短路过渡电弧控制系统自调性能的分析和研究
- 格式:pdf
- 大小:1.30 MB
- 文档页数:4
第一章1。
短路的概念和类型概念:指一切不正常的相与相与地(对于中性点接地的系统)之间发生通路或同一绕组之间的匝间非正常连通的情况。
类型:三相短路、两相短路、两相接地短路、单相接地短路.2。
电力系统发生短路故障会对系统本身造成什么危害?1)短路故障是短路点附近的支路中出现比正常值大许多倍的电流,由于短路电流的电动力效应,导体间将产生巨大的机械应力,可能破坏导体和它们的支架。
2)比设备额定电流大许多倍的短路电流通过设备,会使设备发热增加,可能烧毁设备。
3)短路电流在短路点可能产生电弧,引发火灾。
4)短路时系统电压大幅度下降,对用户造成很大影响.严重时会导致系统电压崩溃,造成电网大面积停电.5)短路故障可能造成并列运行的发电机失去同步,破坏系统稳定,造成大面积停电。
这是短路故障的最严重后果。
6)发生不对称短路时,不平衡电流可能产生较大的磁通在邻近的电路内感应出很大的电动势,干扰附近的通信线路和信号系统,危及设备和人身安全。
7)不对称短路产生的负序电流和电压会对发电机造成损坏,破坏发电机的安全,缩短发电机的使用寿命. 3.同步发电机三相短路时为什么进行派克变换?目的是将同步发电机的变系数微分方程式转化为常系数微分方程式,从而为研究同步发电机的运行问题提供了一种简捷、准确的方法。
4。
同步发电机磁链方程的电感系数矩阵中为什么会有变数、常数或零?变数:因为定子绕组的自感系数、互感系数以及定子绕组和转子绕组间的互感系数与定子绕组和转子绕组的相对位置θ角有关,变化周期前两者为π,后者为2π.根本原因是在静止的定子空间有旋转的转子.常数:转子绕组随转子旋转,对于其电流产生的磁通,其此路的磁阻总不便,因此转子各绕组自感系数为常数,同理转子各绕组间的互感系数也为常数,两个直轴绕组互感系数也为常数.零:因为无论转子的位置如何,转子的直轴绕组和交轴绕组永远互相垂直,因此它们之间的互感系数为零.5.同步发电机三相短路后,短路电流包含哪些分量?各按什么时间常数衰减?1)定子短路电流包含二倍频分量、直流分量和交流分量;励磁绕组的包含交流分量和直流分量;D轴阻尼绕组的包含交流分量和直流分量;Q轴阻尼包含交流分量。
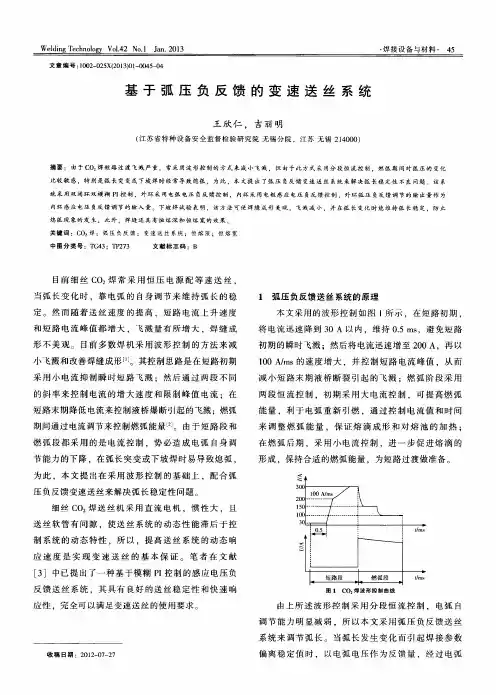
W el di ng T echno l ogy V01.42N o.1J an.2013焊接设备与材料45文章编号:1002—025X(2013)01—0045—04基于弧压负反馈的变速送丝系统王欣仁.吉丽明(江苏省特种设备安全监督检验研究院无锡分院,江苏无锡214000)摘要:由于C02焊短路过渡飞溅严重,常采用波形控制的方式来减小飞溅,但由于此方式采用分段恒流控制.燃弧期间对弧压的变化比较敏感,特别是弧长突变或下坡焊时经常导致熄弧,为此,本文提出了弧压负反馈变速送丝系统来解决弧长稳定性不良f*-I题。
该系统采用双闭环双模糊PI控制,外环采用电弧电压负反馈控制,内环采用电枢感应电压负反馈控制,外环弧压负反馈调节的输出量作为内环感应电压负反馈调节的输入量。
下坡焊试验表明,该方法可使焊缝成形美观,飞溅减小,并在弧长变化时能维持弧长稳定.防止熄弧现象的发生,此外.焊缝还具有恒熔深和恒熔宽的效果。
关键词:C O:焊;弧压负反馈;变速送丝系统;恒熔深;恒熔宽中图分类号:T G43;T P273文献标志码:B目前细丝C O:焊常采用恒压电源配等速送丝.当弧长变化时,靠电弧的自身调节来维持弧长的稳定。
然而随着送丝速度的提高,短路电流上升速度和短路电流峰值都增大,飞溅量有所增大,焊缝成形不美观。
目前多数焊机采用波形控制的方法来减小飞溅和改善焊缝成形…。
其控制思路是在短路初期采用小电流抑制瞬时短路飞溅;然后通过两段不同的斜率来控制电流的增大速度和限制峰值电流:在短路末期降低电流来控制液桥爆断引起的飞溅:燃弧期间通过电流调节来控制燃弧能量㈦。
由于短路段和燃弧段都采用的是电流控制,势必造成电弧自身调节能力的下降.在弧长突变或下坡焊时易导致熄弧,为此,本文提出在采用波形控制的基础上,配合弧压负反馈变速送丝来解决弧长稳定性问题。
细丝C02焊送丝机采用直流电机,惯性大,且送丝软管有间隙,使送丝系统的动态性能滞后于控制系统的动态特性.所以,提高送丝系统的动态响应速度是实现变速送丝的基本保证。

电弧的静特性:在电极材料、气体介质和弧长一定的情况下,电弧稳定燃烧时焊接电流和电弧电压变化的关系称为电弧的静特性。
电弧静特性曲线呈U形,它有三个不同的区域(I、II、III)。
当电流在I区较小时,电弧静特性属于下降特性区,随着电流的增加,电弧电压减小;当电流在II时,电弧特性属于水平特性区,当电流变化是而电弧电压几乎不变;当电流在III区内增大时,电弧特性属于上升特性区,电弧电压随电流的增大而升高。
不同的电弧焊接方法,其电弧在正常的使用范围内只工作于静特性曲线中的某一段或两段上。
如焊条电弧焊的电弧主要工作于I和II区,当弧长变化时静特性曲线上下平移,弧长越长静特性曲线向上移动量越大,弧长过长时断弧。
工作在II区的有埋弧焊、不熔化极气体保护焊和微束等离子弧焊等弧焊方法。
工作在III区的有细丝熔化极气体保护焊、等离子弧焊和水下焊等弧焊方法。
焊条电弧焊的电弧对电源的要求:电弧焊机是为电话提供电能的装置,为了保证电弧稳定工作的要求,弧焊电源在工艺性能和结构方面应该达到引弧容易;保证电弧稳定燃烧;保证焊接电流、电弧电压等工艺参数稳定;可以方便调节焊接工艺参数,以适应焊接不同性质和厚度不同的钢板;电源节能环保、质量轻、结构简单、制造成本低;安全可靠、工作性能良好、维修简单方便等。
为了达到以上要求弧焊电源应该具备以下性能。
弧焊电源具有下降的外特性曲线:在电弧稳定燃烧时,焊接电源输出稳定电流和电源输出稳定电压间的关系称为电源的外特性。
电弧焊时,弧焊电源供电,电弧是电源用电的负载,电源与电弧构成完整的供电系统,为保证该系统的稳定性电源外特性曲线的形状和电弧静特性曲线的形状必须适当配合。
弧焊电源的外特性包括下降特性、平特性和上升特性。
第四章 过渡电阻对阻抗继电器的影响 一. 过渡电阻对相间阻抗继电器的影响电力系统中的短路一般都不是金属性的,而是在短路点存在过渡电阻。
短路点的过渡电阻g R 是指当相间短路或接地短路时,短路电流从一相流到另一相或从相导线流入地的途径中所通过的物质的电阻,这包括电弧、中间物质的电阻,相导线与地之间的接触电阻,金属杆塔的接地电阻等。
在相间短路时,过渡电阻主要由电弧电阻构成。
短路初瞬间,电弧电流g I 最大,弧长gl 最短,弧阻g R 最小。
几个周期后,在风吹、空气对流和电动力等作用下,电弧逐渐伸长,弧阻g R 迅速增大,因此电弧电阻属于非线性电阻。
在导线对铁塔放电的接地短路时,铁塔及其接地电阻构成过渡电阻的主要部分,铁塔的接地电阻与大地导电率有关,对于跨越山区的高压线路,铁塔的接地电阻可达数十欧;当导线通过树木或其它物体对地短路时,过渡电阻更高。
目前我国对500kV 线路接地短路的最大过渡电阻按300Ω估计;对220kV 线路,则按100Ω估计。
对于图中所示的单侧电源网络,当线路B —C 的出口经g R 短路时,保护l 的测量阻抗为g J R Z =1.,保护2的测量阻抗为g AB J R Z Z +=2.。
可见,过渡电阻会使测量阻抗增大,对保护1,测量阻抗增大的数值就是g R ;对保护2,由于2.J Z 是AB Z 与g R 的向量和,图 单侧电源线路经过渡电阻g R 短路的等效图由图可知其数值比无g R 时增大不多。
因此可以得出结论:保护装置距短路点越近时,受过渡电阻的影响越大;同时,保护装置的整定值越小,受过渡电阻的影响也越大。
图 过渡电阻对不同安装地点距离保护影响的分析当g R 较大使1⋅k Z 落在保护1的第Ⅱ段范围内,而2.k Z 仍落在保护2的第Ⅱ段范围内时,两个保护将同时以第Ⅱ段时限动作,从而失去选择性。
如图所示的双侧电源网络接线,各参数标示于图中,假设全系统各元件的阻抗角相等,以'()S L S Arg Z Z Z ArgZ φ∑∑=++=表示。
二氧化碳气体保护电弧焊一CO气体保护焊21、CO焊原理2§定义:二氧化碳气体保护焊是作为焊接保护气的一种利用CO2熔化极、气体保护的电弧焊方法。
§为何要用CO作为焊接保护气?2/工业生①焊条药皮造气剂的造气结果就是CO2产中产生大量廉价的CO。
2②与焊条电弧焊相比,熔化极气体保护焊效率高。
2、CO焊的特点2优点:⑴焊接生产率高:比MMA高2~4倍⑵焊接成本低:是MMA或SAW的40~50%⑶焊接变形小:尤适于薄板焊接⑷焊接质量高:对铁锈不敏感,焊缝含氢量低⑸适用范围广; 操作简便.缺点:⑴不能焊接有色金属,不锈钢;⑵焊接设备较“复杂”;⑶抗风能力差;⑷飞溅较大。
3. CO2气体保护电弧焊的分类n按焊丝粗细分类:细丝CO2焊ds≤1.6mm Vf=C 自身调节粗丝CO2焊ds> 1.6mm Vf≠C自动调节n按焊丝类型分:实芯焊丝CO2焊药芯焊丝CO2焊n按自动化程度分:半自动CO2焊适用于焊缝不够规则的场合自动CO2焊适用于焊缝长而且规则的场合二CO2焊的冶金特性和焊接材料221O CO +=CO 2Me (Fe 、Si )+CO 2=MeO+CO (合金元素与C02 作用)Me +0 = Me0(合金元素与0 作用)Mn+FeO=MnO+Fe (合金元素与Fe0作用)(可能参加反应的金属元素:Fe 、C 、Si 、Mn )结果:①合金元素烧损;②可能造成气孔、飞溅和夹渣。
解决之道:冶金脱氧,Mn-Si 联合脱氧CO2焊专用焊丝H08Mn2Si&H08Mn2SiA脱氧剩下的Mn 、Si 用于补充碳和合金元素的损失1问题:如何解决C02气体保护焊中合金元素烧损、飞溅及气孔等质量潜在问题?1)、相应的焊接冶金措施在焊材中加入Al 、Ti 、Si 、Mn 等强脱氧剂,通过脱氧去除FeO 。
通常采用Si 、Mn 联合脱氧。
FeSiO FeO Si FeMnO FeO Mn 222+=++=+脱氧反应式如下:2)、CO 2气体保护焊中的气孔问题气孔是因焊丝脱氧元素不足而造成CO 的形成,即FeO + C =Fe + CO正常焊接条件下,CO 2焊并不容易产生气孔。
焊接方法与设备复习题一、名词解释:1. 焊接焊接是通过加热或加压,或两者并用,使用或不使用填充材料,使工件结合的方法。
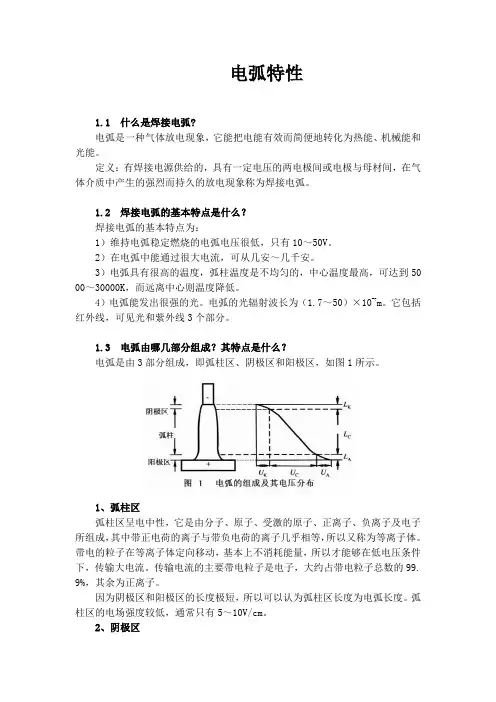
焊接电弧焊接电弧是由焊接电源供给能量,在具有一定电压的两极之间或电极与母材之间的气体介质中产生的强烈而持久的放电现象。
电离在外加能量的作用下,使中性气体分子或原子分离成为正离子和电子的现象。
电子发射电极表面接受一定外加能量作用,使其内部的电子冲破电极表面的束缚而飞到电弧空间的现象称为电子发射。
复合正的带电粒子与负的带电粒子结合成中性的原子或分子。
2. 焊接电弧的最小能量消耗特性弧柱燃烧时,在电流和电弧周围条件一定时,稳定燃烧的电弧将自动选择一个确定的导电截面,使电弧的能量损失最小。
电弧的最小电压原理在电弧和周围条件一定的情况下,稳定燃烧的电弧将自动选择一适当的断面,以保证电弧的电场强度具有最小的数值,即在固定弧长上的电压最小。
3. 焊接电弧的固有自调节作用弧长受外界干扰发生变化时电弧本身具有自动恢复到原来弧长的能力。
焊接电弧的静特性在电极材料、气体介质和弧长一定的情况下,电弧稳定燃烧时,焊接电流与电弧电压的变化关系。
弧焊电源的外特性在电源参数一定的条件下,改变负载时,电源输出的电压稳定值与输出的电流稳定值之间的关系。
4. 电焊机的负载持续率焊机负载工作时间与规定工作时间周期的百分比,是表示焊机工作状态的参数。
额定焊接电流指在规定的环境条件下,按额定负载持续率规定的负载状态工作,即在符合标准规定的温升限度下所允许的输出电流值。
5. 电弧自身调节作用弧长的调整不是依靠外界所加的强制作用,而是完全依靠弧长变化所引起的焊接参数变化,使焊丝的熔化速度产生相应的变化来达到恢复弧长的目的。
电弧电压反馈调节作用弧长的调整不是依靠电弧的自身调节作用,而是主要依靠电弧电压的负反馈作用来控制送丝速度,利用送丝速度作为调节量来调节弧长。
电弧焊的程序自动控制以合理的次序使自动电弧焊设备的各个部件进入特定的工作状态,从而使电弧焊设备的各环节能够协调的工作。