工件定位与装夹资料
- 格式:ppt
- 大小:1.33 MB
- 文档页数:76
数控加工操作基础篇(一)装夹与找正目的:1.掌握夹具的分类、组成和作用,了解各典型夹具的结构和功能。
2.掌握六点定位原理与常见定位方式与元件,了解基准的概念及基准的使用。
3.一:装夹的定义装夹是工件在开始加工前,首先必须使工件在机床上或夹具中占有某一正确位置,这个过程称为定位。
为了使定好位的工件不至于在切削力的作用下发生位移,使其在加工过程中始终保持正确的位置,还需将工件压紧夹牢,这个过程称为夹紧。
定位和夹紧的整个过程合起来称为装夹。
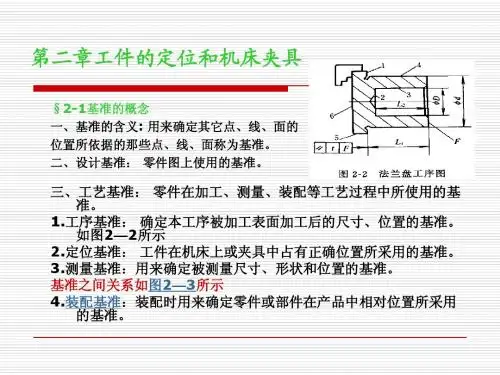
二:基准1.基准的概念及其分类基准是零件上用以确定其它点、线、面位置所依据的那些点、线、面。
基准根据功用不同,它可以分为设计基准和工艺基准两大类。
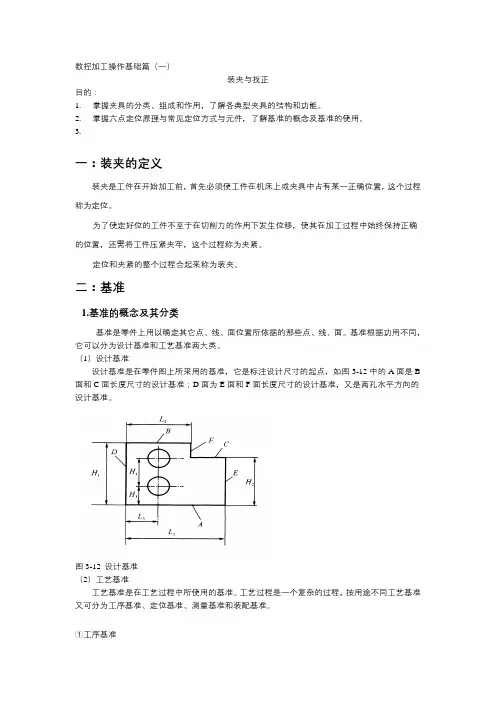
(1)设计基准设计基准是在零件图上所采用的基准,它是标注设计尺寸的起点,如图3-12中的A面是B 面和C面长度尺寸的设计基准;D面为E面和F面长度尺寸的设计基准,又是两孔水平方向的设计基准。
图3-12 设计基准(2)工艺基准工艺基准是在工艺过程中所使用的基准。
工艺过程是一个复杂的过程,按用途不同工艺基准又可分为工序基准、定位基准、测量基准和装配基准。
①工序基准在工序图上,用来标定本工序被加工面尺寸和位置所采用的基准,称为工序基准。
所标定的被加工表面位置的尺寸,称为工序尺寸。
如图3-13所示,通孔为加工表面,要求其中心线与A面垂直,并与B面及C面保持距离L1、L2,因此表面A、表面B和表面C均为本工序的工序基准。
②定位基准定位时据以确定工件在夹具中位置的点、线、面称为定位基准。
这些作为定位基准的点、线、面既可以是工件与定位元件实际接触的3-14所示,零件的内孔套在心轴上加工¢40h6外圆时,内孔轴线即为定位基准。
③测量基准测量已加工表面尺寸及位置的基准,称为测量基准。
图3-14所示的零件,当以内孔为基准(套在检验心轴上)去检验Φ40h6外圆的径向圆跳动和端面B的端面圆跳动时,内孔轴线即测量基准。
④装配基准装配时用以确定零件在机器中位置的基准。

122中国航班设备与制造Equipment and ManufacturingCHINA FLIGHTS机械加工中工装夹具的定位设计卢宏亮 刘伟|中国航发燃气轮机有限公司摘要:工装夹具定位,是指夹具定位元件与被加工零件基准面之间形成有效接触,限制零件的非工作自由度。
本文基于机加工定位原理,梳理了定位基准类别,从工件定位形式确定、定位夹具功能定位、辅助定位基准选取、夹具典型设计思路四个方面,展开论述了机加工工装夹具定位设计,详细叙述了六点定位原理与力学自由度控制。
关键词:机械加工;工装夹具;定位设计1 机械加工定位原理与基准分类1.1 工件装夹原理及夹具设计方法1.1.1 差异化的机加工工艺流程不同零件在设计与加工工艺流程方面存在一定的差异性,因此,工艺人员应在加工前期确定合适的零件装夹方式。
依据工件结构的不同,选用合适的夹具,这就要考虑夹具自身设计与加工的合理性。
在计入各关联因素的同时,注重夹具适用性的体现,从而实现对被加工零件的合理装夹,不仅可以保障工件加工顺序,同时兼顾夹具自身成本。
工装夹具设计中,有两个基本原理是要遵守的,一是基于工件类型开展全面设计,优化使用效果的整体性能;二是工件、夹具、设备间的固定关系,在加工过程中应该牢固、可靠,以保证工件功能完整、性能达标。
1.1.2 加工精度保障措施机加工过程中,夹具起到对工件的固定与限位作用,避免加紧后的空间位移,这直接影响到工件的加工质量与加工精度。
工件定位操作时,精度是首要目标,依据科学的定位原理与规则操作,保障工件设计的产品变现,以六自由度定位法最为常见。
空间中的工件包含前、后、左、右、上、下六个直线自由度,对工件的定位应集中在这六个方向上。
但在实际的工装夹具中,对工件自由度的限制一般不会将六个自由度全部计入,避免零件过定位现象出现,保证定位元件的有效使用。
因此,工件所采用的加工方案与工艺流程,都会对最终加工精度产生影响。
1.2 机械加工中的定位基准类别实际定位基准的选择,与机加工操作紧密相关,集中表现在被加工零件的表面位置大小与加工精度,此外,工装夹具的设计与加工工艺形成联动机制。

工件的定位与定位基准的选择机械加工中,为了保证工件的位置精度和用调整法获得尺寸精度时,工件相对于机床与刀具必须占有一正确位置,即工件必须定位。
而工件装夹定位的方式有:直接找正、划线找正和用夹具装夹三种方式,下面我们讨论工件在夹具中的定位问题。
工件在夹具中的定位涉及到定位原理、定位误差、夹具上采用的定位元件和工件上选用的定位基准等几方面的问题,有关定位误差的计算和定位元件的选用在夹具设计一章讲授,这里只介绍定位原理和定位基准的选择。
一、定位原理1.六点定则工件在夹具中的定位的目的,是要使同一工序中的所有工件,加工时按加工要求在夹具中占有一致的正确位置(不考虑定位误差的影响)。
怎样才能各个工件按加工要求在夹具中保持一致的正确位置呢?要弄清楚这个问题,我们先来讨论与定位相反的问题,工件放置在夹具中的位置可能有哪些变化?如果消除了这些可能的位置变化,那么工件也就定了位。
任一工件在夹具中未定位前,可以看成空间直角坐标系中的自由物体,它可以沿三个坐标轴平行方向放在任意位置,即具有沿三个坐标轴移动的自由度X,Y,Z;同样,工件沿三个坐标轴转角方向的位置也是可以任意放置的,即具有绕三个坐标轴转动的自由度X,Y,Z。
因此,要使工件在夹具中占有一致的正确位置,就必须限制工件的X,Y,Z;X,Y,Z六个自由度。
图2-16工件的六个自由度为了限制工件的自由度,在夹具中通常用一个支承点限制工件一个自由度,这样用合理布置的六个支承点限制工件的六个自由度,使工件的位置完全确定,称为“六点定位规则”,简称“六点定则”。
例如用……使用六点定则时,六个支承点的分布必须合理,否则不能有效地限制工件的六个自由度。
在具体的夹具结构中,所谓定位支承是以定位元件来表达的,如上例中长方体的定位以六个支承钉代替六个支承点(图2-17c),这种形式的六点定位方案比较明显,下面再介绍其他形式工件的定位方案。
2.对定位的两种错误理解我们在研究工件在夹具中的定位时,容易产生两种错误的理解。

做事之前需考虑,需假设。
慎重。
小心一万次都不为过,不小心一次就完了。
CNC装夹总结装夹要求一/对于硬度大,不宜变形的工件,而且加工量较大时,固定的力度就要大二/对于硬度大,不宜变形的工件,虽然加工量少,但加工难度大,则需要较大的力度固定。
三,对于硬度小,而且装夹力度过大,可能变形的工件,需要固定的力度则要小,以防工件挤压变形。
四、装夹后,需要考虑装夹固定工件的受力点.考虑工件是否固定,考虑工件是否变形,考虑工件在加工过程中的位置是否移动.考虑6点固定原理,考虑工件若是移动,那么移动的方位会是在哪里.五.六点定位原理,x/y/z水平移动方向,以及以x/y/z为旋转轴旋转的方向.六/注意事项:当所加工的工件中,没被加工的并且没有被固定料若是成块状,则需要注意这些块状料在加工过程中会撞击摩擦工件,防止工件损伤.七、注意事项:当用飞刀飞面时,需要考虑装夹是否影响加工的精度,尤其是那些容易变形的工件。
例如:聚甲醛,(装夹的比较紧,工件左右两头容易向上翘,或者向下。
这样加工后的左右两边的尺寸容易变小,或者变大。
)【方法,可以在最后两层精加工时,将虎钳固定的松紧度变松点,即可。
】八、注意事项;对于聚甲醛,当底面固定的范围为 3.0,并且底面的厚度仅为5.0时,若加工凸台,一定需要注意装夹的力度,力度过大,工件变形,那么加工的凸台尺寸将会有所变动,会变小,或者凸台将会变形。
八、注意事项,对于加工长度比较大的工件,需要考虑工件是否变形,以及所变形的程度。
尤其是在追寻坐标的时候,两头均需要分中,以此来确定两头中点相差的距离,并进行调整。
九、注意事项:当在加工工件过程中,需要注意那些块状的毛坯料,例如按轮廓走通槽时,需要考虑中间没有铣削到的毛坯料,当底面快要铣通时,那么那个没有铣削到的毛坯料①会撞到工件上,②会使得刀具刀刃破损,甚至使得刀具断掉。
方法,就是将那个块状的毛坯料进行加工,使其变成屑状,而不是块状。
十注意事项:当钻孔时,尤其是硬度比较大的料,需要严格的夹紧固定,否则钻头容易断掉。
机床夹具及工件定位方法要求关键字:夹具;分类;定位;夹紧;装配;选用原则1 机床夹具的分类方式1.按夹具的使用特点根据夹具在不同生产类型中的通用特性,机床夹具可分为通用夹具、专用夹具、组合夹具、可调夹具和拼装夹具五大类。
(1)通用夹具它是已经标准化、规格化、统一化,可以加工一定范围内不同工件的夹具。
如三爪卡盘和四爪单动卡盘、台虎钳、顶尖、分度头和回转工作台等。
其特点是适应性广,可用于装夹一定形状和尺寸范围内的各种工件。
生产效率略低,主要适用于单件、小批量的生产中。
(2)专用夹具为某一个工件的某道工序而专门设计制造的夹具。
其特点是结构紧凑,操作迅速、方便、省力,可以保证较高的加工精度和生产效率,但设计制造周期较长、制造费用也较高。
当产品变更时,夹具将由于无法再使用而报废。
只适用于产品固定且批量较大的生产中。
如车床夹具、铣床夹具等。
(3)组合夹具采纳标准的组合元件或部件,可为不同工件的不同工序组装成不同类型的夹具。
由于使用组合夹具可缩短生产准备周期,元件能重复多次使用,并具有减少专用夹具数量等优点,因此组合夹具在单件,中、小批量多品种生产和数控加工中,是一种较经济的夹具。
适用于新产品试制和产品经常更换的单件、小批生产以及临时任务。
(4)可调夹具夹具的某些元件可调整或更新,以适应同一系列,不同尺寸要求的,多种工件加工过程中使用的夹具。
可调夹具是针对通用夹具和专用夹具的缺陷而进展起来的一类新型夹具。
对不同类型和尺寸的工件,只需调整或更换原来夹具上的个别定位元件和夹紧元件便可使用。
它一般又可分为通用可调夹具和成组夹具两种。
前者的通用范围比通用夹具更大;后者则是一种专用可调夹具,它按成组原理设计并能加工一组相似的工件,故在多品种,中、小批量生产中使用有较好的经济效果。
(5)拼装夹具用专门的标准化、系列化的拼装零部件拼装而成的夹具。
它具有组合夹具的优点,但比组合夹具精度高、效能高、结构紧凑。
它的基础板和夹紧部件中常带有小型液压缸。
数控机床工件的装夹方法-工程(一)工件的安装数控机床夹具是用以装夹工件(和引导刀具)的一种装置,其作用是将工件定位,以使工件获得相对于机床和刀具的正确位置,并把工件可靠地夹紧,。
工件装夹的内容包括:·定位:使工件相对于机床及刀具处于正确的位置。
·夹紧:工件定位后,将工件紧固,使工件在加工过程中不发生位置变化。
·定位与夹紧的关系:是工件安装中两个有联系的过程,先定位后夹紧,(二)装夹方法:1、用找正法装夹:1)方法:a) 把工件直接放在机床工作台上或放在四爪卡盘、机用虎钳等机床附件中,根据工件的一个或几个表面用划针或指示表找正工件准确位置后再进行夹紧;b)先按加工要求进行加工面位置的划线工序,然后再按划出的线痕进行找正实现装夹。
2)特点:a)这类装夹方法劳动强度大、生产效率低、要求工人技术等级高;b)定位精度较低,由于常常需要增加划线工序,所以增加了生产成本;c)只需使用通用性很好的机床附件和工具,因此能适用于加工各种不同零件的各种表面,特别适合于单件、小批量生产。
2、用夹具装夹安装:1)工件装在夹具上,不再进行找正,便能直接得到准确加工位置的装夹方式。
2)特点:避免了找正法划线定位而浪费的工时,还可以避免加工后的工件的加工误差分散范围扩大,夹装方便。
找正法与用夹具装夹工件的对比设加工工件如下图所示1、采用找正法装夹工件的步骤:1)先进行划线,划出槽子的位置;2)将工件放在立式铣床的工作台上,按划出的线痕进行找正,找正完成后用压板或虎钳夹紧工件。
3)根据槽子线痕位置调整铣刀相对工件的位置,调整好后才能开始加工。
4)加工中需先试切一段行程,测量尺寸,根据测量结果再调整铣刀的相对位置,直至达到要求为止。
5)每加工一个工件均重复上述步骤。
因此这种装夹方法不但费工费时,而且加工出一批工件的加工误差分散范围较大。
2、采用夹具装夹采用夹具装夹方法,不需要进行划线就可把工件直接放入夹具中去。