铸件精度高,余量小;零件精度高,则余量大
加工余量的确定:确定铸件尺寸公差等级和加工余量等级后查表即可。 铸件尺寸公差CT分1-16级,精度低减; 加工余量等级RMA分AB。。JK共10级精度低减
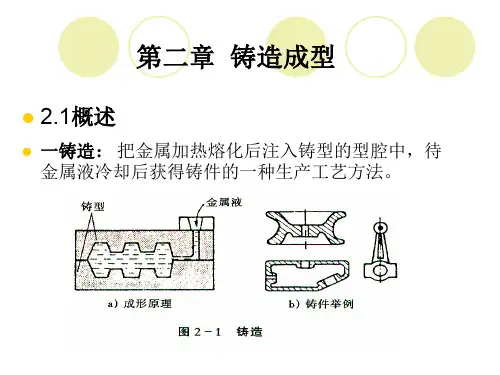
零件、铸件和模样三者在尺寸与形状上的区别:
比模样小一个加工余量和收缩量
零 比铸件小一加工余量 铸 比模样小一收缩量
生产批量 最小孔直径(mm) 灰铸铁件 铸钢件
大量 成批 单件、小批
12~15 15~30 30~50
—— 30~50
50
注意: 国家标准规定,加工余量用红线画 出轮廓,剖面处全涂以红色(或细纹格),机 加工余量数值用数字在图纸上直接标出。不加 工孔打红色的叉表示。
3)起模斜度 A 定义:为便于起模样或开芯盒,在铸件垂直分型面的各个侧 面上设计的斜度,也叫拔模斜度,(通常不是零件的结构) B 影响因素:主要取决于起模高度、造型方法、模样材料
型芯、型腔
大部分位于下 箱,方案合理
上箱 太高
5) 分型面应尽量平直,少弯曲。 以简化制模和造型工艺。
起重臂铸件的分型面
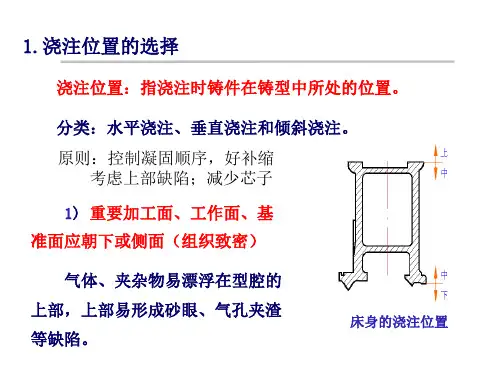
注:1)浇注位置与分型面的选择原则,有时甚 至相互矛盾。
2)质量要求高时,应先满足浇注位置,后 简化造型工艺。
3)一般则以简化铸造工艺、提高经济效益 为主,不必过多地考虑浇注位置。
芯头设计主要确定:长度、斜度、间隙。
(1)长度l或高度h
型芯头的构造
水平芯头: 长度l,取决于芯头直径和型芯长度。
上 下
阀体的铸造方案
5) 尽量减少型芯的数量,且便于型芯的固定、排气和检验。
螺栓塞头的浇注位置
7) 应使合箱位置、浇注位置和铸件冷却位置 相一致
这样可避免在合箱后,或于浇注后再次翻转 铸型。翻转铸型不仅劳动量大,而且易引起砂芯 移动、掉砂、甚至跑火等缺陷。