钢丝圈挤出缠绕生产线覆胶机头结构优化设计
- 格式:pdf
- 大小:1022.73 KB
- 文档页数:6
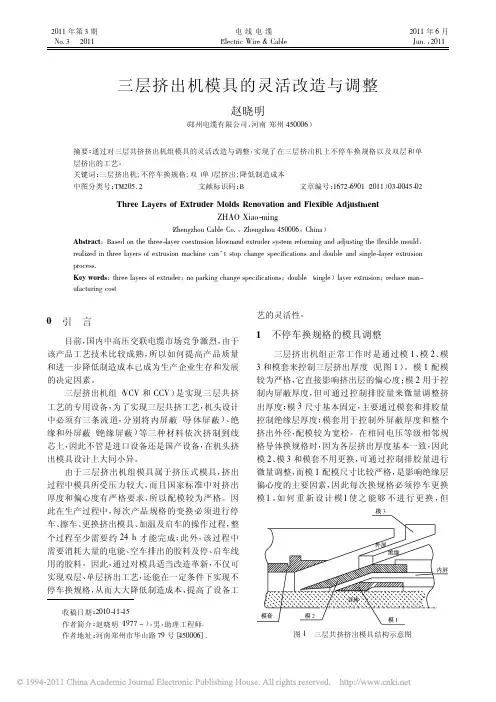
2011年第3期No.32011电线电缆Electric Wire &Cable 2011年6月Jun.,2011三层挤出机模具的灵活改造与调整赵晓明(郑州电缆有限公司,河南郑州450006)摘要:通过对三层共挤挤出机组模具的灵活改造与调整,实现了在三层挤出机上不停车换规格以及双层和单层挤出的工艺。
关键词:三层挤出机;不停车换规格;双(单)层挤出;降低制造成本中图分类号:TM205.2文献标识码:B文章编号:1672-6901(2011)03-0045-02Three Layers of Extruder Molds Renovation and Flexible AdjustmentZHAO Xiao-ming(Zhengzhou Cable Co.,Zhengzhou 450006,China )Abstract :Based on the three-layer coextmsion blownand extruder system reforming and adjusting the flexible mould ,realized in three layers of extrusion machine can ’t stop change specifications and double and single-layer extrusion process.Key words :three layers of extruder ;no parking change specifications ;double (single )layer extrusion ;reduce man-ufacturing cost收稿日期:2010-11-15作者简介:赵晓明(1977-),男,助理工程师.作者地址:河南郑州市华山路79号[450006].0引言目前,国内中高压交联电缆市场竞争激烈,由于该产品工艺技术比较成熟,所以如何提高产品质量和进一步降低制造成本已成为生产企业生存和发展的决定因素。
连退卷取机溢出边控制优化摘要:主要介绍了安钢连退机组出口卷取机溢出边通过自动控制手段,使得卷曲机溢出边得到改善,提高了连退产品质量。
关键词:卷取机溢出边速度级联0引言近几年随着社会的快速发展和产业结构的优化调整,冷轧板的需求量呈现出高速增长态势,应用领域越来越广。
而加工市场竞争越来越激烈,因此对产品质量和降成本要求越来越高。
连退机组作为钢铁生产流程中最后一道工序,退火板是与消费者距离最近的钢铁产品之一,因此产品质量要求最高。
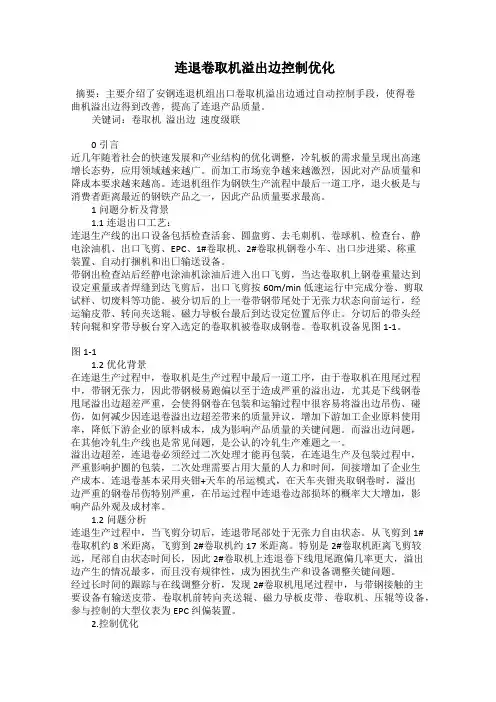
1问题分析及背景1.1连退出口工艺:连退生产线的出口设备包括检查活套、圆盘剪、去毛刺机、卷球机、检查台、静电涂油机、出口飞剪、EPC、1#卷取机、2#卷取机钢卷小车、出口步进梁、称重装置、自动打捆机和出囗输送设备。
带钢出检查站后经静电涂油机涂油后进入出口飞剪,当达卷取机上钢卷重量达到设定重量或者焊缝到达飞剪后,出口飞剪按60m/min低速运行中完成分卷、剪取试样、切废料等功能。
被分切后的上一卷带钢带尾处于无张力状态向前运行,经运输皮带、转向夹送辊、磁力导板台最后到达设定位置后停止。
分切后的带头经转向辊和穿带导板台穿入选定的卷取机被卷取成钢卷。
卷取机设备见图1-1。
图1-11.2优化背景在连退生产过程中,卷取机是生产过程中最后一道工序,由于卷取机在甩尾过程中,带钢无张力,因此带钢极易跑偏以至于造成严重的溢出边,尤其是下线钢卷甩尾溢出边超差严重,会使得钢卷在包装和运输过程中很容易将溢出边吊伤、碰伤,如何减少因连退卷溢出边超差带来的质量异议,增加下游加工企业原料使用率,降低下游企业的原料成本,成为影响产品质量的关键问题。
而溢出边问题,在其他冷轧生产线也是常见问题,是公认的冷轧生产难题之一。
溢出边超差,连退卷必须经过二次处理才能再包装,在连退生产及包装过程中,严重影响护圈的包装,二次处理需要占用大量的人力和时间,间接增加了企业生产成本。
连退卷基本采用夹钳+天车的吊运模式,在天车夹钳夹取钢卷时,溢出边严重的钢卷吊伤特别严重,在吊运过程中连退卷边部损坏的概率大大增加,影响产品外观及成材率。

铺丝机的结构设计系部名称:专业班级:学生姓名:指导教师:职称:- 1 -The Graduation Design for Bachelor's DegreeThe Structural Design ofFiber-Spreading DeviceCandidate:Specialty:Class:Supervisor:- 2 -目录摘要 (4)Abstract (5)第1章绪论 (6)1.1课题背景 (6)1.2铺丝机国内外的发展情况 (7)第2章方案的选择与论证 (11)2.1铺丝机的技术要求 (11)2.2原理设计与方案的选择 (11)2.2.1 原理设计 (11)2.2.2方案选择 (14)2.2本章小结 (17)第3章机械系统设计 (18)3.1 机械运动分析 (18)3.2机械机构的设计 (20)3.2.1主体部件的设计 (20)3.2.2传动部件及驱动组件 (23)3.2.3轴的设计及校核 (25)3.2本章小结 (28)4.2检测部分的设计 (30)4.3控制结构设计 (31)图4.2 (32)4.4本章小结 (32)结论 (33)参考文献 (34)- 3 -摘要铺丝是腈纶烘干的前一道工序,铺丝的质量直接影响到烘干的效率。
目前国内几个腈纶生产厂家所使用的铺丝装置,普遍存在送丝的运动速度难以控制,和铺丝方式落后等问题。
为改进铺丝的质量,本次设计完成一套性能得到改进的铺丝设备。
首先,对铺丝所要完成的功能进行了分析。
根据机电一体化装置设计的基本思想,把铺丝机划分为机械执行部分和控制部分,本次设计主要设计机械执行部分。
机械执行部分包括机械执行机构和驱动电机的控制。
铺丝机在工作过程中,为了达到理想的铺丝效果,需要对几个运动参数进行控制,包括滚轮驱动电机的转速,平台工作台电机的转速、行程等。
这些运动参数需要根据前一级工序生产速度的不断变化进行调整,以达到最佳的铺丝效果。
本次设计的腈纶铺丝装置是典型的机电一体化系统,具有高智能化、高可靠性、易控制等优点。
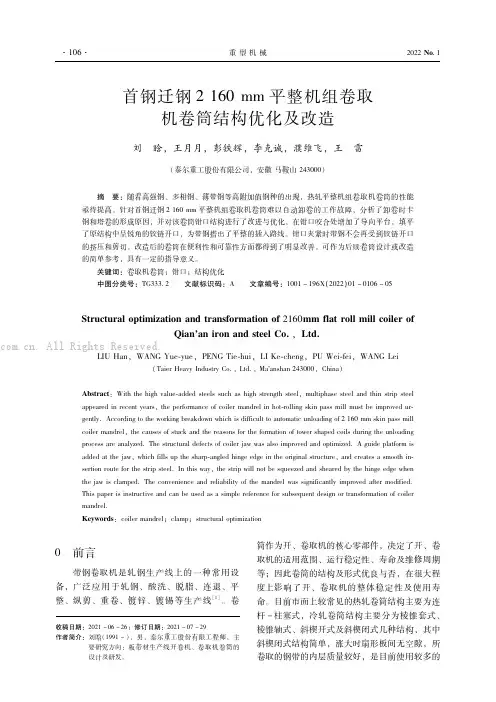
首钢迁钢&!-$K K 平整机组卷取机卷筒结构优化及改造刘%晗 王月月 彭铁辉 李克诚 濮维飞 王%雷!泰尔重工股份有限公司"安徽马鞍山&Z#$$$$摘%要 随着高强钢%多相钢%薄带钢等高附加值钢种的出现"热轧平整机组卷取机卷筒的性能亟待提高&针对首钢迁钢&!-$KK 平整机组卷取机卷筒难以自动卸卷的工作故障"分析了卸卷时卡钢和塔卷的形成原因"并对该卷筒钳口结构进行了改进与优化&在钳口咬合处增加了导向平台"填平了原结构中呈锐角的铰链开口"为带钢搭出了平整的插入路线&钳口夹紧时带钢不会再受到铰链开口的挤压和剪切&改造后的卷筒在便利性和可靠性方面都得到了明显改善&可作为后续卷筒设计或改造的简单参考"具有一定的指导意义&关键词 卷取机卷筒#钳口#结构优化中图分类号 (1###O &%%文献标识码 +%%文章编号 !$$!,!"-. &$&& $!,$!$-,$W*):#*:)'(,4*&3&C '*&,%'%0*)'%+-,)3'*&,%,-&!-$33-('*),((3&((#,&("),-E &'%F '%&),%'%0+*""(9,GH *0G ^N :84<"U +01d 9@7E 9@"c ?01(6@7396"^N o @7C 3@<="c :U @67R @6"U +01^@6!(46@A 8@4T E N <B9G H A E 25'"^H B'"b 4h 4<G 34<&Z#$$$"236<4$51+*)'#*'U 6H 3H 3@36=3T 4D 9@74BB@B G H @@D G G 9C 34G 36=3G H A @<=H 3G H @@D "K 9D H 6I34G @G H @@D 4<B H 36<G H A 6I G H @@D 4II@4A @B 6<A @C @<H E @4A G "H 3@I@A R 5A K 4<C @5R C 56D @A K 4<BA @D 6<35H 7A 5D D 6<=G L6<I4G G K 6D D K 9G H P@6K IA 5T @B 9A 7=@<H D E '+C C 5A B6<=H 5H 3@Q 5A L6<=PA @4LB5Q <Q 36C 36G B6R R 6C 9D H H 549H 5K 4H 6C 9<D 54B6<=5R &!-$K KG L6<I4G G K 6D D C 56D @A K 4<BA @D "H 3@C 49G @G 5R G H 9C L 4<B H 3@A @4G 5<G R 5A H 3@R 5A K 4H 65<5R H 5Q @A G 34I@B C 56D G B9A 6<=H 3@9<D 54B6<=IA 5C @G G 4A @4<4D E V @B'(3@G H A 9C H 9A 4D B@R @C H G 5R C 56D @A j 4QQ 4G 4D G 56K IA 5T @B 4<B 5IH 6K 6V @B'+=96B@ID 4H R 5A K6G 4BB@B 4H H 3@j 4Q "Q 36C 3R 6D D G 9I H 3@G 34A I74<=D @B 36<=@@B=@6<H 3@5A 6=6<4D G H A 9C H 9A @"4<B C A @4H @G 4G K 55H 36<7G @A H 65<A 59H @R 5A H 3@G H A 6I G H @@D 'N <H 36G Q 4E "H 3@G H A 6I Q 6D D <5H P@G S9@@V @B 4<B G 3@4A @B PE H 3@36<=@@B=@Q 3@<H 3@j 4Q6G C D 4K I@B'(3@C 5<T @<6@<C @4<B A @D 64P6D 6H E 5R H 3@K 4<BA @D Q 4G G 6=<6R 6C 4<H D E 6K IA 5T @B 4R H @A K 5B6R 6@B'(36G I4I@A 6G 6<G H A 9C H 6T @4<B C 4<P@9G @B 4G 4G 6K ID @A @R @A @<C @R 5A G 9PG @S9@<H B@G 6=<5A H A 4<G R 5A K 4H 65<5R C 56D @A K 4<BA @D '6"7.,)0+'C 56D @A K 4<BA @D #C D 4K I #G H A 9C H 9A 4D 5IH 6K 6V 4H 65<收稿日期 &$&!,$-,&-#修订日期 &$&!,$*,&"作者简介 刘晗!!""!,$"男"泰尔重工股份有限工程师"主要研究方向'板带材生产线开卷机%卷取机卷筒的设计及研发&$%前言带钢卷取机是轧钢生产线上的一种常用设备"广泛应用于轧钢%酸洗%脱脂%连退%平整%纵剪%重卷%镀锌%镀锡等生产线)!*&卷筒作为开%卷取机的核心零部件"决定了开%卷取机的适用范围%运行稳定性%寿命及维修周期等#因此卷筒的结构及形式优良与否"在很大程度上影响了开%卷取机的整体稳定性及使用寿命&目前市面上较常见的热轧卷筒结构主要为连杆,柱塞式"冷轧卷筒结构主要分为棱锥套式%棱锥轴式%斜楔开式及斜楔闭式几种结构"其中斜楔闭式结构简单"涨大时扇形板间无空隙"所卷取的钢带的内层质量较好"是目前使用较多的. All Rights Reserved.平整机组卷取机卷筒)&,Z*&!%卷筒结构及工作原理如图!所示为卷筒结构示意图"首钢迁钢&!-$K K平整机组卷取机卷筒为斜楔闭式结构"主要由空心主轴%拉杆%轴向斜楔%径向斜楔%扇形板%钳口扇形板!一$%钳口扇形板!二$%十字头%弹簧%螺杆等零部件构成)W*&空心主轴前半部分为空心四棱柱结构"后半部分为空心台阶轴结构#拉杆穿入空心主轴内部圆孔中#十字头通过螺母固定于拉杆前端"轴向斜楔通过十字头连接在拉杆上且与径向斜楔为斜面配合结构"共同安装于空心主轴轴向矩形凹槽内#扇形板通过螺杆及弹簧安装于空心主轴轴向矩形凹槽中"钳口扇形板!一$与钳口扇形板!二$根部为铰链结构"安装于空心主轴轴向圆形凹槽中&图!%卷筒结构示意图%%图!卷筒工作时"空心主轴轴向相对静止不动"胀缩油缸驱动拉杆向右做轴向运动"带动十字头及轴向斜楔向右运动"迫使径向斜楔沿卷筒径向向外运动"克服弹簧弹力顶起扇形板"并使钳口扇形板!一$及钳口扇形板!二$绕铰链点转动"咬住插入钳口扇形板!一$与钳口扇形板!二$之间缝隙的带钢头部"如图&所示"此为卷筒的涨大及钳口夹紧过程#随后主电机通过减速箱带动卷筒旋转进行带钢的卷取#卷取一卷带钢完成后"胀缩油缸通过拉杆带动十字头及轴向斜楔向左运动"径向斜楔沿卷筒径向向内收缩"扇形板在弹簧弹力作用下收缩"实现卷筒的缩径"同时钳口扇形板!一$及钳口扇形板!二$绕铰链点反向转动"松开被咬住的带钢头部"在卸卷小车的作用下"将带卷顺利移出"完成了一卷带钢的卷取过程&图&%卷筒涨大%钳口夹紧带钢示意图&%问题及原因分析本文所述的首钢迁钢&!-$K K平整机组卷取机卷筒"在带钢卷取完成卸卷时经常会出现钳口卡住带钢头部"难以自动卸卷的现象#强行卸卷就会出现带钢整体移出"但带钢头部仍卡在钳口内造成塔型卷#在卷取厚度较薄的带钢时此现象尤为频发&极大的影响了带钢质量和生产效率&图#为卷筒卷取的带钢实物照片"从图#中可以看出"带钢头部变形严重"本来平直的带钢现在变的凹凸不平"变形的带钢难以从狭窄的钳口中顺利移出"造成卸卷困难&图#%带钢头部变形照片经现场排查及分析"钳口卡钢"难以自动卸卷的主要原因是卷筒钳口结构不合理"挤压带钢头部造成带钢头部凹凸不平"难以卸卷&钳口装. All Rights Reserved.置是卷筒的重要组成部份"结构合理的钳口装置应具有夹紧力均匀%不打滑#运行稳定%安全可靠等特点#且要求维护检修方便"互换性强#同时对带钢内层的影响尽可能小)-*&现卷筒钳口结构如图Z 所示"缩径状态时"钳口张开"钢带进入钳口区域时"由于穿带停止不及时%穿带角度不对%带钢弯曲%钳口夹紧过程中钳口扇形板!二$尖点下压钢带等条件的影响"带钢头部经常性的会插入钳口扇形板!一$及钳口扇形板!二$根部所形成铰链处#此处夹角&为锐角"角度较小"钢带头部在钳口夹紧过程中会被钳口扇形板!一$及钳口扇形板!二$根部的&角挤压的凹凸不平"影响卸卷&图Z%原钳口结构示意图#%结构优化及改造方案针对钳口卡钢"难以自动卸卷的现象"对现卷筒在结构上进行了优化和改造&!!$钳口扇形板!二$的肘部增加了凸出的导向台阶"其在带钢头部插入至钳口中时起到了导向作用"保证了带钢头部可以顺利的插入钳口根部的圆形凹槽处#同时凸出的导向台阶也填平了原结构的锐角开口"带钢头部不会再插入铰链开口受到挤压和剪切&!&$钳口扇形板!一$的对应位置增加了可容纳钳口扇形板!二$导向台阶的凹槽"钳口开合时"此凹槽与钳口扇形板!二$的导向台阶配合作用"为带钢搭出了平整的插入路线"形成了导向平台"有利于钢带的插入&如图W 所示为优化后钳口结构示意图"优化后的卷筒在缩径状态时"钳口张开"钢带进入钳口区域"钳口扇形板!一$的凹槽及钳口扇形板!二$的导向台阶配合作用"为带钢搭出了平整的插入路线"原为锐角的&角现在变为角度很大的钝角"钢带进入钳口后会直接插入钳口根部"不会再被夹角&处咬伤&图W%优化后钳口结构示意图Z%强度校核为防止结构修改对卷筒强度产生较大影响"进而导致卷筒强度不足影响正常工作使用"需对原结构及改进后的结构进行强度校核&ZO !%模型建立由于卷筒其他部分并未改动"为节省资源及便于计算"利用:10.!/Z*分别建立钳口扇形板!一$及钳口扇形板!二$优化前后的三维模型"并划分网格"其中钳口扇形板!一$及钳口扇形板!二$根部应力集中处是分析的重点"网格划分设定较小"其余位置网格相对较粗&简化后的模型及网格划分结果如图-所示&图-%网格划分及边界条件设置ZO &%接触定义 边界条件及材料设置ZO &O !%模型中的主要接触定义卷筒运动过程中主要接触有扇形板根部圆柱与主轴圆形凹槽之间的摩擦副以及扇形板底面与. All Rights Reserved.径向斜楔之间的摩擦副&此二处摩擦副之间都有润滑脂润滑"且摩擦力对本强度校核影响不大"因此忽略此二处摩擦不加考虑"钳口条与钳口扇形板!一$设置为面面接触&ZO&O&%边界条件设置)-,/*钳口扇形板!一$及钳口扇形板!二$根部圆柱面采用圆柱形约束"沿轴向旋转自由"其余自由度固定#钳口扇形板!一$中钳口条上表面及钳口扇形板!二$中钳口条在钳口扇形板!二$上的投影面采用固定约束#钳口扇形板!一$与径向斜楔接触面及钳口扇形板!二$与径向斜楔接触面施加垂直于面方向的相应大小的力&边界条件设置情况如图-所示& ZO&O#%材料设置钳口扇形板!一$及钳口扇形板!二$均采用Z$2A06b5+合金结构钢"密度*/#$L=\K#"弹性模量&$"$$$b c4"泊松比$O&""抗拉强度.J)"/$b c4"屈服强度.-)/#W b c4)"*&ZO#%应力分析采用J6K C@<H@A04G H A4<求解器"解算类型选择Je^!$!线性静态,全局约束"钳口扇形板与径向斜楔接触面施加的力经计算大小为Z!&&#" 0"加载运算结果如图*所示&图*%钳口扇形板!一$及钳口扇形板!二$优化前后应力云图对比由图*的应力分析结果可知"原结构钳口扇形板!二$最大等效应力为&Z/O"W b c4"钳口扇形板!一$最大等效应力为#-*O&#b c4#对钳口结构进行优化与改进"优化后的钳口扇形板!二$最大等效应力为&*/O#/b c4"钳口扇形板!一$最大等效应力为#"ZO WZ b c4&由图*可以看出"此优化方案对钳口扇形板的强度影响较小"钳口扇形板!一$及钳口扇形板!二$主要应力集中部位及最大等效应力的大小都没有很大改变"以最大等效应力#"ZO WZ b c4计算"安全系数0Kl.K9.K4gl&O!!v&"可以满足正常工作条件下的使用要求&W%结论!!$本文所述卷取机卷筒卸卷困难的主要原因是钳口结构设计不合理"钳口挤压带钢头部造成带钢头部凹凸不平"卡在钳口内部"难以卸卷&!&$结构优化后钳口扇形板!二$的肘部增加了凸出的导向台阶"填平了原结构的铰链开口"带钢头部不会再插入铰链开口受到挤压和剪切"带头平整&!#$优化方案对钳口扇形板的强度影响较小"可以满足正常工作条件下的使用要求&参考文献)!*%鲍思贺"陈述良"等'板带车间机械设备设计)b*'北京'冶金工业出版社"!"/*')&*于建升'热轧酸洗线卷取机结构对自动卸卷影响)>*'冶金设备"&$!/"ZZ!$Z$'-$[-/,*$')#*孟继跃"刘升学'冷轧开卷取机分类及特点分析)>*'现代冶金"&$!&!$Z$'*,/')Z*向干江"李明"刘洪涛"等'热轧平整卷取机卷筒整体结构改造)>*'装备维修技术"&$$$!$Z$'#' )W*杨丰产"彭铁辉"罗志仁'热轧平整机组卷取机卷筒改造设计)>*'重型机械"&$&$!$Z$'-'. All Rights Reserved.)-*李良洪'冷轧可逆式大张力卷取机研制'冶金设备'&$!!!$#$')**靳哲"苏华"吴安民'开卷机卷筒扇形板受力分析与仿真)>*'冶金设备"&$!#!J!$'#')/*唐涌'热轧平整分卷大张力卷取机卷筒设计)>*'冶金设备"&$!#!$W$'Z')"*成大先'机械设计手册)b*'北京'化学工业出版社"&$$&')!$*张光通'迁钢热轧酸洗线卷取机结构优化实践)>*'中国钢铁业"&$&$')!!*牛野'热轧!W$$K K平整分卷机组的技术特点)>*'中国金属通报"&$&$!$W$'&')!&*张结刚'热轧带钢卷取机卸卷塔形的分析与处理)>*'金属材料与冶金工程"&$&!"Z"!$&$'W')!#*王光成'卷取机卷筒故障及维护分析)>*'中国设备工程"&$!*!!!$'&')!Z*李子俊"乔东博'卡罗塞尔卷取机卸卷故障研究)>*'汽车零部件"&$!*!$!$'#')!W*李建华"黄永胜'冷轧薄带卷筒压印成因分析及控制措施)>*'现代冶金"&$$"!$W$'#')!-*李良洪"李华"夏念平'冷轧连退线开卷机卷筒结构分析与改进)>*'冶金设备"&$!Z!$W$'W/,-$"**')!**王毅"杜建伟"张振营'冷轧窄带钢卷取机故障分析及改造)>*'流体传动与控制"&$!-!$W$'W' )!/*张明生'热轧平整机表面缺陷类型及控制措施)+*\\第八届中国金属学会青年学术年会')2*'沈阳"&$!-')!"*刘东'热轧平整机组消除质量缺陷的工艺及二次缺陷的成因和预防)>*'本钢技术"&$!*!$-$'!W$,!W&')&$*陈永平'首钢京唐热轧&&W$平整分卷机组)>*'金属世界"&$!!!$W$'-#,-Z')&!*蔡岚玲'热轧平整线卷取机卷筒故障分析与对策)>*'冶金设备"&$!#!$W$')&&*周宏亮'!W$$K K平整机组卷取机故障分析及处理)>*'鄂钢科技"&$!!!$!$'&'. All Rights Reserved.。
绳芯V带结构的改进摘要:在大型绳芯V带(c~F型)原有结构基础上,通过增设横向刚性层提高其使用性能和寿命。
横向刚性层是在橡胶基体内定向埋设了适量聚酯短纤维的复合结构体,具有较高的横向刚性、较好的纵向柔顺性和适中的硬度。
设置了横向刚性层的V带传动功率提高,使用寿命延长。
关键词:绳芯 V带;横向刚性层;聚酯短纤维;使用寿命机械优化设计和可靠性设计是近年来应用广泛的现代设计方法。
优化设计是应用数学方法从多种方案中寻求设计结果的最优解,可靠性设计则是用概率统计方法设计出零部件的主要参数和尺寸,使之符合机械产品的可靠性指标要求。
在实际生产中,人们总希望机械传动装置的主要参数、尺寸既能获得最优解,又能同时满足传动装置在工作中的可靠性要求。
这就提出了一种新的设计方法——“机械的可靠性优化设计方法”。
可靠性优化设计是将可靠性理论引入优化设计中,这种方法实质上是在决策集(性能、寿命和成本要求等)和约束集(可靠度、形状包络、材料性能包络、环境因素包络等)条件下求尺寸变量的最优解。
采用可靠性优化设计可在产品的功能安全性、重量、体积及经济成本方面都能显示出明显的经济效益。
V带传动结构简单,具有过载保护、缓冲吸振,适于远距离传动等优点,在实际生产中得到了广泛的应用。
本文以V带传动为例进行可靠性优化设计,将有关的设计变量处理成随机变量,建立了相应的数学模型,并进行了求解。
V带传动的设计要求充分发挥单根带最大传递功率,并且要求V带传动具有一定的可靠度。
一般地,将v带分为帘布结构和线绳结构两种。
帘布结构v带的带芯为多层叠加式,在传动过程中,带芯帘布层之间易发生相对移动,造成生热过多而导致早期失效。
线绳v带的带芯呈单层排列式,避免了帘布层间相对移动的问题,但是,当v带规格较大时(长度超过5 000 m),在成型时,线绳会困自重下垂使得排列的线绳长短不一,当v带截面宽度较大时,又无法保证带芯的横向刚度。
V带传动是机械传动的主要形式之一,随着转速和传动功率的提高,对V带性能提出了更高的要求。
引言随着国家对煤矿资源的不断开采,越来越多的煤矿设备被应用到煤矿开采中。
矿用提升机则是煤矿开采中的重要提升设备。
但由于煤矿开采环境的恶劣性,加上提升机经常处于超负荷提升作业,钢丝绳与天轮系统之间的润滑性也无法实时得到保障,人员在开采中未对提升机及天轮系统进行定时维护保养等,导致提升机作业时经常出现钢丝绳局部断裂、天轮磨损严重、电机发热、轴承损坏等故障现象,提升机一旦出现故障,则需对其进行停机维修,这对煤矿的现场开采构成了严重损失[1]。
其中,有效保证天轮的结构强度,不断对其进行结构优化改进设计,提高其结构使用寿命,是保证提升机高效运行的关键。
为此,以JKMD 型矿用提升机为对象,开展天轮的结构性能研究。
1天轮系统组成分析矿用提升机作为煤矿生产中的关键设备,其结构类型相对较多,但内部结构基本相同。
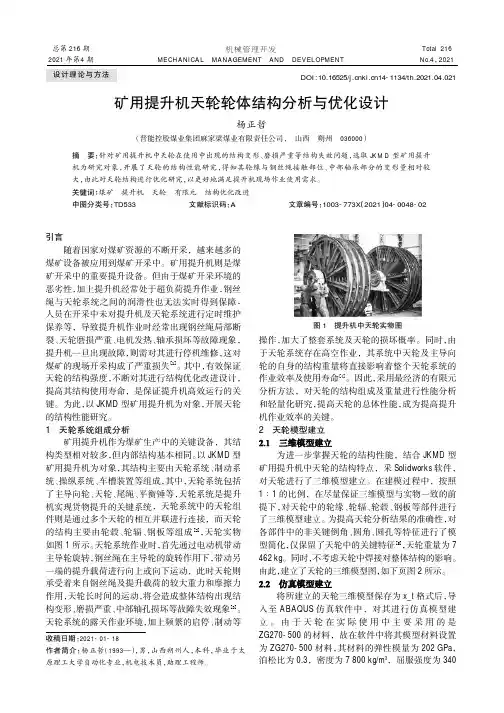
以JKMD 型矿用提升机为对象,其结构主要由天轮系统、制动系统、操纵系统、车槽装置等组成,其中,天轮系统包括了主导向轮、天轮、尾绳、平衡锤等,天轮系统是提升机实现货物提升的关键系统,天轮系统中的天轮组件则是通过多个天轮的相互并联进行连接,而天轮的结构主要由轮毂、轮辐、钢板等组成[2],天轮实物如图1所示。
天轮系统作业时,首先通过电动机带动主导轮旋转,钢丝绳在主导轮的旋转作用下,带动另一端的提升载荷进行向上或向下运动,此时天轮则承受着来自钢丝绳及提升载荷的较大重力和摩擦力作用,天轮长时间的运动,将会造成整体结构出现结构变形、磨损严重、中部轴孔损坏等故障失效现象[3]。
天轮系统的露天作业环境,加上频繁的启停、制动等操作,加大了整套系统及天轮的损坏概率。
同时,由于天轮系统存在高空作业,其系统中天轮及主导向轮的自身的结构重量将直接影响着整个天轮系统的作业效率及使用寿命[4]。
因此,采用最经济的有限元分析方法,对天轮的结构组成及重量进行性能分析和轻量化研究,提高天轮的总体性能,成为提高提升机作业效率的关键。
2天轮模型建立为进一步掌握天轮的结构性能,结合JKMD 型矿用提升机中天轮的结构特点,采Solidworks 软件,对天轮进行了三维模型建立。
- 67 -第6期挤压造粒机模板产能优化方案徐达1,刘庆龙1,周雪松1,刘峰2(1.中国石油吉林石化公司, 吉林 吉林 132022)((2. 中国石油大连石化公司第五联合车间, 辽宁 大连 116000)[摘 要] 模板是挤压造粒机组的重要设备。
本文分析了某石化公司高密度聚乙烯装置挤压造粒机的运行状况,通过将造粒机模板造粒带堵孔使用,在提高模板单孔效率时维持各运行参数不变,实现了装置负荷调整时模板运行周期的提高,为装置平稳生产奠定了坚实基础。
[关键词] 挤压造粒机;模板;堵孔;长周期;运行作者简介:徐达(1983—),男,辽宁辽阳人,四川大学机械设计制造及自动化专业毕业,现为吉林石化公司乙烯厂机动科科员,从事化工设备维护工作。
1 挤压造粒机模板相关参数德国科备隆ZSK350挤压造粒机模板规格为φ818×103mm ,孔径为φ3.2mm ×3752个;设计产能为45t/h ,聚合物流体平均比热为2kJ/kg•℃,聚合物热流体质量流量为1200kg/t ,热流体在过滤网前温度为240℃,热流体从模板挤出时温度为230℃。
2 挤压造粒机模板堵孔后特性分析2.1 模板所用材料特性本次堵孔所用造粒模板本体材料1Cr13马氏不锈钢材料(对应国外材料牌号:美国AISI 410、ASTM S41000、日本SUS410),采用真空脱气重溶冶炼法炼制,按国家行业标准Ⅳ锻件验收。
在这里,主要讨论其抗拉屈服强度,δs ≧380MPa 。
2.2 生产过程中产生的应力由于生产过程为挤压成型,在其生产过程中必然产生各种应力。
主要讨论其抗拉屈服强度δs 。
2.3 抗拉屈服强度的计算在生产过程中,物料对模板的应力由孔径、孔数、温度、产能等确定,其计算公式为:(式1)式中:δs -抗拉屈服强度,MPa ;W -聚合物热流体质量流量,kg/t ;R -设计产能,t ;CP -聚合物流体平均比热,kJ/kg•℃;T1 -热流体在过滤网前温度,℃;T 2 -热流体从模板挤出时温度,℃;H -造粒孔数量;D -造粒孔直径,mm ;K -系数,为0.15,mm/kJ 。

钢管通径机结构的改进与优化赵旭,王开寻,姜志强(中冶辽宁德龙钢管有限公司,辽宁鞍山114000)摘要:为了解决钢管通径机在使用过程中出现磨损钢管内壁、卡死及液压驱动力不稳定等问题,对原有通径机的钢管夹臂、支撑装置及液压控制系统进行了改进和优化,并详细介绍了改进方案。
改进后的通径机具有结构简单、使用简便、运行快捷、精确定位等优点,同时提高了工作效率及作业安全性,投入使用累计工作次数30 000次以上,没有发生过任何设备故障,取得了明显的经济效益。
关键词:钢管;通径机;探杆;液压通径机是钢管生产线上重要的设备,是钢管内径椭圆度和直线度检测的专用设备。
石油天然气勘探及开采中,需要消耗大量的油井管和输送管,并对石油钢管的直线度和内径尺寸要求较高。
以油气输送管为例,要求钢管全长相对于直线的总偏离≤0.2%钢管长度,即长度为12 m钢管的允许最大偏离量为24 mm。
因此,通径机是石油钢管生产线上的关键设备之一,其能够确保交货钢管的直线度达到用户或标准的要求。
本研究针对中冶辽宁德龙钢管有限公司原有通径机存在的问题进行了重新设计和优化,取得了较好的效果。
1 原有设备存在问题通径机安装在钢管输送辊道的一端,工作时,钢管输送辊道将钢管运送至通径机夹臂中,夹臂在液压缸的作用下抱紧钢管,探杆在主电机的作用下带动安装于探杆前端的通径规(以下简称通径头)进入钢管中,完成通径工作。
在实际工作中发现,原有设备工作方式存在以下缺点:(1)钢管与下夹臂发生碰撞。
钢管夹臂是由上、下两个部分组成。
其中下夹臂为固定端,上夹臂在导柱中可以根据管径的不同而上下移动,同时实现夹紧钢管的作用。
由于下夹臂固定,导致钢管经输送辊道进入夹臂内,钢管与下夹臂经常发生碰撞、摩擦。
其主要原因是因为下夹臂调整高度为钢管在输送辊道上的理论高度,但实际生产出的钢管直线度必然存在偏差,这样会使钢管端面产生损伤。
(2)探杆出现卡死现象。
原有的探杆在运动时由上、下两组夹送辊夹紧,并由两组夹送辊提供动力使其前行。
大型承载框架钢丝预应力缠绕技术研究邓晨曦,吴任东,颜永年,张磊,彭俊斌(清华大学机械工程系,北京100084)摘 要:针对重型装备超大超重零部件预应力钢丝缠绕施工的问题,研究设计了1种自适应缠绕机器人,能够实现零部件外形自适应、变张力缠绕自适应以及排线自适应等3项功能,并在360MN垂直挤压机制造中得到成功应用。
关键词:预应力;钢丝缠绕;自适应;重型装备中图分类号:TP242.2 文献标志码:B 将重型装备中的超大超重零件剖分为若干中小型结构并分开制造,再用钢丝缠绕施加预应力场的作用下组装成整体件,极大提高了重型装备的可制造性。
受到重型机架体积、重量和场地等因素的制约,传统的转盘式钢丝缠绕方法有着相当的局限性。
研究开发一种针对重型装备的自适应钢丝预应力缠绕技术,有着现实的需求和长远的意义。
1 预应力钢丝缠绕结构优势以重型液压机为代表的重型装备经历了非预应力结构、螺栓预应力结构、缠绕预应力结构3个时代。
1954年,美国M ESTA公司设计制造了450 MN模锻水压机,机身大量采用重型铸、锻件,整机自重达7000t,压机性价比很低。
随着技术发展,预应力结构得到迅速应用。
所谓预应力结构,即预先对结构施加预紧载荷,使特定部位产生的预应力与工作应力相反,抵消大部分工作应力,提高结构的承载能力[1]。
如法国AD公司于1976年设计制造的650MN多向模锻水压机(自重13000t),通过粗螺栓施加预应力,承载机架立柱由受拉状态变为受压状态,铸件与锻件的寿命匹配程度得以提高[2]。
随着锻压机工作频次的提高,高应力状态下的粗螺栓根部应力集中极易造成疲劳断裂。
德国Pahnke公司将单根粗螺栓改成多根细螺栓,疲劳强度进一步提高,压机自重随之下降。
为充分发挥材料潜力,进一步减小预紧件截面尺寸,用钢丝作为预紧件的缠绕预应力结构应运而生。
与重型预紧螺栓相比,钢丝许用应力高达800 M Pa,整机自重大幅降低;钢丝生产工艺简单,预紧件制造成本可控;可产生巨大的预紧力,不受制造、运输、起重能力的限制。
橡胶挤出机压出工艺第十四章压出工艺压出(挤出)是使高弹态的橡胶在挤出机机筒及转动的螺杆的相互作用下,连续地制成各种不同形状半成品的工艺过程。
应用:制造轮胎胎面、内胎胎筒、纯胶管、胶管内外层胶和电线电缆等半成品;也可用于胶料的过滤、造粒、生胶的塑炼、金属丝覆胶及上下工序的联动。
挤出成型的特点:(1)操作简单、工艺控制较容易,可连续化、自动化生产,生产效率高,产品质量稳定。
(2)应用范围广。
通过挤出机螺杆和机筒的结构变化,可突出塑化、混合、剪切等作用中的一种,与不同的辅机结合,可完成不同工艺过程的综合加工。
(3)可根据产品的不同要求,通过改变机头口型成型出各种断面形状的半成品。
也可通过两机(或三机)复合压出不同成分胶料或多色的复合胎面胶。
(4)设备占地面积小、质量轻、机器结构简单、造价低、灵活机动性大。
挤出机的分类:根据加工物料的不同可分为:橡胶挤出机和塑料挤出机;根据结构特征可分为:热喂料挤出机、冷喂料挤出机和排气冷喂料挤出机;根据螺杆数量可分为:单螺杆挤出机、双螺杆挤出机和多螺杆挤出机;根据工艺用途不同分为:压出挤出机、滤胶挤出机、塑炼挤出机、混炼挤出机、压片挤出机及脱硫挤出机等。
§14.1 橡胶挤出机挤出机的规格用螺杆的外径表示,并在前面冠以“SJ”或“XJ”,S表示塑料;X表示橡胶;J表示挤出机。
如SJ-90表示螺杆外径为90mm的塑料挤出机;而XJ-200表示螺杆外径为200mm的橡胶挤出机。
一.挤出机结构挤出机结构通常由机筒、螺杆、加料装置、机头(口型)、加热冷却装置、传动系统等部分组成。
挤出机的主要技术参数有:螺杆直径、长径比、压缩比、转速范围、螺杆结构、生产能力、功率等。
1.机筒机筒在工作中与螺杆相配合,使胶料受到机筒内壁和转动螺杆的相互作用,以保证胶料在压力下移动和混合,通常它还起热交换的作用。
为了使胶料沿螺槽推进,必须使胶料与螺杆和胶料与机筒间的摩擦系数尽可能悬殊,机筒壁表面应尽可能粗糙,以增大摩擦力,而螺杆表面则力求光滑,以减小摩擦系数和摩擦力。
开卷机卷筒结构的优化改造摘要:本文首先分析开卷机的概述与结构,然后对开卷机卷筒结构优化改造进行探讨。
关键词:开卷机;卷筒;分析;改造引言开卷机是钢板(带)冷轧机组或冷加工生产线上的关键辅助设备之一,其作用是开卷并建立张力,在机组运行过程中使带钢宽度方向中心对准机组中心线。
1开卷机概述开卷设备大体可分为:悬臂式开卷机、双圆柱头式开卷机和双锥头式开卷机。
悬臂式开卷机具有刚性大,开卷张力较大等优点,故适用于较薄带材的开卷。
悬臂式开卷机和双圆柱头开卷机,已成功地应用带材精整机级及冷连轧机组。
国外生产实践证明,双圆柱头开卷机上料操作方便,工作平稳可靠,其结构也比悬臂式开卷机简单。
其缺点是,由于采用两套传动装置,双圆柱头开卷机设备重量比悬臂式开卷机要大。
由于双锥头开卷机,锥头部分和带内卷圈接触面积太小,带张力操作时,容易损坏带材的头部。
目前已不大采用。
图1这某机组悬臂式开卷机的结构形式。
2 开卷机结构设计开卷机的开卷形式通常为上开卷,底座主要为焊接钢结构,位于开卷机底部,与基础相连,上部设有齿轮箱体和CPC 移动的衬板及滑槽。
卷筒通过轴承安装在齿轮箱体内,齿轮箱体安放在带衬板的底座上,CPC 液压缸安装在底座上与齿轮箱体连接,根据直线位移传感器检测带钢的跑偏情况,移动带卷筒的齿轮箱,以确保带钢中心线对准机组中心线。
开卷机传动电机制动器独立安装在固定底座上,通过联轴器连接到齿轮箱体。
2.1 传动装置开卷机传动装置包括电机,联轴器,制动器和齿轮箱体。
开卷机电机一般采用交流变频电机,而从节约投资的角度,五机架连轧机组有时也可选用直流电机。
由于开卷机运行时要进行浮动对中,一般电机安装在齿轮箱体上,随箱体一起浮动。
如果电机特别重,安装在齿轮箱体上比较困难或者不经济,则可单独做在混凝土基础上,同时安装一可伸缩的万向联轴器进行传动。
齿轮箱体设计成两级圆柱齿轮传动,保证传动平稳。
齿轮箱体中轴承承受负荷大,齿轮啮合与轴承的发热量大,在封闭式减速箱中热量不易散出,所以减速箱采用稀油集中润滑。
钢丝圈挤出缠绕生产线覆胶机头结构优化设计
吕炜帅
(天津机电职业技术学院,机械学院,天津,300350)
摘要:以钢丝圈挤出缠绕生产线覆胶机头为例,针对实际生产过程中出现流道体变形问题,对覆胶机头提出两种优化设计方案,并对其进行结构有限元分析比较。
结构表明,两种改进方案都能有效控制流道体工作过程的变形与应力集中,并经比较选取最佳产品设计方案,这对保障钢丝覆胶过程中机头稳定运行、钢丝均匀覆胶具有重要意义。
关键词:钢丝圈;挤出;覆胶;机头
随着轮胎工业的迅猛发展,胎圈生产中钢丝的需求量不断增加,为满足轮胎低阻力、轻量化、高寿命要求,轮胎企业对胎圈钢丝性能的要求也越来越高。
钢丝与橡胶之间的黏合力是胎圈钢丝在轮胎中的主要特性指标之一,但在使用过程中钢丝圈覆胶环节偶尔存在露铜、散圈、覆胶工艺性能差的问题,这将造成大量钢丝的报废[1-3]。
经研究,影响胎圈钢丝黏合力的因素很多,主要有钢丝镀前的表面处理和钢丝表面的化学镀层质量[4]。
此外,若想实现钢丝排列整齐、紧密,覆胶厚薄均匀、粘合性能好,强度高的钢丝圈,并获得外观光滑平整,包布级差均匀,平衡性和挺性好的优质性能,这必须对钢丝圈挤出缠绕生产线中挤出机覆胶环节的机头进行合理化设计。
钢丝圈的制造通常通过钢丝圈挤出缠绕生产线实现,主要有钢丝导开装置、钢丝去污装置、钢丝加热装置、钢丝覆胶装置、扩口装置、钢丝牵引储丝装置、钢丝收缩装置、预弯曲装置、缠绕装置和卸圈接圈装置十个部分组成。
钢丝圈挤出缠绕生产线的生产过程中胎圈制品常见问题:
(1)胎圈排列易乱;
(2)胎圈内径误差较大;
(3)胎圈椭圆度较大;
(4)出现搭头翘头。
除此之外,覆胶机头的口型板、排丝板皆属于易损件,钢丝带挂胶厚度和宽度经常存在尺寸不均。
而上述问题的产生,一方面与钢丝质量、钢丝表面锈渍以及胶料的物理性能有关;另一方面与钢丝圈在挤出生产过程中挤出机机头的结构合理化设计密切相关,如钢丝覆胶直径方向厚度不均,圆柱度差等问题[5]。
这些都直接影响成型与硫化环节的相关精度,进而影响成品轮胎的生产质量。
作者简介:吕炜帅(1985~),男,汉族,山东诸
城人,天津机电职业技术学院教师,工程师,硕士,
发表论文数十篇,主要从事高分子材料加工机械、数
控加工、3D打印技术科研与教学。
‐ 23 ‐
‐ 24 ‐
图1 钢丝圈挤出缠绕生产线
1 覆胶机头结构设计
覆胶机头在实际工作过程中,由于胶料经螺杆推动进入机头流道体,由于流道体内部穿丝板、口型板结构对胶料流体的导向作用,流道体内部在胶料的压力推动下容易产生鸭嘴式变形,无法实现正常生产。
为解决这一问题,研究中运用三维设计软件Inventor 对钢丝圈挤出缠绕生产线挤出机机头进行三维设计,并利用其有限元应力分析模块进行结构分析。
1.1模型建立
钢丝圈覆胶挤出机的应用以及机头模型如图2所示。
挤出机为φ65mm 冷喂料挤出机。
挤出机最大挤出能力:150kg/h ,此数据按胶料允许最高排胶温度和挤出制品断面尺寸而定。
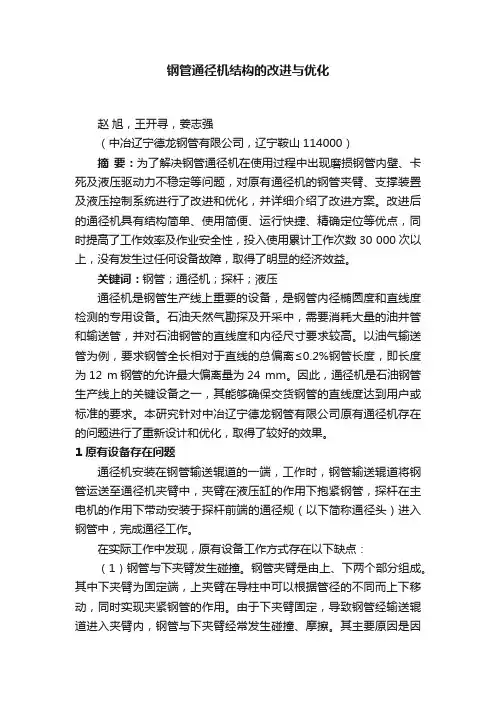
挤出机机头主要由①转架、②顶杆、③框架板、④流道体、⑤螺杆连接体组成。
机头通过顶杆足够的预紧力,通过顶杆和框架板固定作用保证流道体及内部部件与螺杆连接体的紧密连接。
1.2边界条件确定
在进行三维计算时,基于流场的几何形状、物料性质、流动状态、加工条件等因素造成的流场复杂性,同时流动过程能满足工程的近似要求,通常做以下基本假设[6]:
①物料完全充满整个流道体;
②流体为稳定流动,即流动过程与时间无关; ③流体为等温流动,即流场中各点温度相同,各物性参数不变;
④流体为层流流动,雷诺数较小;
⑤流体的惯性力、重力等体积力远小于粘滞力,可忽略不计;
⑥由于物料为橡胶; ⑦流体的壁面无滑移; ⑧流体为非牛顿流体。
机头压力14~16Mpa ,螺杆温度为70℃,机头胶料温度85℃。
经计算,顶杆的推力为269000N 。
图
2 钢丝圈挤出缠绕生产线中覆胶装置及挤出机机头
‐ 25 ‐
2
3 4 5
图3 钢丝圈挤出缠绕生产线中覆胶装置及挤出机机头
2 覆胶机头结构优化
针对流道体工作过程中鸭嘴式开口变形问题,为保证覆胶机头实现正常工作,对原有结构进行优化设计,并提出两种方案。
方案一为对螺杆连接体进行改造,将其与流道体接触表面进行铣削深度3mm 沟槽,保证流道体原有开口方向进行约束;方案二为在机头框架板上下各增加两个M10螺纹孔,并通过螺钉进行约束限制流道体的工作变形。
具体方案结构形式如图4和图5所示。
并通过有限元对机头结构进行优化分析。
图4 钢丝圈挤出缠绕生产线中覆胶挤出机机头结构优化设计方案一
图5 钢丝圈挤出缠绕生产线中覆胶挤出机机头结构优化设计方案二
‐ 26 ‐
3 覆胶机头有限元比较分析 为更好的验证两种优化方案的结构特点,对其结构性能进行比较分析,具体分析结果如 图6~图11所示。
图
6 覆胶挤出机机头优化设计方案一位移变化云图
图7 覆胶挤出机机头优化设计方案二位移变化云图
通过图6和图7两种方案位移变化云图可见,优化后的两种方案能够有效的降低钢丝覆胶过程中机头的变形。
而且,变形较大区域存在于流道体内部,这是由于流道体中,胶料流动过程中产生的强大压力,带来的结构变形。
方案二中,变形区域除流道体内部外,较集中于框架板,这是由于增加的螺钉虽可实现一定的预紧力,控制流
道体的变形,但由于作用力同时受到流道体内部胶料作用下的不均衡作用力,产生框架板的变形。
经比较发现,在方案一中,通过对螺杆连接体的修正,可实现更加稳定的机头结构工作过程中产生的变形。
方案二中,通过螺钉的固定也可有效的控制原有的变形,但相比之下,方案一中的优化结构方案,位移变化更小,结构更加合理。
‐ 27
‐
图
8 覆胶挤出机机头优化设计方案一等效应力变化云图
图9覆胶挤出机机头优化设计方案二等效应力变化云图
通过图8和图9可见,优化后的两种结构方案,应力与应变更多集中在流道体尾部,这是由于覆胶机头中顶杆对流道体在螺栓预紧力作用下的推力所致,在顶杆作用下,当机头流道体内部胶料
流动过程中产生流道体在压力作用下的变形,由于顶杆的螺纹预紧力作用,可有效保证流道体与螺杆连接体的紧密贴合。
图10 覆胶挤出机机头优化设计方案一安全系数云图
‐ 28
‐
图11 覆胶挤出机机头优化设计方案二安全系数云图
通过图10和图11覆胶挤出机机头安全系数云图可见,危险区域主要集中在螺杆连接体、流道体以及固定螺钉相关区域。
对于方案一中,由于整个覆胶机头是通过螺杆连接体与挤出机固定约束,而且框架板通过螺杆连接体进一步固定流道体,而流道体又在顶杆作用下挤压固定,故而出现云图中安全系数显示值。
且最危险区域为流道体与顶杆接触区域,这样进一步说明顶杆位置螺纹预紧力在机构设计过程中要求严格。
对于图11方案二中,危险区域除方案一中所述位置外,由于此优化结构方案为通过增加螺钉实现对流体体变形的控制,故而螺钉的预紧力要求严格,通过云图可见,此方案中,螺钉的合理化选型与寿命是结构设计的关键所在。
4 总结与展望
覆胶挤出机机头是钢丝圈挤出缠绕生产线中的重要部分,覆胶机头的合理化设计是实现质量稳定的钢丝覆胶的有效保障,同时也是保障轮胎成型贴合质量,实现轮胎成品性能优化的重要基础。
4.1覆胶机头的平稳运行,特别是流道体的结构稳定是实现钢丝覆胶厚度均匀,最终实现轮胎生产高效、高质生产的有效保障;
4.2通过对覆胶机头结构有限元分析发现,钢丝覆胶工作过程产生的强大压力对机头流道体及连接结构产生较大的应力变形;
两种机头的优化设计方案都能有效的实现机头工作过程的平稳运行,相比之下,对流道体的结构改进能够更好的控制覆胶机头工作过程机头结构的稳定性。
参考文献:
[1]张文.钢丝圈质量缺陷分析与改进[J].轮胎工业,2003(11):684-685.
[2]胡廷飞.全钢载重子午胎钢丝圈常见缺陷分析及解决措施[J].中国橡胶,2007(09):30-31.
[3]张苗,杨维建,胡录伟,袁德彬.全钢载重子午线轮胎胎圈钢丝挂胶配方优化设计[J].中国橡胶,2013,29(13):43-45. [4]杭卫明,张守东,刘天亮.影响胎圈钢丝黏合力因素的研
究[J].金属制品,2015,41(01):32-34.
[5]叶强,霍占东,雷振,李凤威,纪丽丽.全钢载重子午线轮胎胎圈大边原因分析及解决措施[J].轮胎工业,2018,38(11):695-697.
[6]吕炜帅,边慧光.POLYFLOW 在橡胶挤出机流道研发设计中的应用[J].现代橡胶技术,2018,44(03):34-38.。