炼铁运转修改后技规
- 格式:docx
- 大小:27.94 KB
- 文档页数:6

炼铁厂高炉安全技术操作规程炼铁厂高炉是金属冶炼过程中最重要的设备之一,为了保证高炉的安全运行,需要制定一系列的操作规程和技术措施。
以下是炼铁厂高炉安全技术操作规程的核心内容,总字数约2000字。
第一章总则第一条根据国家相关规定和本企业的实际情况,制定本规程,以确保炼铁厂高炉的安全运行和冶炼工作的顺利进行。
第二条本规程是高炉操作人员进行高炉操作的依据,必须严格遵守。
第三条高炉操作人员必须熟悉高炉的结构、工作原理、设备特点以及相应的安全技术规程和操作规程。
第四条高炉操作人员必须具备一定的安全生产知识,熟悉高炉相关安全技术措施,具备相应的应急处理能力。
第五条高炉操作人员必须严守工作纪律,服从领导指挥,严禁违章操作和擅自改变工作流程。
第二章高炉安全技术措施第六条高炉操作人员在操作过程中,必须佩戴防护帽、护目镜、防护手套等个人防护装备,确保人身安全。
第七条高炉操作人员必须使用合格的工作工具,严禁使用带有缺陷或不正规的工具操作设备。
第八条高炉操作人员在对高炉进行维护、检修时,必须切断电源和燃料供应,确保安全操作。
第九条高炉操作人员在进行高炉倒料、添加药剂等操作时,必须按照规定的程序和操作方法进行,保持机器设备的正常运转。
第十条高炉操作人员在处理高炉异常情况时,必须迅速切断相关设备的电源和燃料供应,并及时报告领导和相关部门。
第三章高炉应急处理第十一条高炉操作人员必须熟悉各类事故的预防和应急处理方法,善于总结和改进工作中存在的安全隐患。
第十二条高炉操作人员在高炉冶炼过程中,必须密切关注仪表显示,及时发现问题并做出相应的应急处理。
第十三条高炉操作人员在发生事故时,必须保持冷静,并按照事故应急处理流程进行处理,确保人员安全和设备完好。
第十四条高炉操作人员在进行应急处理时,必须采取相应的安全防护措施,避免二次事故的发生。
第四章高炉操作纪律第十五条高炉操作人员必须遵守工作纪律,服从领导指挥,严禁个人行为对高炉运行和冶炼工作造成影响。

工艺技术操作规程(2012修订版)_完整版工艺技术操作规程(2012版)日照钢铁有限公司第二炼铁厂目录第一章高炉车间工艺技术规程14第一节总纲14一、炼铁生产的作用14二、各种原料标准及管理 161、冶金焦炭技术指标162.原料质量标准 16三、炼铁生产的基本技术指标及计算公式17第二章高炉车间工艺技术规程17第一节高炉炼铁工艺17一、高炉炼铁生产的概况17二、炼铁工艺流程18第二节高炉车间主任岗位职责19一、责任19二、权限:19三、考核:由厂领导进行考核评定。
19第三节高炉炉长岗位职责 19一、责任19二、权限20三、考核20第四节高炉值班室岗位20岗位职责20第五节高炉值班室岗位 21一、冶炼参数参考计算211.1风口风速计算:211. 2鼓风动能计算:21二、工作前准备:22三、原燃料的管理23四、配料和炉料校正264.1配料:264.2炉料校正:274.3日常操作配料原则:27五、高炉基本操作制度:(日常调剂参照《日钢操作法》)295.1装料制度305.2送风制度325.3造渣制度 365.4热制度385.5冷却制度415.6喷吹制度415.7炉况调剂的原则43六、炉况的调剂与失常的处理436.1正常炉况的标志:446.2正常炉况时操作:456.3炉况异常现象及处理:45七、高炉休风与送风 647.1短期休风操作程序647.2长期休风复风65八、事故处理688.1鼓风机突然停风的处理688.2停水处理688.3停汽处理698.4上料系统紧急停电或故障处理698.5风口突然烧坏,断水的处理708.6吹管烧穿的预防和处理708.7铁口故障708.8热风阀严重漏水718.9风机房需倒风机718.10炉皮烧穿718.11炉缸、炉底烧穿71第六节炉前工岗位72一、主要设备参数721.1开口机性能参数721.2泥炮721.3渣铁沟731.4桥式起重机74二、炉前操作指标742.1出铁正点率742. 2铁口合格率742. 3铁量差742.4渣比742.5全风堵口率74三、炉前操作753.1出铁前工作准备753.2铁口操作753.3泥炮操作763.4出铁773.5堵口:78四、其他各岗位操作:784.1撇渣器工(大闸工)的操作:784.2小闸工的操作:794.3炉前行车工的操作:79五、使用氧气的操作80六、更换冷却设备的操作806.1更换风口小套的操作:806.2换风口中套:816.3换风口大套的操作:81七、INBA冲渣对炉前操作的要求 82八、行车操作82九、炉前一般事故处理839.1铁口过浅喷焦事故的处理839.2泥炮事故处理839.3紧急堵铁口849.4铁口工作失常84十、高炉开炉、封炉、停炉的炉前操作8610.1开炉前的准备工作8610.2封炉操作8610.3大修停炉出残铁操作8710.4残铁口制作87第七节看水工岗位88一、风口的检查与维护 881、概论88二、操作规程902.1工艺要求902.2技术操作91第八节煤气工95一、热风炉岗位951、热风炉技术性能952、送风原则993、烧炉制度994、送风转燃烧1005、燃烧转送风1006、倒助燃风机程序 1017、休风操作程序1018、倒流休风操作程序1019、送风操作程序10410、煤气输送操作程序 10411、防止煤气爆炸事故的处理 105二、布袋除尘岗位1051、高炉煤气除尘系统工艺流程1052、主要设备简介1066.煤气净化系统主要设备:1074.技术操作规程:1075.卸灰操作1106.检漏1117.高炉正常生产时,布袋除尘器突然停电如何操作 1118.煤气温度超出正常范围时的操作1129. 布袋除尘工的基本职责112第九节卷扬上料岗位113一、设备参数及技术性能113二、准备:114三、工作:1141、核对料单 1142、备料1153、装料1164、自控部门一般故障检查 1175、其它故障情况检查1176、手动操作 1187、机旁操作 1188、设备的调节和卫生1189、卷扬上料系统常见故障处理程序120第三章动力车间工艺技术规程123第一节鼓风机操作工岗位123一、设备参数 123二、轴流风机启动前的检查与准备工作125三、机组的启动126四、机组给高炉的送风操作127五、机组的停车128六、运行中的检查维护129七、常见故障及处理措施:130七、机组的安全防护131八、应急处理132第二节净环泵站岗位133一、设备参数133二、循环水技术操作规程1391、启动水泵前的准备工作:1392、正常情况下启动水泵1393、运行中注意事项1404、停止水泵 1405、应急处理 1416、维护和保养1417、水泵常见故障及消除方法:141三、冲渣技术操作规程1441、INBA 法冲渣工艺系统1442、冷水型INBA法冲渣系统主要设备1473、INBA法冲渣操作1494、常见故障及其处理1535、防止泡沫渣产生 1556、设备运行时监视程序1567、冷水型INBA 冲渣系统主要设备性能参数164第四章供料车间工艺技术规程172第一节皮带转运工岗位172一、设备参数172二、岗位操作191三、操作注意事项194四、设备维护195五、高架贮灰仓、岗位操作 1951、高架贮矿他原燃料仓位正常管理基准 1952、正常料仓仓位管理196六、岗位安全196第二节供料系统主控室技术操作规程197一、操作要求:197二、岗位操作197三、操作注意事项201第三节除尘班岗位201一、布袋除尘器操作规程 201二、电除尘器操作规程202第四节机械化焦场工艺技术规程203第四章喷煤车间工艺技术规程204第一节喷煤系统简介:204一、原煤的贮运系统204二、制粉系统205三、干燥气系统205四、喷吹系统206五、工艺指标2061.设计喷吹指标 2062.工艺要求2063进厂原煤要求206第二节制粉岗位操作规程 207一.设备参数2071.ZGM113G型磨煤机2072.磨煤机工作原理2073.防爆蒸汽(氮气)系统:2074.密封风机 2085.减速机SXJ160型 208二.岗位操作规程2081.制粉系统正常运行状态2082.启机前的准备和检查:2083.制粉系统的启机操作: 2094.制粉系统停机操作: 2105.系统运行中的参数监控: 2106.中速辊式磨煤机使用与维护 210第三节喷吹工岗位操作规程213一、操作前准备213二、正常作业程序:2131、喷吹操作:2132、运行监控:2143、注意事项:214三、非正常作业程序:215第四节烟气炉岗位操作规程215一、烟气炉主要工艺参数 215二、操作规程2151、开机前的准备2152、正常作业程序2163、非正常作业:218第五节环保设施运行工艺规程 219一、出铁场布袋除尘器运行工艺规程2191、设备参数2192、工艺技术操作规程219二、矿槽电除尘器运行工艺规程2201、设备参数 2202、工艺技术操作规程220三、Y4-73通用引风机工艺技术操作规程2211、设备参数 2212、风机试运转2223、风机操作 2224、特殊情况下应紧停车223四、环保设施主要控制参数及排放标准: 223第五章铁运车间工艺技术规程226第一节铸铁机岗位226一、工艺流程:226二、设备参数:227三,工艺技术操作规程2281、铸铁机平台工技术操作规程:2282、看水岗位技术操作规程:2293、喷浆岗位技术操作规程:229第二节铁运工段机车司机岗位工艺技术规程230一、设备参数及技术操作规程:2301、1 #、2#机车 2302、3#机车2333、4#机车2364、5#、6#机车2405、7#机车(V1003型)2436、8#、9#机车2467、10#至17#机车250第三节铁运工段各岗位工艺技术规程253一、铁运工段调车岗位工艺技术规程253二、铁运工段扳道岗位工艺技术规程255三、铁运工段道口岗位工艺技术规程255四、确认制度2551、班前会确认制2552、交接班确认制2563、作业中确认制: 2584、机务人员维检确认:2675、工务人员维检确认:269四、铸铁机天车工工艺技术规程2711、天车设备技术参数2732、天车岗位工艺技术须知2743、运行前的检查2764、铸铁、串铁操作:2775、起吊缓冲包渣铁操作2786、修罐操作 2787、检查与记录278附录:279一、高炉炉型参数:279二、定量调剂参数系数表280三、炼钢铁、铸造用生铁国家标准2821、炼钢生铁标准2822、铸造生铁标准282第一章高炉车间工艺技术规程第一节总纲一、炼铁生产的作用现代任何国家是否发达的主要标志是其工业化及生产自动化的水平,即工业生产在国民经济中所占的比重及工业的自动化、机械化。

炼钢一、主要工艺设备参数(1)炉壳(含水冷炉口)外径φ:5980mm;全高:8535mm;总重: t;炉口内径φ:2440mm耳轴中心距: mm; 工作层厚度:600mm(炉壁)、700mm(炉底)(2)炉底:厚度:70mm砌后内径φ:4384mm内高:7487mm(含水冷炉口)(3)砌砖后:炉口内径φ:2440mm炉衬总重:300.312t出钢口内径φ:140~160mm角度:10℃有效容积:91.21 m3炉容比:0.760m3/t(装入量120t)(4)最大工作倾动力矩:210t·m 最大瞬间过载力矩: 450 t·m倾动角度±360°倾动速度:0.2~1.0r/min电机4台每台100kW2、喷枪(五孔)喷头吼口直径φ:39 mm;出口直径:φ50.4mm 喷口夹角:13°;扩张段长度:85mm枪身全长:19.988 m;外直径:245×10mm中管:203×6mm;内管:159×6mm氧软管:17.5 m;水软管:18 m升降速度:高速: 40m/min; 慢速:8 m/min 事故提升:6 m/min3、罩裙:提升高度:500 m/min;提升速度:48 mm/s4、刮渣器行程:230mm;刮渣力:30kN5、喷枪横移车液压缸传动,横移速度:3 m/min 行程:2 m6、铁包:钢结构总重:25 t;.耐材总重:29.4t包壳上口φ:3440mm;下口φ:3074mm全高:3660mm;有效容积:17m3边衬厚度:30mm 底衬厚度:45mm7、钢水车:外行尺寸,(长×宽×高):9400×4200×2350mm自重:32.9t;轨边中心距:3600mm 运行速度:40m/min8、渣罐车:外行尺寸:长×宽×高:6340×4256×1260mm自重:21.09t;轨边中心距:3600 mm 运行速度:37m/min;总载重量:200 t9、钢包:钢结构总重:27t;耐材总重:30.2 t 包壳上口φ:3590 mm;下口φ:3190mm全高:4095mm;有效容积:15.4m3边衬厚度:30mm;厚度:45mm1011二、常见钢种化学成分:(见后表)三、主要原材料技术条件:1、铁水入炉温度≥1280℃冶炼优质钢:入炉温度≥1300℃S≤0.030%;Si:0.40~0.60% 带渣量≤0.5% 无大块2、废钢废钢按分类装斗,数量准确,炉炉过秤特殊成分的废钢要单独存放废钢残余合金元素:Ni≯0.030%;Cr≯0.030%;Cu≯0.030% 铁块S≤0.070%注意:废钢中无封闭容器、爆炸物、耐火材料、泥砂、橡胶及有色金属,不得带水,不得有除铁或钢以外的杂物及油污。

1 三炼钢厂120吨转炉工艺技术操作规程目录一、转炉工艺技术操作规程二、转炉底吹调试技术规程三、转炉底吹操作规程四、炉后挡渣操作规程五、倒渣技术操作规程六、炉下钢、渣包车技术操作规程七、废钢准备技术操作规程八、铁合金技术操作规程九、备料上料技术操作规程十、吹气调温技术操作规程十一、喂线机操作规程十二、铁包使用操作规程第一章转炉工艺技术操作规程一、转炉主要工艺参数:炉型:筒球型公称吨位:120t转炉平均出钢量:125t,最大出钢量:135t炉容比:0.9~1.0(V/T)高宽比:1.65~1.85(h/d)二、基本检测要求:1、原材料及成品计量1.1 入炉前的铁水、废钢等主原料必须计量。
1.2 造渣材料及铁合金必须计量。
1.3钢水、钢坯必须计量。
2、气体计量2.1 炉前操作室必须配备吹炼氧气及溅渣氮气压力、瞬时流量和累计流量等显示表并确保正常使用。
2.2 炉前操作室必须配备底吹氮气及氩气压力、瞬时流量和累计流量等显示表并确保正常使用。
3、转炉设备用水计量:3.1 炉前操作室必须配备氧枪冷却水压力、流量表并确保正常使用。
3.2 炉前操作室必须配备水冷炉口、水冷炉帽、水冷托圈冷却水压力及进出水流量表并确保正常使用。
4、测温4.1 吹炼终点倒炉必须测温。
4.2 出钢完毕钢水吹气处理前后均要测温。
5、枪位指示5.1必须配备氧枪喷头高度指示标尺。
6、化学分析:6.1吹炼前应知道铁水的成份(每炉钢兑铁水后,必须把铁水成份Si、Mn、S、P 和温度通报给炉长)。
6.2吹炼终点必须取样,炉前工将钢水样送炉前化验室快速分析元素(C、Si、Mn、P、S),并将结果告之炉前。
6.3要求每班每炉座做一次终点炉渣化学成份分析(CaO%、MgO%、SiO2%、FeO%)。
三、主要原材料技术条件1、铁水铁水执行GB717—1998标准2、废钢铁2.1含铜<0.30%,不得混有铅、锌、锡等有色金属、耐火材料、泥沙、水泥、油物、封闭器皿、橡胶、爆炸物和易燃易爆品及有毒物品。
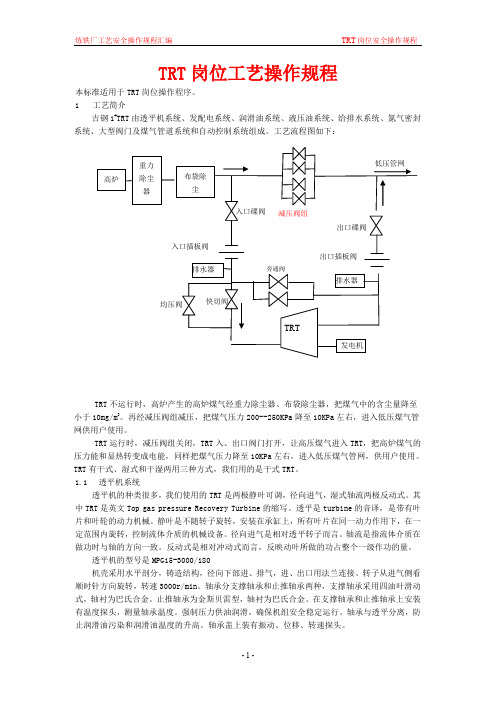
TRT岗位工艺操作规程本标准适用于TRT岗位操作程序。
1工艺简介吉钢1#TRT由透平机系统、发配电系统、润滑油系统、液压油系统、给排水系统、氮气密封系统、大型阀门及煤气管道系统和自动控制系统组成。
工艺流程图如下:TRT不运行时,高炉产生的高炉煤气经重力除尘器、布袋除尘器,把煤气中的含尘量降至小于10mg/m3。
再经减压阀组减压,把煤气压力200--250KPa降至10KPa左右,进入低压煤气管网供用户使用。
TRT运行时,减压阀组关闭,TRT入、出口阀门打开,让高压煤气进入TRT,把高炉煤气的压力能和显热转变成电能,同样把煤气压力降至10KPa左右,进入低压煤气管网,供用户使用。
TRT有干式、湿式和干湿两用三种方式,我们用的是干式TRT。
1.1透平机系统透平机的种类很多,我们使用的TRT是两极静叶可调,径向进气,湿式轴流两极反动式。
其中TRT是英文Top gas pressure Recovery Turbine的缩写。
透平是turbine的音译,是带有叶片和叶轮的动力机械。
静叶是不随转子旋转,安装在承缸上,所有叶片在同一动力作用下,在一定范围内旋转,控制流体介质的机械设备。
径向进气是相对透平转子而言。
轴流是指流体介质在做功时与轴的方向一致。
反动式是相对冲动式而言,反映动叶所做的功占整个一级作功的量。
透平机的型号是MPG15-3000/180机壳采用水平剖分,铸造结构,径向下部进、排气,进、出口用法兰连接。
转子从进气侧看顺时针方向旋转,转速3000r/min。
轴承分支撑轴承和止推轴承两种,支撑轴承采用四油叶滑动式,轴衬为巴氏合金。
止推轴承为金斯贝雷型,轴衬为巴氏合金。
在支撑轴承和止推轴承上安装有温度探头,测量轴承温度。
强制压力供油润滑,确保机组安全稳定运行。
轴承与透平分离,防止润滑油污染和润滑油温度的升高。
轴承盖上装有振动、位移、转速探头。
与透平机有关的主要参数:入口煤气流量:35万Nm3/h入口温度:180℃入口压力:200-250 Kpa出口压力:11 KPa透平出力:11850KW透平效率:≥86%发电机效率:97%发电机出力:15000KW透平机进气侧轴端带有主油泵,12KW,螺杆式。

炼铁厂高炉安全技术操作规程范文第一章总则第一条为了保障炼铁厂高炉的安全生产,规范操作行为,提高工作人员的安全意识和操作技能,制定本规程。
第二条本规程适用于炼铁厂高炉的操作人员,包括高炉操作员、观察员、控制室值班员等。
第三条在高炉操作中,应严格遵守本规程的规定,并按照高炉管理部门的工作安排进行操作。
第四条高炉操作人员应定期进行安全培训,熟悉高炉的操作技术要求和安全操作规程。
第五条高炉操作人员应具备必要的安全防护措施和装备,保证操作安全。
第二章高炉操作安全技术规范第六条高炉操作人员在操作前应检查高炉设备的运行情况,确保设备正常工作。
第七条在高炉操作中,操作人员应严格遵守高炉操作规程,不得私自变动操作参数。
第八条操作人员应掌握高炉各个部位的工作原理,熟悉高炉操作流程和操作要点。
第九条操作人员应遵守操作规程,定期对高炉设备进行检查、维护和保养,发现问题及时处理。
第十条操作人员应定期对高炉设备进行安全隐患的排查,确保设备的安全运行。
第十一条操作人员在进行高炉操作时,应按照操作规程进行操作,并注意安全防护。
第十二条操作人员在操作高炉时应保持机械设备的稳定运行,不得随意变动设备的工作状态。
第三章高炉操作事故应急处理规程第十三条高炉操作人员在发生事故时,应立即停止操作,并按照事故处理程序进行紧急处理。
第十四条在处理高炉事故时,应采取合理有效的措施,防止事故蔓延和扩大。
第十五条在高炉事故处理过程中,应尽量保护自身安全,避免二次事故的发生。
第十六条高炉事故处理完毕后,应尽快向高炉管理部门报告事故情况,并做好相关记录。
第四章高炉操作安全考核评估规程第十七条高炉操作人员应定期进行安全考核,评估其安全操作能力和工作技能。
第十八条安全考核应包括理论知识考试和操作技能考核两部分内容。
第十九条安全考核结果应及时通知高炉操作人员,提出改进意见和建议。
第五章高炉操作安全培训规程第二十条高炉操作人员应定期参加安全培训,提高其安全意识和操作技能。
文件编号:RHD-QB-K1395 (操作规程范本系列)编辑:XXXXXX查核:XXXXXX时间:XXXXXX炼铁厂高炉安全技术操作规程标准版本炼铁厂高炉安全技术操作规程标准版本操作指导:该操作规程文件为日常单位或公司为保证的工作、生产能够安全稳定地有效运转而制定的,并由相关人员在办理业务或操作时必须遵循的程序或步骤。
,其中条款可根据自己现实基础上调整,请仔细浏览后进行编辑与保存。
1 目的规范职工安全操作行为,保证职工在生产工作过程中的人身和设备安全,减少各类安全事故的发生。
2 适用范围本规程适用于第三炼铁车间高炉、发电站区域相关岗位。
3 通用安全管理制度3.1 安全生产通则3.1.1 进入生产现场必须按工种穿戴好一切劳动保护用品,衣服和袖口必须扣好,禁止戴围巾和穿长工作服保证工作服不应有可能被转动设备绞住的部分;生产(工作)中,严格执行安全技术操作规程。
3.1.2 新入厂员工,调岗人员、外来学习人员必须经过安全教育并考试合格,特种作业岗位人员,必须经过培训,考试合格后获得全国统一颁发的特种作业操作证,否则不准独立上岗。
3.1.3 班中坚持安全互检和自检,接受安全员的管理,不准脱岗、串岗、干私活。
值班调度、值班工长对本横班的安全生产负责。
3.1.4 未经允许,严禁带小孩和非本单位人员进入生产区。
非本车间工作人员须经工长签字或在本车间相关人员陪同下方可进入生产区,车间值班人员须对外来人员的工作情况做一详细记录。
3.1.5 新工艺、新设备投产前必须制定出安全规程和劳动保护措施,否则不准运行。
3.1.6各类设施、设备的安全防护设施必须齐全、完好、灵敏、可靠,必须做到六有:3.1.6.1 有轮必有罩;3.1.6.2 有轴必有套;3.1.6.3 有台必有栏;3.1.6.4 有坑必有盖;3.1.6.5 电器设备必须有接地接零;3.1.6.6 压力容器必须安全附件齐全。
3.1.7严禁擅自解除各类安全装置,严禁擅自挪动各种警告牌、指示牌及其它标志,不得损坏各种安全设施。
炼铁作业区设备安全技术规程1. 前言为确保炼铁作业区设备安全稳定运行,保障生产安全,本规程根据国家法律法规、有关标准及企业的实际情况编制。
本规程适用于所有炼铁作业区设备及其操作人员。
2. 基本要求2.1 设计选型作业区设备的设计应符合国家相关标准和规定,并取得相应的认证证书,确保设计、选型和安装可靠、合理。
2.2 安装调试炼铁作业区设备的安装和调试必须由具备相关资质的企业或单位进行。
安装调试完成后,必须进行检查、试验及鉴定,并取得相应的检验合格证书。
2.3 维护保养作业区设备的维护保养工作要求严格按照维护保养计划进行,严格执行维护保养要求,确保设备长期稳定运行。
维护保养计划包括但不限于:定期检查、维修更换、清洗、润滑、调整等。
2.4 技术人员作业区设备必须由经过专业技术培训、持有相应岗位资格证书的工程技术人员进行操作和维护保养。
工程技术人员必须熟悉设备的性能特点和操作使用方法,遵守操作规程和安全操作规定。
2.5 操作规程作业区设备的操作必须按照操作规程进行,操作规程包括但不限于设备启动、停止、调整、气动控制、液压控制、润滑等。
操作规程应该由经过专业技术培训的工程技术人员编写并经企业相应部门审核后正式发布,同时还应该进行定期修订。
2.6 安全防护作业区设备的安全防护非常重要,必须做到位于设备周围的安全设施完备,设备上缺陷和安全隐患及时消除。
相关人员必须遵守安全操作规程,严格执行安全防范措施。
3. 操作指导3.1 设备设施首先我们应该了解所有作业区设备的性能特点和操作使用方法,确保设备设施完整并处于正常状态。
设备设施的完整包括管道、阀门、仪表、机械设备、仓储设备、输送设备等。
根据不同设备的特性,对其设施合理安排,并定期进行检查、清洗、润滑、维修、更换等维护保养工作,确保设备长期稳定运行。
3.2 操作规范作业区设备的操作必须遵守操作规程。
我们应确保所有的相关人员经过专业技术培训,熟悉设备的性能特点和操作使用方法,遵守操作规程和安全操作规定。
炼铁工艺技术操作规程汇编1. 引言为了确保炼铁工艺技术操作的规范和安全,提高生产效益,降低事故风险,特制定本炼铁工艺技术操作规程汇编,以指导和规范炼铁工艺技术操作工作。
2. 范围本规程适用于炼铁工艺技术操作的各个环节,包括原料处理、配料、炉前操作、炉渣处理等。
3. 原料处理3.1 原料质量检验•对进厂原料进行抽样,并按照标准检验方法进行质量检验。
•检验项目包括原料化学成分、物理性质等。
•确保原料质量符合工艺要求。
3.2 原料预处理•对质量不合格的原料进行预处理,以提高合格率。
•预处理方法包括筛分、磁选、洗涤等。
3.3 原料配比•根据工艺要求和原料质量,确定适宜的原料配比比例。
•配比应考虑原料成本和炉渣成分控制。
4. 配料4.1 配料计量•使用准确可靠的配料设备进行原料计量。
•配料设备要进行定期检查和校准,确保计量准确。
4.2 配料顺序•按照工艺要求,确定合理的配料顺序。
•确保不同原料的加入顺序合理,以避免对工艺反应产生不良影响。
5. 炉前操作5.1 炼焦•严格按照炼焦工艺操作规程进行操作。
•控制炼焦炉温度和炉内煤气组成,以保证炼焦质量。
5.2 喷吹操作•确保喷吹操作设备正常运行。
•控制氧气流量和喷吹剂流量,确保高炉内的气体流动和混合效果。
6. 炼铁操作6.1 铁水处理•对铁水进行脱硫、净化等处理。
•控制铁水温度和成分,确保铁水质量符合要求。
6.2 高炉操作•根据高炉工艺要求,控制高炉温度和压力。
•合理操作高炉风温分配和热能平衡。
6.3 炉渣处理•对炉渣进行处理,以控制炉渣成分和质量。
•确保炉渣不会对炼铁过程产生不良影响。
7. 安全措施•在炼铁工艺技术操作过程中,必须遵守相关安全规定和操作规程。
•确保操作人员穿戴个人防护装备,并接受安全培训。
•定期检查设备的安全状况,并及时处理问题。
8. 事故应急处理•在炼铁工艺技术操作过程中,如发生事故,应立即启动应急预案。
•针对不同类型的事故,制定相应的处置措施,保障人员安全和设备完整。
炼铁厂高炉安全技术操作规程范本炼铁厂高炉是一种非常危险的设备,需要严格的安全技术操作规程来保证生产过程中的安全。
以下是一份炼铁厂高炉安全技术操作规程范本,详细规定了高炉的操作流程、注意事项,以及应急处理措施等。
希望对您有所帮助。
【前言】炼铁厂高炉是一种高温、高压、强腐蚀性的设备,操作过程中存在着一定的危险性。
为了确保炼铁厂高炉的安全运行,保护工作人员的生命财产安全,制定本安全技术操作规程。
【一、工作岗位及责任】1. 高炉操作员主要负责高炉操作过程中的监控和调节,确保操作过程的稳定。
2. 炉外员工主要负责高炉周围的工作,包括原料投料、渣铁清理、检修等工作。
【二、安全准备】1. 确保高炉正常运行前,必须进行全面的安全检查。
2. 确保高炉周围的安全区域清晰标识,并设置隔离措施,防止无关人员进入。
3. 确保高炉周围的各项安全设施完好,如消防设施、紧急停车设施等。
【三、高炉操作流程】1. 高炉预热1.1 确保高炉内部没有积水或杂物。
1.2 在高炉炉缸底部点火,并逐渐增加燃料以实现预热。
1.3 在预热过程中,定期检查炉体温度变化情况,并做好记录。
2. 喂料操作2.1 确保喂料系统正常运行,没有堵塞或泄漏的情况。
2.2 根据生产计划和工艺要求调整喂料的时机和量。
2.3 喂料时,确保炉体内无积水或杂物,并逐渐投入原料。
3. 炉内燃烧调节3.1 根据高炉排放的烟气颜色和温度,调整炉内燃烧的氧气和燃料比例。
3.2 定期检查燃烧系统的运行情况,并进行维护和清洁。
4. 炉内温度控制4.1 根据炉内温度的变化情况,及时调整炉内料层的高度和厚度。
4.2 确保高炉内部的温度均匀分布,防止过热或过冷。
5. 渣铁清理5.1 在维护和检修之前,必须清理炉缸中的渣铁残留物。
5.2 清理渣铁时,必须佩戴防护装备,并遵循安全操作规程。
【四、安全注意事项】1. 严禁未经授权的人员进入高炉操作区域。
2. 确保操作人员佩戴个人防护装备,如耳塞、眼镜、手套等。
风机技术规程 一、设备技术性能 1.一号风机 (1) 风机型号:DKJ1000-285/94,工作介质:空气 ,入口压力:94KPa, 入口温度:20℃ 排气压力:285KPa, 转速:6180r/min, 入口流量;1000m3 /min。 (2) 电机型号;YKOS3000-2, 功率 :3000KW, 功率因数:0.911, 频率:50HZ, 电压:10000v。 (3) 增速机型号: GSC350, 输入转速: 2990r/min, 速比: 1:2.0667, 输入功率:3000KW , 2.二号风机 (1) 风机型号:D1850-3.78/0.95 出口压力:363KPa 出口流量:1853 m3 /min主轴转速:6180rpm (2) 电机型号:YSK900-4 额定功率:6800KW 额定电压:10000V额定电流:455A 额定转速:1492r/min功率因数:0.891 (3) 增速机: DHS530-12041 输入转速:1495r/min 速比:4.1379 润滑油标号:N32 供油压力:0.15-0.25MPa 二. 启 停机注意事项
1. 启动前将机组周围卫生打扫干净,准备好听针、扳手及其它物品。 2. 检查机组各部位螺栓是否牢固。 3. 检查油箱油位,必须高于最高油位线30----40mm。 4. 启动电动油泵,调高油压0.25---0.35MPa,调供油压力0.15---0.2MPa,打开高位油箱进油阀门,待高位油箱储满油,回油视窗回油后,将其关闭,同时打开补油阀门。 5. 检查机组各部位进油,回油是否畅通,有无跑冒滴漏现象(如有及时处理)。 6. 调整油泵与主机连锁和系统连锁是否正常(主机只能在油泵启动后方能启动),油泵在油压低于0.08MPa时,自动启动,油压低于0.05MPa时,主机停车。 7. 打开冷油器、电机空冷器、各进出水阀门,调整好水压(冷油器水压必须低于油压),调整好油温,使油温保持在25度—35度之间。 8. 将各阀门打至启车位置,进风开度3%-5%,排风、防喘全开,送风全关,预旋器调至最小位置,对风机进行盘车数圈后,将电机后盖盖上。 9. 通知电工、仪表工将电脑各仪表调整好,做好启车前准备。 10. 通知高压室给主电机送电可以启机. 11. 在接到工长休风指令后,逐渐调小预旋器,同时全开防喘排风,逐渐关闭进风阀,使风机逐渐回到空载位置。 12. 在接到工长通知停风机后(工长已排风),电动全关送风阀。 13. 通知电工、仪表工来风机房。 14. 通知高压配电室。 15. 按主机停止按键,此时,风机转速逐渐降低,记录好风机的惰走时间。 16. 观察油泵是否在油压低于0.08MPa时已自动启动,如未启动立刻手动启动油泵,调整好油压。 17. 在风机停稳后,每隔10分钟盘车数圈(一般不少于3次)。 18. 观察各轴瓦温度,当最高瓦温低于42度或油温低于30度,方可停止电动油泵。 19. 关闭冷却水(冷油器和空冷器),但是冬天留有一小部分余量,防止冻裂。 20. 如果长时间停车,将所有阀门全部关闭,并且对机组每天进行油泵启动和盘车工作(一天不少于3次,尤其是夏天)。 21. 机组停稳后,打开补油阀门。 三. 操作方针 1. 快加慢减 2. 不超标 不波动 3.严禁反向操作。 4. 避免喘振区域运行。
四.技术标准
1. 在接到工长送风指令后,全开送风阀门(电动)及相应的联网阀,将风送至冷风放散阀。 2. 在接到工长加风指令后,按要求逐渐全开进风阀,慢慢关闭防喘和排风阀,达到工长所需风压。 3. 待排风阀和防喘将近全关时,采取调整预旋器,进行加减风操作满足高炉需要(必须在风机额定风压之内)。 4. 风机正常运行时,密切观察风机各参数,必须在规定范围内,不准超指标运行。 5. 风机运行时密切注意风压、风量差压之间的关系,结合微机显示防喘振曲线图,保证风机安全运行,防止顶风现象发生。 6. 风机在加减风操作时,如果炉况顺行时应尽量使排风开度小些。在炉况不顺时,排风开度应大些,以保持风机安全运行,并且随时与工长联系加减风,以 7. 加风误差1KPa,减风误差百分之二十。
五.设备运行安全事项 1) 工作前换好工作服,女职工要带好工作帽,禁止穿高跟鞋。 2) 检查或擦机时,不准戴手套,擦机器轴承和电动机吹风口时,拿好擦机布,以免发生事故。 3) 停电操作送风阀时应站在止回阀的另一侧,防止止回阀摆动时造成人身事故。 4) 油料堆放处禁止烟火,并由当班岗位工负责保管。 5) 巡查时注意地面上有截门管沟等障碍物,以防跌倒。 6) 保证设备长效 稳定运行。 水泵技术规程 一. 设备技术性能 一期 (1) 上塔泵:型号 350S-26 流量 1260M3/h 扬程 26 m 轴功率 101.38KW (2) 供水泵:型号 300S-58 流量 790 M3/h 扬程 58 m 轴功率 148.55KW (3) 应急泵:型号 KQSN300-M9/445 流量 579-972M3/h 扬程 65-53 m 轴功率 150 KW (4) 冲渣泵:型号150KZ-60 流量 470M3/h 扬程 62 m 轴功率 105.8 KW 二期 (1)上塔泵:型号 KQZM500-M19/452 流量 1212-24240M3/h 扬程26-19 m 轴功率 185KW (2) 中压泵:型号 KQSN450-M13/465 流量 1392-2900M3/h 扬程 69-46 m 轴功率 450KW (3) 高压泵:型号 KQW200-400-75/4 流量 280-480 M3/h 扬程 54.5-39 m 轴功率 75KW (4) 应急泵:型号 500S-59 流量 2020M3/h 扬程 59 m 轴功率 450 KW (5) 冲渣泵:型号 KZJ200-60 流量 800M3/h 扬程 56.3 m 轴功率 200 KW (6) 铸铁泵:型号 150KZ-50 流量 380M3/h 扬程 40 m 轴功率 75 KW
二. 启 停机注意事项
1. 检查设备各部位螺栓及联轴器是否牢固可靠。 2. 确认蓄水池水位及水泵托架及柴油机润滑油、燃油油位。 3. 确认各阀门是否开关到位。 4. 观察仪表、仪器及电器系统是否正常。 5. 启动高压电机水泵时需联系高压配电的变电所得到同意,方可启机。 6. 确认所启用泵的用水单位,得到同意后启机。 7. 各水泵在停机时应先关闭90%出水阀门后按下停止按钮,观察停机时是否正常,有无反转现象,如反转应再次检查并关闭出水阀和止回阀。 8. 柴油机应急泵停机时应在关闭大部分出水阀门后将其打至急速,保持4-8分钟自然冷却后停机并关闭出水阀门,在试泵后应将选择方式打至自动,关闭照明,出水阀门转换至供水方式并打开部分出水阀门。 三.操作方针 稳定供水 四.技术标准
1. 按高炉需要调整水压、水温,一期供水温度32-40℃,水压0.26MPa-0.5MPa。二期供水温度32-35℃,中水压0.4MPa-0.5MPa。高压水0.75MPa-0.95MPa。 2. 一期冲渣水供水压力0.15-0.18MPa,二期冲渣供水压力0.75-0.85MPa。 3. 调换泵时先启后停,不得在调换泵时造成高炉断水。 五.设备运行安全事项 1. 工作前换好工作服,女职工要带好工作帽,发辫网入帽内,禁止穿高跟鞋。 2. 检查或擦机时,不准戴手套,擦机器轴承和电动机吹风口时,拿好擦机布,以免发生事故。 3. 启动水泵前确认机组周围无人,无杂物。 4. 油料堆放处禁止烟火,并由当班岗位工负责保管。 5. 巡查时注意地面上有截门管沟等障碍物,以防跌倒。 6. 冲渣供水温度高,预防烫伤
锅炉房技术规程 一. 设备技术性能 锅炉型号:SZL6-1.25-411Q 水压试验压力:1.65MPa 额定蒸汽温度:193.4℃ 额定蒸汽压力:1.25MPa
二.启 停机注意事项
1、 引气前关闭烧嘴处DN150手动调节阀、DN350气动蝶阀,打开末端放散,用蒸汽吹扫管道内气体。 2、 合格后,打开DN400盲板阀、DN400手动蝶阀,关闭蒸汽吹扫。 3、 煤气放散合格后,方可点火。煤气点火前,炉内必须有负压并有足够的明火或温度,以免发生煤气爆炸。 4、 煤气点然后,必须设专人看管,防止灭火、发生事故,如灭火迅速关闭阀门,查明原因,并将炉内残余气体排放,方可点火。 5、 停用煤气时,先关DN150手动调节阀,后关DN350气动蝶阀,必要时关闭盲板阀。
三.操作方针 安全用气,正常供汽 四. 技术标准 1.烧煤情况下,供暖压力0.1-0.3MPa。 2.烧气情况下,供暖压力0.2-0.6MPa
五.设备运行安全事项 1.司炉操作人员持证上岗。 2.锅炉房引煤气或停煤气时,必须与热风炉取得联系,绝对听从热风炉值班人员命令。 3.锅炉房开关盲板时,必须两人以上,戴好防毒面具并与煤气防护人员监护。 4.煤气设施动火作业前,必须办理动火作业证,通知煤气防护人员检测煤气合格后,方可施工。 5.安装的煤气报警仪必须不间断供电,定时配合煤防人员检查灵敏可靠性。 6.严禁烧干补水和负压补水,水位应长控在高水位线。
空压机站技术规程 一. 设备技术性能 螺杆式空气压缩机:型号 LU250W-8.5 装机容量 43M3/min 工作压力0.85MPa配套功率 250KW 型号 UD355A-8.5 容积总量 62 M3/min 工作压力 0.85MPa 配套功率 355KW
二.启 停机注意事项
1、 检查各零件部件的联结是否有松动,如有松动及时紧固(包括机座、地脚、外箱等螺栓),以免工作中有漏油、漏气或其它事故发生。 2、 检查各测量仪表是否有松动或损坏。 3、 检查压缩机的润滑油是否足够,若不够时,应予加足,多时则排放,停机超过四个月以上未使用的机组,需往主机的进气口处加入3升左右的润滑油,防止启动时主机内无油。 4、 打扫机组周围卫生,收拾机组附近及放在机组上的一切无关物件。 5、 将主机手动盘车5-10圈。 6、 需要停机时,按下停机按钮,则自动完成停机程序;或实行手动停机,先按下卸载按钮,此时压缩机卸载,待油压下降至0.4MPa以下时,按下停机按钮(应在卸载后5-8分钟空负运行后停机),停机后减荷阀内的放气孔和油分离器的放气电磁阀将自动放气,待放气完毕后,拉下供电电源开关,关闭冷却水。 7、 如长期停机,必须将空压机及机组设备内的冷却水排空放尽,以防冻坏设备。 8、 急停按钮只能在紧急状态时使用。 9、 按时排放废气、废水,一般为2-3小时。
三. 操作方针 设备长效稳定运行,稳定供气 四. 技术标准 1. 排气压力控制在0.55-0.75MPa 2、在检修时,必须在空压机停机后放尽所有压缩气,切断主电源并挂警示牌。切断外部气炉的联结,并确保系统无压力、无高温、无电源后方可进行检修、维护。 3、应保证电机轴承在运行期间有良好的润滑,当运行达到5000h小时,应补充或更换进通风锂基脂,在运行中若发生轴承过热或润滑油变质时应及时更换,填入的润滑脂应不超过轴承室的2/3为宜。