梯形螺纹加工课件
- 格式:ppt
- 大小:4.62 MB
- 文档页数:30


・75・
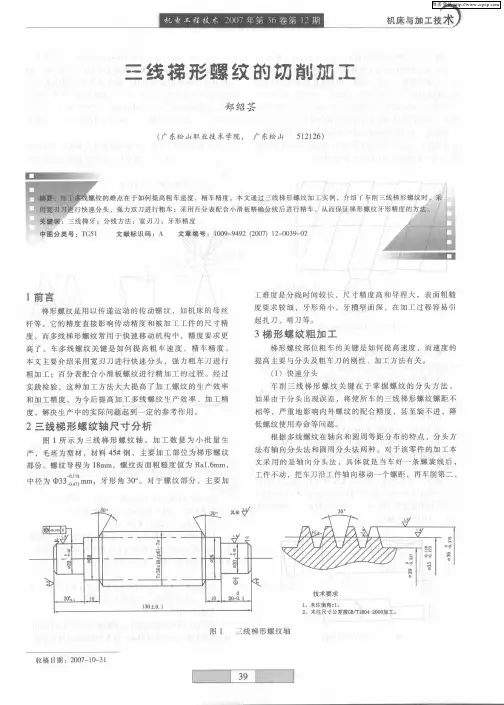
大螺距梯形螺纹的加工 黎波 (中国航天林泉集团研究所,贵州贵阳550000)
摘要:本文主要以Xx产品上大螺距梯形螺纹(图1)的加工为例,叙述了大螺距梯形螺纹加工中切削进给方式和切削用量选择原 则,分析了影响大螺距梯形螺纹加工质量的因素,提出了提高大螺距梯形螺纹加工质量的措施。 关键词:大螺距梯形螺纹加工质量进给方式切削用量 中图分类号:TG62 文献标识码:B 文章编号:1002-6ss6(2o,o)o5-0075一o2
Large Trapezoidal Thread Pitch of Reasonable Processing . . LI Bo Abstract:This article is primaril),lo XX products on the pitch trapezoid thread(see chart 1)the processing,described the pitch trape- zoid thread processing,cutting into the ways and cutting consumption selection and analysis of the impact Oil the pitch trapezoid thread pro- cessing quality,to improve the pitch trapezoid thread processing quality measures. Key words:large pitch trapezoidal thread;processing quality;feed t ̄jae;cutting specifications
1螺纹结构工艺性分析 我厂XX产品的零件中有一梯形螺纹TrI6X4—7H。螺 纹长度为324 nUTI,与中心轴的同轴度要求为0.12 mill,直线度 要求为0.1 lntn,牙形面光洁度要求为Ra小于1.6(图1)。
梯形螺纹基本知识
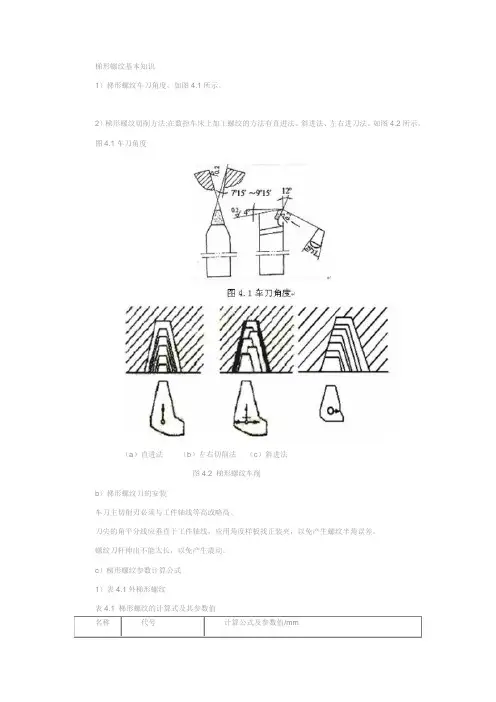
1)梯形螺纹车刀角度,如图4.1所示。
2)梯形螺纹切削方法:在数控车床上加工螺纹的方法有直进法、斜进法、左右进刀法。如图4.2所示。
图4.1车刀角度
(a)直进法 (b)左右切削法 (c)斜进法
图4.2 梯形螺纹车削
b)梯形螺纹刀的安装
车刀主切削刃必须与工件轴线等高或略高。
刀尖的角平分线应垂直于工件轴线,应用角度样板找正装夹,以免产生螺纹半角误差。
螺纹刀杆伸出不能太长,以免产生震动。
c)梯形螺纹参数计算公式
1)表4.1外梯形螺纹
表4.1 梯形螺纹的计算式及其参数值
名称 代号 计算公式及参数值/mm
牙顶间隙 ac 0.25、0.5、1
大径 d 公称直径
中径 d2 d2=d-0.5P
小径 d3 d3=d-2h3
牙高 h3 h3=0.5P+ac
牙顶宽 a a=0.366P
牙槽底宽 w w=0.366P-0.536
2)三针测量表4.2
测量时,把三根量针放置在螺纹两侧相对应的螺旋槽内,用千分尺量出两边量针顶点之间的距离M。根据M值可以计算出螺纹中径的实际尺寸。三针测量时,M值和中径的计算公式见表4.2。
表4.2 三针测量表
螺纹牙型角 M值计算公式 量针直径(dD)
300梯形螺纹 M=d2+4.864dD-1.866P 最大值 最佳值 最小值
0.656P 0.518P 0.486P
测量时要注意:一是三针测量用的量针直径(dD)不能太大,如果太大,则量针横截面与螺纹牙侧不相切,无法量得中径的实际尺寸;二是量针也不能太小,如果太小,则量针陷入牙槽中,其顶点低于螺纹牙顶而无法测量。
d)注意事项
1)车梯形螺纹时进给倍率和主轴倍率无效(固定100%)。
2)不要使用恒线速切削,用G97指令。
3)加工中的进给次数和被吃刀量应合理分配。

内梯形螺纹加工方法
内梯形螺纹加工方法一般可分为以下步骤:
1. 工件准备:选取合适的工件材料,并根据设计要求进行切削前的加工处理,如修平、切割等。
2. 设计加工方案:根据螺纹的尺寸要求和加工设备的特点,设计出适合的加工方案,包括切削刀具的选择、切割速度、进给速度等。
3. 设计加工夹具:根据工件的形状和尺寸,设计制作加工夹具,用于保持工件的稳定性和定位准确性。
4. 安装工件:将工件装夹在加工设备上,保持工件的稳定,并确保与切削刀具的装配精度。
5. 切削加工:根据设计方案,选择合适的切削刀具,并设置好相应的切削参数,如切削速度、进给速度、切削深度等。然后按照规定的切削路径进行切削,直至加工出所需的螺纹形状。
6. 检验与修整:完成内梯形螺纹加工后,需要进行外观质量和尺寸精度的检验。如有需要,还可以进行修整工序,以提高加工质量。
7. 清洁与保养:对加工设备进行清洁和保养工作,保持设备的正常运行状态,延长设备的使用寿命。
需要注意的是,内梯形螺纹的加工比较复杂,需要具备一定的加工技术和经验。同时,加工过程中需要注意安全操作,避免发生事故。
维普资讯 与加工技术 三条螺旋线。这种方法操作简单,不需任何工具就能分头, 不足之处是小溜板刻度不够精确,传动丝杠也存在误差, 多头螺纹的螺距不一定是整数,用小溜板刻度盘读出小数 值的格数比较困难不易达到高的精度,这种方法只用在粗 车时分头,在采用移动小溜板进行分头时,如果采用传统 的尖刀进行画刻线分头就十分繁琐而费时,甚至会出错, 出现乱纹(如三线螺纹就要画6条螺旋线,四线螺纹就要 画8条线)。这里本文采用宽刃刀进行画线(画线方法如图 2,关键是精确测量和控制车刀移动的距离。
图2 用宽刃刀画线图 三线梯 形螺纹
牙
粗车时利用移动小溜板进行分头,即小溜板移动数值 等于螺纹导程如图2所示,再用排刀(如图4)进行粗加 工。这样即可以提高生产率又可以确保画线精度。 宽刃刀几何形状(如图3)及有关参数、切削条件 如下。 切削用量:v ̄=lO~15m/min;ap=O.1-0.2min 车刀材料:高速钢(W18CAV) 切削条件:车削时尽可能主切削刃平行工件轴线,加 注充分的乳化液作泠却,可提高分头效率和延长粗车刀使 用寿命。 如图3、4所示用一把刀头宽度略大于牙顶宽的切断 刀,先进行分槽,然后再进行粗车。用这种刀进行分线的 优点是分线速度快、效率高、分线精度也高,不容易出现 乱纹。具体的操作如下。
图3 宽刃刀几何参数 ①刃磨一把刀头宽度为3.55ram的宽刃刀,宽刃刀刀 头宽度略小于梯形螺纹螺距P减牙顶宽 装车刀时,切 断刀的主切削刃要平行梯形螺纹的外圆,切削深度为 0.1mm,开动车床,走一刀分第一条螺旋槽。由于一次可 划出两条螺旋线,故分线时间比用尖刀划线节约了一倍的 时间,共需移动小滑板三次,提高了生产效率。具体如图 3所示。 ②移动小滑板,使小滑板刻度值转过6ram,切削深度 不变,一刀切削分第二条螺旋槽(这时要检测导程是否正 确)。 蔓: J , ③第三条螺旋槽的分线法如上。 l。1ll -’ (2)利用移动小溜板及高强度梯形螺纹撵刃避 速 粗车(高强度梯形螺纹排刀如图4所示) ≯喾 一 霞