滑动式拉丝机通过控制金属坯料和辊轮组之间的相对运动,实现材料的塑性变形和细丝的形成。
1. 辊轮组非滑动式拉丝机通常由多个辊轮组组成,每个辊轮组都有特定的功能。
辊轮组之间的距离逐渐减小,从而使金属坯料在过程中不断受到压力和塑性变形。
辊轮组之间的相对运动是通过驱动系统实现的,可以是电动驱动或液压驱动。
2. 材料的塑性变形当金属坯料通过辊轮组时,由于辊轮组的变形和运动,金属坯料受到压力和剪切力。
这些力的作用下,金属材料开始发生塑性变形。
材料的塑性变形是指材料在外力作用下,发生形变后能保持新形态而不会完全恢复原来形态的特性。
通过控制辊轮组的参数和相对运动,可以控制材料的塑性变形,实现拉丝工艺的目标。
3. 细丝的形成随着金属材料的塑性变形,原始的坯料逐渐变细成丝状或细丝。
通过控制辊轮组的运动和其他参数,可以实现不同粗细的拉丝效果。
非滑动式拉丝机可以实现高度精确的拉丝工艺,确保产出的细丝质量和尺寸精度。
三、应用领域非滑动式拉丝机在金属加工行业中有着广泛的应用。
以下是几个常见的应用领域:1. 机械制造非滑动式拉丝机在机械制造领域中用于制作各种金属零部件,如螺丝、螺母、螺栓等。
它可以实现高精度和高效率的拉丝工艺,确保零部件的质量和尺寸精度。
尼霍夫拉丝机原理
嘿,朋友们!今天咱们来聊聊尼霍夫拉丝机原理。
想象一下,尼霍夫拉丝机就像是一个超级厉害的魔法师,它能把粗粗的金属丝变得细细长长的,可神奇啦!
其实呢,它的原理就像是我们拉面条一样。
尼霍夫拉丝机有个像模子一样的东西,金属丝就从这个模子里通过。
就好像我们把面团通过擀面杖压成面条一样。
在这个过程中,拉丝机施加一定的力量,把金属丝慢慢地拉细拉长,让它变成我们想要的样子。
而且哦,这个拉丝的过程就像我们走路一样,一步一步的,非常有节奏。
不同的是,尼霍夫拉丝机走得特别稳、特别精确,能拉出非常均匀的金属丝来。
总之,尼霍夫拉丝机原理虽然听起来有点复杂,但其实就是这么个简单又有趣的过程。
就像生活中的很多事情一样,只要我们仔细去理解,就会发现它并没有那么难哦!希望大家都能明白这个神奇的原理啦!。
塑料扁丝拉丝机工作原理The plastic flat wire drawing machine is a type of equipment used to produce plastic flat wires by stretching and drawing plastic materials. 塑料扁丝拉丝机是一种通过拉伸和拉丝塑料材料来生产塑料扁丝的设备。
This machine works by feeding plastic materials through a series of rollers or dies, which reduces the cross-sectional area of the material and increases its length. 这台机器的工作原理是通过将塑料材料通过一系列的滚轮或模具进行喂料,从而减小材料的横截面积并增加其长度。
The plastic material is pulled through the machine at a controlled speed, which allows the material to be drawn into a long, thin wire. 塑料材料以控制的速度通过机器拉动,从而使材料被拉成一根又长又细的丝。
This process continues until the desired thickness and length of the plastic flat wire is achieved. 这个过程一直持续到达到所需的塑料扁丝的厚度和长度为止。
Ultimately, the plastic flat wire produced by the machine can be used in a variety of applications, such as in the manufacturing of plastic bags, ropes, nets, and other plastic products. 最终,这台机器生产的塑料扁丝可以用于各种应用,比如制造塑料袋、绳索、网格和其他塑料制品。
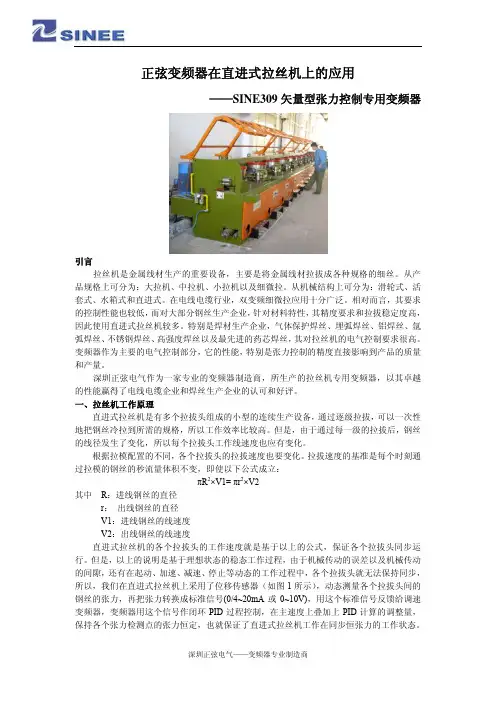
正弦变频器在直进式拉丝机上的应用——SINE309矢量型张力控制专用变频器引言拉丝机是金属线材生产的重要设备,主要是将金属线材拉拔成各种规格的细丝。
从产品规格上可分为:大拉机、中拉机、小拉机以及细微拉。
从机械结构上可分为:滑轮式、活套式、水箱式和直进式。
在电线电缆行业,双变频细微拉应用十分广泛。
相对而言,其要求的控制性能也较低,而对大部分钢丝生产企业,针对材料特性,其精度要求和拉拔稳定度高,因此使用直进式拉丝机较多。
特别是焊材生产企业,气体保护焊丝、埋弧焊丝、铝焊丝、氩弧焊丝、不锈钢焊丝、高强度焊丝以及最先进的药芯焊丝,其对拉丝机的电气控制要求很高。
变频器作为主要的电气控制部分,它的性能,特别是张力控制的精度直接影响到产品的质量和产量。
深圳正弦电气作为一家专业的变频器制造商,所生产的拉丝机专用变频器,以其卓越的性能赢得了电线电缆企业和焊丝生产企业的认可和好评。
一、拉丝机工作原理直进式拉丝机是有多个拉拔头组成的小型的连续生产设备,通过逐级拉拔,可以一次性地把钢丝冷拉到所需的规格,所以工作效率比较高。
但是,由于通过每一级的拉拔后,钢丝的线径发生了变化,所以每个拉拔头工作线速度也应有变化。
根据拉模配置的不同,各个拉拔头的拉拔速度也要变化。
拉拔速度的基准是每个时刻通过拉模的钢丝的秒流量体积不变,即使以下公式成立:πR2×V1= πr2×V2其中R:进线钢丝的直径r:出线钢丝的直径V1:进线钢丝的线速度V2:出线钢丝的线速度直进式拉丝机的各个拉拔头的工作速度就是基于以上的公式,保证各个拉拔头同步运行。
但是,以上的说明是基于理想状态的稳态工作过程,由于机械传动的误差以及机械传动的间隙,还有在起动、加速、减速、停止等动态的工作过程中,各个拉拔头就无法保持同步,所以,我们在直进式拉丝机上采用了位移传感器(如图1所示),动态测量各个拉拔头间的钢丝的张力,再把张力转换成标准信号(0/4~20mA或0~10V),用这个标准信号反馈给调速变频器,变频器用这个信号作闭环PID过程控制,在主速度上叠加上PID计算的调整量,保持各个张力检测点的张力恒定,也就保证了直进式拉丝机工作在同步恒张力的工作状态。
哎呀,说起拉丝机,这玩意儿可真是个技术活儿。
你别看它名字听起来挺普通的,其实里面门道可多了。
我有个朋友就是搞这个的,我经常听他叨叨,所以对这玩意儿也略知一二。
首先,拉丝机,顾名思义,就是用来拉丝的机器。
这丝可不是我们平时说的丝绸,而是金属丝,比如铜丝、铝丝之类的。
这玩意儿在工业上用途可大了,电线、电缆、各种金属制品,都离不开它。
拉丝机的结构,简单来说,就是由几个主要部分组成:放线架、拉丝模、收线架,还有控制系统。
放线架就是把原材料放上去的地方,收线架就是成品丝卷起来的地方。
拉丝模,这个可就关键了,它决定了丝的粗细和形状。
控制系统嘛,就是控制整个拉丝过程的,比如速度、张力这些。
说到原理,拉丝机的工作原理其实挺简单的,就是通过拉丝模把金属线材拉细拉长。
这个过程有点像我们小时候玩的那种拉面,只不过拉丝机用的是金属,而且精度要求高得多。
金属线材通过拉丝模的时候,会受到很大的压力,然后被拉成我们需要的粗细和长度。
具体操作起来,那可就复杂了。
首先,你得把金属线材固定在放线架上,然后通过拉丝模,最后卷到收线架上。
这个过程中,拉丝模的孔径要和线材的直径匹配,不然拉出来的丝要么太粗,要么太细。
而且,拉丝过程中,线材的张力要控制好,太松了丝容易断,太紧了又拉不动。
我那朋友还给我讲过一个趣事,有一次他们厂里的拉丝机出了点问题,丝老是拉不直。
他们折腾了半天,最后发现是拉丝模的孔径磨损了,换了个新的,问题就解决了。
这事儿给我印象挺深的,原来这拉丝机,看似简单,其实里面学问大着呢。
总之,拉丝机这玩意儿,虽然名字听起来挺土的,但其实是个技术含量挺高的设备。
它在工业生产中的作用,可一点也不比那些高大上的设备差。
下次你看到那些细细的金属丝,可别小瞧它们,它们可是经过拉丝机千锤百炼才出来的呢。
棉花糖拉丝机工作原理
棉花糖拉丝机是一种专门用于制作棉花糖的机器,其工作原理如下:
1. 原料制备:将砂糖和水按一定比例混合,并在混合物中添加适量的食用色素和食用香精。
2. 加热和熔化:混合物被倒入机器的加热炉中。
炉内装有一个加热器,通过加热器的加热作用,将砂糖和水混合物加热至熔化状态。
3. 糖丝生成:熔化的砂糖和水混合物滴下,并通过旋转的刮板或喷嘴,在空气中进行拉扯。
这个过程中,糖丝不断被拉伸和延展,形成细长的棉花糖丝。
4. 糖丝收集:糖丝的顶部位置有一个螺旋形的金属棒,糖丝在其上缠绕成一个圆锥形的形状,并随着机器的旋转不断增长。
同时,空气吹拂在糖丝上,使其迅速冷却并硬化。
5. 糖丝修整:当糖丝达到一定长度和形状时,操作人员会用专门的工具将其修整为适当的大小和形状。
修整过程中可以在棉花糖表面撒上一些糖粉或其他装饰,以增加其口感和美观。
通过以上步骤,棉花糖拉丝机能够将砂糖和水混合物加工成细长、柔软且美观的棉花糖丝。
拉丝作业指导书一、简介拉丝作业是一种常见的金属加工方法,用于将金属材料通过拉力来达到所需的直径、长度和表面光滑度。
本作业指导书将介绍拉丝作业的基本原理、操作步骤和注意事项,以帮助操作人员正确进行拉丝作业。
二、原理拉丝作业基于材料可塑性变形的特性,通过施加拉力使金属材料在一定的条件下拉长,从而达到缩小材料横截面积、细化晶粒和提高表面光洁度的效果。
通过拉丝作业,可以制备出直径较细、表面较光滑的金属丝材。
三、操作步骤1. 准备工作- 检查拉丝设备是否正常工作,包括清洁和润滑设备、检查电源和压力等。
- 准备所需的金属材料,并确保其符合要求。
2. 安装材料- 将金属材料固定在拉丝机上,确保其牢固且没有松动。
- 调整夹具,使其与材料接触的部分均匀分布。
3. 调整设备- 根据所需的拉丝直径和长度,调整拉丝机的参数,如拉力、速度和冷却剂等。
- 确保设备的温度、压力和速度等参数处于合适的范围内。
4. 进行拉丝作业- 启动拉丝机,逐渐施加拉力,使金属材料开始变形。
- 控制拉力和速度,使金属材料均匀地经过拉丝机,避免过大的变形和应力集中。
5. 检查拉丝效果- 定期检查拉丝后的金属材料,确保其直径、长度和表面光滑度符合要求。
- 如有需要,可使用相关测量仪器进行检测,如千分尺、显微镜等。
四、注意事项1. 安全操作:- 操作人员必须戴上防护手套、护目镜和其他必要的个人防护装备。
- 禁止将手指或其他物体放入拉丝机的工作区域,避免意外伤害。
2. 设备维护:- 定期保养和维护拉丝机,清洁和润滑设备,确保其正常运行。
- 检查和更换磨损的部件,如刀具、夹具和轴承等。
3. 材料选择:- 根据所需的材料性质和用途,选择合适的金属材料进行拉丝作业。
- 注意材料的硬度、延展性和热处理性能等特性,以便获得所需的拉丝效果。
4. 过程控制:- 控制拉丝的参数,如拉力、速度和温度等,确保拉丝过程稳定和可控。
- 避免过大的变形和应力集中,以免导致材料断裂或其他问题。
拉丝工艺的介绍及特点
拉丝工艺是用拉丝机拉制出金属丝或金属薄片的工艺,即利用丝轮、拉丝机和拉丝模将金属丝或金属薄片拉出一定的方向和尺寸。
拉丝是一种古老的金属加工方法,在古代我国就已采用这种方法加工各种金属制品。
在现代工业中,拉丝工艺仍被广泛应用,如铜管、铝管、铝材等的加工。
1.拉丝设备
(1)拉床:拉床是一种由机械传动、电气控制及温度控制
等组成的拉拔机床。
其结构包括机架、丝轮传动机构、升降机构、退刀机构和电气控制系统等。
其中,丝轮传动机构和电气控制系统是其关键部件。
(2)拉丝机:拉丝机是一种专用于拉拔各种金属丝或金属
片的设备。
目前,拉丝机多采用电液伺服控制方式,其特点是具有较高的加工精度和速度。
(3)拉丝模:拉丝模是用来将丝材拉成一定的尺寸和形状
的模具。
其工作原理是,在拉丝机上装上专用模具,在通过拉丝模孔口的拉拔下,将金属丝或金属片拉成一定长度和形状的成品,其特点是拉成的成品精度高、表面质量好、尺寸稳定。
—— 1 —1 —。
铜大型拉丝机的工作原理The working principle of a large copper wire drawing machine is based on the process of reducing the cross-sectional area of a wire by pulling it through a series of progressively smaller dies.大型铜线拉丝机的工作原理是通过将金属线通过一系列逐渐变小的模具来减小其横截面积。
The process starts with a spool of copper wire, which is fed through a series of rotating capstans that pull the wire through one or more drawing dies.该过程从一卷铜线开始,该铜线被送入一系列旋转的轮盘中,这些轮盘通过一个或多个拉丝模具把铜线拉过来。
As the wire passes through the drawing dies, it is stretched and reduced in diameter, resulting in a longer and thinner wire.当铜线通过拉丝模具时,它会被拉伸和减小直径,从而得到一根更长更细的铜线。
The entire process is controlled by a sophisticated system of motors, gears, and sensors, which ensures that the wire is pulled through the dies at the correct speed and tension.整个过程由一套精密的电机、齿轮和传感器控制,这确保了铜线以正确的速度和张力被拉过模具。
可编程控制器用于张力控制的一种方法
本文介绍一种采用PLC的超细线拉丝机自动控制系统,利用PLC的功能指令,可以方
便地实现拉丝机的张力控制。
一、拉丝机的工作原理及控制要求
超细漆包线是一种精细线材,广泛应用于电工、电子行业。超细线拉丝机是其主要生产
设备之一。拉丝机结构示意图如图1所示。
图1 拉丝机结构图
1、工作原理
原丝经过定速轮组和拉丝模子形成成品,经最后一只定速轮以一定的速度通过排线导轮
向收线轮输送。拉丝机就是要保证定速轮与收线轮之间的细丝存在一定的张力来完成拉丝过
程。定速轮组由主电机带动,转速随产品规格而定,线速度也一定。收线轮的线速度则随着
收线盘直径的增大而升高。为保证一定的张力,即保持送丝、收丝的线速度一致,需不断降
低收线轮的转速,保证收线轮收丝线速度恒定。收线轮的调速由调速电机实现。
2、控制要求
(1)细丝的张力控制:收丝速度太快,张力太大,容易引起断丝;收丝速度太慢,张
力太小,影响生产效率。调速精度要求较高。
(2)系统适应性:一台拉丝机要加工10-70um不同规格的细丝,不同产品有不同的张
力控制要求。
(3)超细铜丝价格昂贵,易变形断丝,对系统的运行可靠性要求较高。
在拉丝机的自动运行过程中如何测出速度信号,如何保持恒定的收丝速度,如何满足产
品的调速精度要求,是本系统的控制关键。
二、控制方式
1、要实现拉丝、收丝的速度控制,首先要测出速度信号。定速轮线速反映了拉丝速度,
排线导轮由细丝带动旋转,其线速反映了收线轮的线速,即收丝速度。因为定速轮与排线导
轮之间的细丝存在一定的张力,细丝与两轮都存在摩擦力,由于摩擦打滑因素,排线导轮的
线速与定速轮的线速并不相等,而是存在一定的比例关系K(由拉丝工艺确定)。因而在定
速轮和排线导轮两端设置两只光电测速传感器,测出实际的定速轮转速和排线导轮转速值,
间接反映拉丝、收丝线速度。
2、根据设备对速度稳定性和精度的要求,采用PI调节闭环控制系统。根据实际收丝速
度与给定收丝速度之差,经PI控制环节,求出控制量,调节变频器的输入信号,改变调速
电机的转速,以保持收丝速度的恒定。系统控制框图如图2所示。
图2 系统控制框图
因为NI/Nd=K
则
式中:反映了收丝给定速度与实际速度偏差值,可由测速传感器信号值计算得到。
(3)PI控制
式中: N为PI控制环节输出量:Kp为比例调节系数;tI为积分时间常数。
为便于PLC实现PI控制算法,采用离散化后的PI差分方程递推表达式:
式中:积分调节系数;T为采样周期。KP,KI根据系统调速精度确定后
调试得到。
4、根据PI调节量N,通过PLC实现脉宽调制,再经低通滤波电路(见图3),输出到
变频器控制端,控制运行频率,从而实现收丝线速的调节。此处利用PLC的PWM功能使
数字控制转变为模拟控制。低通滤波电路输出电压:
图3 低速滤波电路
三、控制系统的硬件组成与软件设计
1、硬件组成
加工不同规格产品,要求不同的主轴转速,即要求主电机能实现无级调速。在此主电机
调速采用变频器。通过操作面板上的电位器旋钮进行外部调速,利用变频器的启动、制动、
调速功能,可以实现理想的速度要求。
系统控制规模不大,但要求有测速、数据处理、PI调节、PWM控制、数值显示等功能,
系统控制精度要求较高。可编程控制器(PLC)控制功能强,应用灵活,运行可靠性高,性
能价格比好是一合适的机电产品控制器。笔者选用三菱公司FX2系列可编程控制器,该系
列为16位微处理器的高功能超小型PLC,内部资源丰富,指令使用方便,能够满足本系统
的控制要求(图4中,除低通滤波电路、变频器、调速电机外,其余环节均由PLC实现)。
硬件组成如图4所示。
为提高测速信号的精度,在定速轮轴和排线导轮轴两处安装的测速分度盘增加齿数b,
以提高分辨率。
图4系统硬件结构框图
2、软件设计
根据设计思路,进行程序编制。程序分点动和自动两部分。FX2系列PLC丰富的功能
指令,大大方便了编程。在程序中应用了速度检测、算术运算、传送和比较、PWM 、显示
等功能指令,充分体现了PLC功能控制的特点,使得整个系统的程序简捷、直观。自动程
序流程图如图5所示。
图5 自动程序流程图
(1)对于不同线径细丝,由于摩擦力不同,存在不同的速度比例关系,通过操作面板
上的参数设定开关及按钮,可进行速比K值的设定和显示。
(2)一般拉丝机的断丝判别是根据挂丝铜棒的电位值来确定。由于细丝接地电阻大,
而且容易受气流影响,造成与铜棒接触不良,因而这种方法对于细丝的断丝判别极不可靠。
本系统设计了断丝判别程序,把排线导轮转速信号与断丝设定值进行比较,根据比较结果判
断,与变频器配合应用,实现了断丝迅速停车。
(3)利用PLC丰富的功能指令,实现PI控制算法。在PLC指令系统中,没有小数、
负数运算,需要进行数值处理。PLC内部有大量的数据寄存器,便于编程。在程序设计中,
为提高调速精度,速度检测每1s读取一次传感器信号值。根据调速要求,经调试确定采样
周期T为1s;积分时间常数tI为25s;比例调节系数KP为0.8。考虑其后续环节,PI调节
输出量N要进行数值归一化处理。
四、结束语
本系统采用PI调节控制方式,通过可编程控制器实现,改善了系统的控制精度,满足
了不同产品的调速要求,大大方便了设备调试。该控制系统已在厂家运行了一年多,效果良
好。PLC的应用,提高了系统的自动化程度及运行可靠性。新一代可编程控制器既能满足
控制系统的常规要求,又能满足一些特殊要求(如数值运算、速度检测、脉冲输出、PWM
控制、数值显示等),在工业生产中将得到越来越广泛的应用。