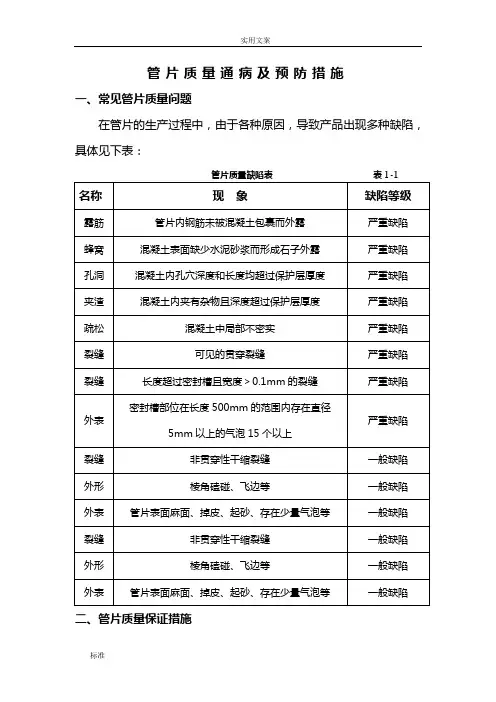
混凝土管片质量控制
- 格式:docx
- 大小:24.12 KB
- 文档页数:8
0 前言随着城市的现代化、地下轨道交通的高速发展,盾构法因其先进的施工工艺、较高的施工效率和安全环保性,日益成为我国地下工程和隧道施工的主要方法。
管片作为盾构隧道最主要和最关键的结构构件,其性能的优劣对工程质量和隧道服役寿命具有决定性的影响。
然而,目前国内外缺乏成熟的管片设计和生产规范与标准,管片寿命存在不确定性,特别是我国在管片的研究上与国外有着很大的差距,国内现有的管片材料、生产工艺、设备生产的管片耐久性差,难以满足高抗渗、长寿命要求。
1 管片概述管片又称盾构隧道的一次衬砌,有钢筋混凝土管片(RC管片)、复合管片和铸铁管片(DC管片)。
常用的钢筋混凝土管片有箱型和平板型二种;钢筋混凝土管片采用工厂化流水作业生产,主要分为钢筋笼加工和管片成品的生产以及相关的试验组成。
管片属技术含量高,工艺和品质要求都特别高的钢筋混凝土构件,被称为混凝土预制构件中的“工艺品”,其强度、抗渗性、几何尺寸、表观质量等方面的要求都非常严格。
2 管片质量控制生产管片采用的混凝土强度要求高、抗渗性能、耐久性要求严格,其设计、生产与其它普通混凝土预制构件有很大差异,对材料和成型方法敏感性大。
本文就以管片生产的原材料选择为基础,从管片的生产工艺过程详细探讨管片质量控制,以指导管片生产,控制管片质量。
2.1原材料的选择普通的钢筋混凝土管片主要原材料为:水泥、集料、掺合料、外加剂、水和钢筋。
2.1.1水泥根据ASTM C917规定,为符合Blaine标准性能上的差异,对水泥各组分含量规定:C,A≤4%,烧失量≤0.5%,硫含量≤0.2%,细度为375cm2/g左右。
在满足强度要求的前提下,限制水泥用量;使用的水泥首选硅酸盐水泥,用量一般控制在360~450kg/m3;碱含量<0.6%。
2.1.2集料高强混凝土要求集料具有良好的物理和力学性能。
随着混凝土强度的提高,集料强度要相应的提高,颗粒形状也应尽可能接近球形或者立方体,并兼顾耐久性。
(1)细集料:一般使用表面光圆、质地坚硬、洁净的中粗砂;通过300¨m 和150斗m筛的数量为ASTM级配限制的下限;细度模数为2.6~2.8;粉细物质含量≤3%,氯离子含量≤O.02%,可溶性硫酸盐按重量计≤0.5%。
(2)粗集料:粗集料一般应选择连续级配5-25mm的碎石,且应无杂物、干净,粉细物质含量不大于2%,压碎性指标≤30%,氯离子含量≤0.03%,可溶性硫酸盐按重量计≤O.4%。
2,1.3掺合料矿物外加剂可以代替一定比例的水泥,与同数量的水泥相比对强度的贡献更大,尤其是后期。
粉煤灰、高炉矿渣、天然火山灰以及硅粉在高强混凝土中常被用作矿物外加剂。
具体掺量根据规定和试验结果综合考虑。
2.1.4外加剂外加剂是制备高强度混凝土不缺可少的,因水泥的表面积较大,在低水胶比情况下工作性好的拌合物而不使用减水剂或超塑化剂是不可能的,高水泥含量增大了混凝土的成本,且与高水化热相关的问题变得更加突出。
对于振动成型的管片混凝土产生水泥砂浆与石子的离析现象就更为严重。
因此,化学外加剂主要增加工作性、减少水胶比以及减少水泥用量;但是必须注意通过试验来确定外加剂与水泥的适应性。
2.1.5水一般选择干净的无污染的生活饮用水;水中应不含有影响水泥正常凝结与硬化的有害杂质及油脂、糖类、游离酸类、碱、盐、有机物或其他有害物质。
2.1.6钢筋钢筋的品种、规格和质量,必须符合设计要求和现行的有关规范的规定。
钢筋焊接、焊接制品的机械性能(拉力试件:屈服强度、拉弯强度、伸长率;冷弯试件;可焊接试件)的试验结果必须符合现行的钢筋焊接及验收的有关规定。
2.2混凝土配合比的设计管片生产首先要考虑混凝土的配合比的设计,配合比设计分为两个步骤:选择合适的组成材料,根据对管片混凝土强度和抗渗性能、耐久性的要求,以及生产工艺成型方式对混凝土拌合物的工作性能的要求,确定混凝土各组成材料的相对数量。
管片混凝土的一般要求是强度等级为C50、抗渗等级为P12、坍落度为(5±2)cm、低水灰比的高性能混凝土。
在混凝土配合比设计时,要综合考虑各方面的因素:(1)限制水灰比、水泥用量,采用高性能外加剂、掺合料以保证强度、抗渗性、耐久性要求;(2)混凝土早期强度高和缩短凝结时间(提高模具周转率),采用低水泥用量(最小坍落度),最佳粗集料和细集料比率以满足经济性要求。
(3)易于浇筑、捣实;离析和泌水量小,以满足工作性能要求;(4)并兼顾考虑其它的标准要求,如收缩和徐变小或用于特殊的化学环境等。
2.3管片生产工艺管片生产工艺可以简单的分为钢筋笼加工和管片成品生产。
生产工艺流程如图1。
2.3.1钢筋笼加T钢筋笼作为混凝土管片的骨架,关系着管片的结构安全及耐久性,生产要严格要求;钢筋笼按先成片(在焊接台生产)后成笼(在胎膜焊接生产)的生产顺序半机械化流水作业。
钢筋笼除组合焊接质量外,还需要注意钢筋笼的几何尺寸以保证钢筋笼在模具中的保护层,如果保护层过大,则会影响管片承载能力,保护层过小会影响管片的长期耐久性。
2.3.2管片成品生产(1)模具的清理、组合、检查清理模具时注意模具内表面的光洁度,防止因管片内表面光洁度不够而产生气泡;图1 混凝土管片生产工艺流程图脱模剂要均匀的喷刷在钢模与混凝土所有接触面上,特别注意模具的边角处及手孔位置,不漏涂、不流淌;脱模剂的选择要根据实际施工情况进行现场试验确定,尽可能的选择水溶性的。
不同类型的模具有不同的组装方法,组装模具时按照模具操作手册上的要求进行,防止因误操作而影响模具的质量和寿命。
管片精度是以钢模加工和合拢后的精度作保证;在正常生产状态下,对钢模要实施浇筑前的快速检查和定期检查;一般以制作100环管片作为暂定检查周期;质检人员必须坚持每块模具浇筑前测量钢模的合模精度,以保证生产的每一块管片的质量。
钢模的合模精度一般要求应高于管片精度0.15mm。
(2)钢筋笼入模、保护层及预埋件的安装钢筋笼人模时采用四点起吊装置笼缓慢人模,尽可能不碰撞模具而损伤模具。
入模的钢筋笼形状与钢模相符、人模位置正确,骨架任何部分不得同钢模、模芯等接触,并应有规定的间隙即钢筋保护层。
钢筋笼的隔离器采用专用塑料支架,选用符合厚度、承受力和稳定性要求的支架;承载力和耐久性不低于管片混凝土,支架的颜色同管片混凝土保持基本一致;根据不l司部位选用齿轮形和支架形两种,支架形用于内弧底部,对称设垫;齿轮形用于侧面和端面。
(3)混凝土的配制集料与水泥固体原料按质量配料;水和液体外加剂等可以按体积量取。
环境和其他一些实际因素在搅拌机中保持一些水分,这部分水在配料时应予以充分考虑;原料的称量应该保证准确度,公差必须满足我国混凝土技术规程的规定;水、水泥、外加剂、外掺料允许误差为±O.5%,骨料允许误差为±1%。
(4)混凝土搅拌充分搅拌对于材料完全混合非常重要,是生产均匀、和易性好的混凝土的前提条件,搅拌不充分不仅会降低混凝土的强度,而且导致各批混凝土之间和一批混凝土之中质量有较大的变化;但过长的搅拌时间并不能提高混凝土质量,还可能严重影响产量,超长时间的搅拌会使集料破坏及含气量减小;最佳搅拌时间取决于搅拌机类型、搅拌机状态、旋转速度、装料量、组成材料的性质。
一般混凝土搅拌的最少时间规定为2min,通常每盘混凝土的最佳搅拌时间为2-3min,冬季施工时要适当的延长搅拌时问。
(5)混凝土运输、浇筑、振捣搅拌好的新鲜混凝土要立即使用,防止在运输的过程中长时间没有搅动而发生离析或初凝;运输时间根据混凝土的坍落度及天气情况而定,一般不宜超过3 0分钟。
浇筑过程中正确的操作能够防止粗集料离析;根据经验,混凝土应该垂直下落,下落高度控制在1.5m以内;混凝土应从管片模具两端的底部开始浇筑,下料速度应同振动效果匹配:使用棒式振动器时应该有规律的、间隔的垂直插入混凝土,使振动器交叠作用于混凝土的各个地方,作用半径约为棒径的1.5倍,考虑到管片布筋较密,其作用半径应适当减小;有部分管片生产采用压缩空气振动器或振动台振动成型,要根据振动器的振动力及混凝土的坍落度确定振动时间及振动器开启的顺序、数量,振动到混凝土内不再有大气泡冒出;但应避免过度振动造成的表面过多泛浆,增加泌水。
振捣是管片成型质量的关键工序,振动时间、混凝土坍落度、布料速度和振动器的效率等是构成振捣效果的四大因素。
因此在管片正式生产前,必须经过模块试验和试生产来确定有关制作参数。
混凝土的温度应该不超过35。
C,并且在实际中尽量保持低温。
并使混凝土远离干燥的有空气流动的环境。
(6)混凝土抹面收光混凝土抹面分三步:粗抹面(刮平)用直尺(最好选择振动刮板)初步抹平;中抹面(镘平)在混凝土析出水上升到表面之前完成;精抹面(抹平)时混凝土硬化直到所有的析出水已消失,用手按混凝土表面不留下大于2mm的印痕,抹平时将水泥和水带到表面,形成一层致密、坚实、光滑的水泥砂浆面层;抹面太早,或涂抹过度,引起泌水量增加,产生塑性收缩,在管片外表面产生细而不规则的地图样开裂(龟裂)。
要根据浇筑的混凝土的性质和当时的天气情况来调整三次收光的时机。
管片的抹面收光不但关系到管片的外观质量,还关系管片的耐久陛等一系列问题。
(7)混凝土养护欲发挥混凝土的最佳|生能,必须提供充分的水分来保证水泥水化,将孔隙率降低到能获得所要求的强度和耐久性,并使混凝土由于收缩产生的体积变化最小。
一般一个盾构工程由几套模具来生产施工管片,所以就要求每天一套模具可以生产多个循环;通常采用高温蒸汽养护,以提高混凝土的脱模强度,加快模具的周转率和场地利用率,降低管片的生产成本和保证管片供应。
①高温养护目前,我国管片生产中主要采用低压蒸汽养护。
低压蒸养最适宜的温度范围在60-80摄时度之间。
具体蒸汽养护制度以现场试验为准。
图2为典型的蒸汽养护程序,混凝土成型之后、蒸养之前应在室温下保持一段时间,使混凝土管片经历的初步水化并改善其稳定性,这样可提高后期强度;预养期的最佳时间通常为2~6h,这个时间的长短主要取决于水泥类型、最高养护温度、外加剂类型等,通过试生产时的试验实践来确定。
图2管片蒸汽养护曲线升温速度和预养期的持续时间相关。
如果混凝土经历了预养期,可采用较高的升温速度;通常要求使用尽可能低的升温速度;升温速度一般为10~15。
C/h。
混凝土在最高温度下的养护时间决定了其在养护期间强度增长的最大值。
养护温度最大值越高,养护时间就越短。
一般在高温养护到管片混凝土强度大于设计强度的40%后脱模。
在养护期结束时,已硬化的混凝土对热震的敏感程度要比新混凝土小的多,因此,对冷却速度的控制不需要象加热速度那样严格,但还是最好将冷却速度控制在10~20。
C/h,避免降温速度过快,使混凝土出现裂缝;在管片温度与蓄水池水温相差不超过15。