硅烷交联聚乙烯电力电缆绝缘料的研制
- 格式:pdf
- 大小:392.46 KB
- 文档页数:6
研究与开发合成树脂及塑料,2005,22(6):4
CHINASYNTHETICRESINANDPLASTICS
硅烷交联聚乙烯电力电缆绝缘料的研制
张建耀,刘少成z许平z丛日新z谢侃z
’(1.常熟理工学院化学与材料工程系,江苏常熟,215500;2.中国石化齐鲁股份有限公司树脂研究所,山东淄博,255400)
摘要:’采用两步法制备了硅烷交联聚乙烯(PE)电力电缆绝缘料。以双螺杆挤出机为反应器,以低密度聚乙
烯(LDPE)和线型低密度聚乙烯(LLDPE)为基础树脂,考察了影响PE接枝交联的主要因素(如基础树脂的配比,交联
剂的用量及种类,引发剂、抗氧剂的用量等),得出了具有良好性能的硅烷交联PE电力电缆绝缘料的配方(质量份
数):LDPE为85.00phr,I工DPE为15.00phr,硅烷w为O.60phr,硅烷Q为I.40phr,引发剂为0.12phr,抗氧剂
为o.20phr。
关键词:低密度聚乙烯线型低密度聚乙烯硅烷交联绝缘料电缆
中圈分类号:TQ325.1十2文献标识码:B文章编号:1002一1396(2005)06一o004—05
聚乙烯(PE)树脂具有优良的物理和化学性
能,且易于加工。但它熔点较低,耐热变形性差,制
品的机械强度欠佳,从而限制了其在许多领域的
应用。为了提高PE的使用性能,国内外学者研究
了不同的改性方法。PE交联是其中的一种。
目前。应用于电缆行业的交联PE主要有硅
烷交联、过氧化物交联及辐照交联。过氧化物交
联主要用于中高压电缆的生产(10~500kV),辐照
交联主要用于绝缘层较薄的细线生产f35kV以
下),而硅烷交联主要用于低压电缆的生产(10kV
及以下)。
硅烷交联PE的生产工艺有一步法和两步
法。一步法是通过特制的精密计量系统,将原料一
次性投入专门设计的反应挤出机中.一步完成接
枝和成型工艺。该工艺简单、设备少、生产较为经
济,但在接枝和成型过程中产生一些交联物,使物
料的流动性下降。两步法的第一步为PE硅烷接
枝物和催化母料的制备;第二步为PE接枝物和
催化母料的混炼挤出成型。然后制品在热水或低
压蒸汽下交联。两步法在生产过程中防止了过早
交联,物料流动性较好,易于加工。另外,可根据需
要在接枝料和催化母料共混时加入其他助剂,
改善制品的使用性能。两步法适于低压电力电缆
绝缘料的生产。
本工作以低密度聚乙烯(LDPE)为基础树脂,
用两步法生产低压电力电缆绝缘料。1实验部分
1.1原料
LDPE,QLT17,熔体流动速率(胍瞅)为2.0g,
10min,密度为O.920g/cm3;线型低密度聚乙烯
(LLDPE),DFDA7042,脚R为2.0
g,10min,密度
为O.920加m。,均为中国石化齐鲁股份有限公司
塑料厂生产。硅烷交联剂:W,试剂级,哈尔滨银达
化工新技术开发公司生产;Q,试剂级,天津化工
厂生产。抗氧剂.工业级。上海高桥一汽巴嘉基公司
生产。交联催化剂,二月桂酸二丁基锡。工业级,
北京化工三厂生产。引发剂,过氧化二异丙苯
(DCP),试剂级,上海中心化学试剂厂生产。
1.2仪器与设备
AG一5000A型拉力机,日本岛津公司生产;
SHJ一40一Ⅲ型双螺杆挤出机,南京航空航天大学
信力塑料机械厂生产;PLD65l型电子塑化仪,德
国布拉本达公司生产;401A型老化试验箱,上海
试验仪器厂生产:RYS一Ⅲ型热延伸试验仪,呼和
浩特机电研究所生产。
1.3实验方法及测试标准
硅烷接枝料的制备:按配方将基础树脂、硅烷
收稿日期:2005一06—25:修回日期:2005—08—22。
作者简介:张建耀,1968年生,高级工程师,工学硕士,
2004年毕业于大连理工大学材料学专业.研究方向为合
成树脂加工应用。联系电话:(0512)52251842;E—mil:
qiluzjy@163.com。
万方数据第6期张建耀等.硅烷交联聚乙烯电力电缆绝缘料的研制
及其他助剂混合后于反应型挤出机中挤出造粒。
催化母料的制备:按配方将基础树脂、催化剂及其
他助剂混合后于普通双螺杆挤出机中挤出谴粒。
交联绝缘料试样按JB/rr10437—2004制备。
拉伸强度、断裂伸长率、空气热老化、热延
伸、体积电阻率、介电常数和介电强度按JB厂I'
10437—2004测试。M积按GB厂r3682—2000测
试,温度为190℃,砝码质量2.16kg。
交联度采用凝胶含量表征。按ASTMD2765
A一1995测试,十氢萘作溶剂,沸腾回流6h。
凝胶含量=『形广(形2一形3)】/形l×100%
结构式中:形。为试样原质量,g;形:为试样原质量与金
属网质量之和,g;彤,为残留试样烘干后质量与金
属网质量之和,g。
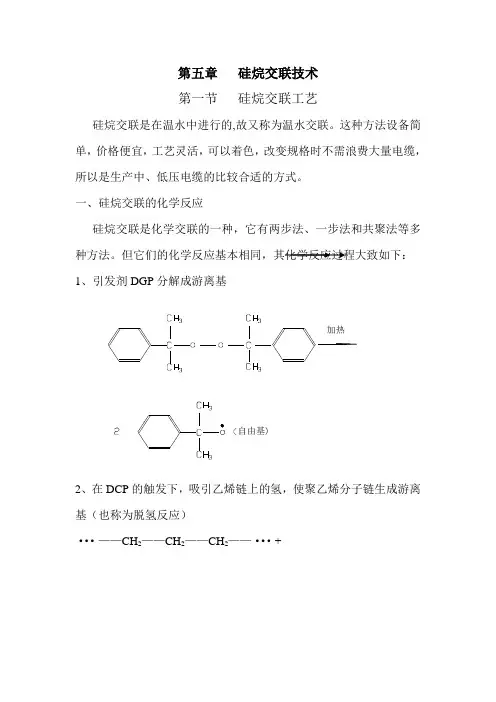
1.4硅烷接枝交联PE机理
硅烷接枝交联PE的反应历程如下:
①DcP分解成游离基
D}。一}o:9}
②引发自由基的脱氢反应
CH,CH,
~咀“驴啦一cHz~+D卜一~吼_c旷抽一cH:~+D{-oH
③与硅烷交联剂的接枝
¨M^cH2一cH2一cH—cH2坩^M+cH2一cHsiaDC2如)3—+¨^McH2一cH2一cH—cH2w^M
.CH2一cH—si(Oc2H5)3
Ⅳ—^^cH2一cH2一cH—cH2w—M+p——McH2一cH2一cH2一cH2wwn—+¨^McH2一cH2一cH—cH2w—M
cH2一cH—si(oc2H也cH2一cH2一si(0c2H也
④接枝后的PE进行水解缩聚反应形成交联
CH2
J
CH2
H5c20一?~oc:地
H,c20H5c2U
Oc2H5催化剂
9c:地水解
。,n一!i—nr。…。
H5c20
H5c20一si一0c2H5~……
CH2
CH2Oc2吨
+2c2也OH
0c2H5
2结果与讨论
2.1基础树脂的选择
烯烃的均聚物和共聚物都可以硅烷交联。理
论上,最适合生产硅烷交联绝缘料的树脂应分子
链支化度高,以生成致密的交联网;树脂的各组分
具有合适的肘职。根据电力电缆的使用要求,在
聚烯烃中,应选用IDPE作为主基础树脂。
对于硅烷接枝,在硅烷品种一定时,LDPE的反应活化能大于LLDPE。在一定温度下、一定
时间内,LDPE的总接枝率小于LLDPE[】】,从而导
致LLDPE的交联效果优于LDPE。因此,LLDPE
与LDPE共混使用。比单独用LDPE的交联效果
好。但随着交联度的升高,大分子链沿外力方向取
向受到交联网络的限制增强,导致断裂伸长率下
降,同时,材料的结晶结构受到严重破坏,使其拉
伸性能下降【2】。LLDPE的加工性能劣于LDPE,随
其加入量增多,制成的绝缘料的加工性能变差,在
挤出造粒和电缆加工成型时,挤出物表面变得粗
糙。因此,LDPE和LLDPE混合比例要恰当。根据
流变学原则,最好选取腻职相近的LDPE和
UDPE树脂。这是因为2种树脂的黏度相差很大
时。在流动过程中,必然使流动分级,不易混合均
匀嘲。基础树脂的舰硪为2.0g,10min左右较好。
通过物性对比,选QLT17和DFDA7042共同作
为接枝料的基础树脂。PE分子链为非极性结构,
因而液体硅烷对其表面的浸润性非常有限[4J。
QLT17树脂为粒状产品,为了使液态硅烷在树脂
中分散良好,DFDA7042选用粉料.同时作为液
态硅烷的载体树脂。
催化母料载体树脂的选择也很重要,既要使~咀—。—蕃.咀~
一
万方数据合成树脂及塑料2005年第22卷
各种助剂分散良好,又要使绝缘料具有良好的加
工性能。选择不好,要么助剂分散不均匀,要么严
重影响电缆绝缘层的表面光滑度,从而易引起电
击穿,或者二者兼而有之。
由图1看出.加入树脂LLDPE后,绝缘料的
交联度增大,热延伸性能有了显著改善,但拉伸性
LLDPE用量,phr山
宝
艇
矮
爱
迥能下降。LLDPE的添加量达到16phr后,继续添
加LLDPE,虽然材料的拉伸性能稍有提高,但材
料的加工性能变差,挤出物表面变得粗糙。在综合
考虑加工性能、耐热性能与拉伸性能的基础上确
定LLDPE的加入量,选取m(LDPE)胁(LLDPE)为
85:15.
誉
番l卜
业
擘
旃
搭承
.i;lL
垂
艘
蕞
图1LLDPE用量对绝缘料性能的影响
Fig.1E艉ctofLLDPEcontentoncmsslinkingdegree,tensilestrengthandthe册alductilityoftheinsulant
注:以LDPE和LLDPE的总用量为100phr计。
2.2绝缘料助剂配方体系的研究
2.2.1硅烷交联剂的选择
大量文献和实验表明.影响硅烷接枝PE交
联效果最显著的因素是硅烷、引发剂及交联催化
剂,其用量范围为硅烷1.0—3.0phr,引发剂0.05—
0.20phr,交联催化剂0.05—0.25phr。
由表1看出.随W用量的逐渐增大,接枝物
的MfR降低,交联度逐渐增大。当W由0.5phr
升至2.0phr时,交联度由45.4%升至65.2%,升
幅达43.6%,而M职的变化相对较小。当W由
2.Ophr提高到2.5phr时,交联度仅提高5.8%,而
肘职迅速下降.降幅达45%。这表明物料的黏度
大幅上升。根据实际生产经验,M职为0.4—0.6g,
10min最适合电线电缆生产,过高易导致成品电
缆偏芯,过低则挤出物表面粗糙。可以看出,W用
量应为2.0~2.5phr,Q用量2.0phr即可。硅烷用
量相同时,Q的交联度比W高,这是因为它们的
取代基不同,导致W的反应活性低于Q,对PE的
接枝率就低。另外,W取代基的水解速率较慢,导
致Q的PE接枝物交联速度大于胛。电缆生产厂
为缩短生产时间.提高经济效益.希望绝缘料具有
较高的交联速度。
由于分子结构的特点,Q交联速度明显较W
快,但交联速度太快时,有可能在挤出机中发生预
交联。实验发现,绝缘料在成缆过程中。挤出机模表1硅烷用量对硅烷接枝PE性能的影响
T铀.1Em孵tofsiI柚e∞n咖t
oncmssIinki哩degr∞
andmennow均teoftlIesn柚e_granedPEs
头温度较普通LDPE加工温度高,因而绝缘料在
挤出机内的停留时间不宜过长。为了适当降低交
联速度。采用2种硅烷复配的方法。
从图2可见,m(W)/m(Q)为30:70时可以较
好地平衡交联速度及加工性。另外,加工实验表
明.W的加人也改善了绝缘料的流动性能,使电
缆制品外观质量优于单纯使用Q。
2.2.2引发剂对材料性能的影响
在PE熔融接枝硅烷的挤出过程中。除PE与
硅烷的接枝外,还存在PE分子链上的C—C交
联,它与硅烷接枝是竞争反应。制备接枝料的过程
中.挤出料条表面劣化主要由C—C交联引起。引
发剂的存在加剧了这种反应。在引发剂浓度低时,
交联受到接枝的抑制,使接枝占主导地位;而在引
万方数据