卧式砂磨机使用说明书
- 格式:pdf
- 大小:966.78 KB
- 文档页数:12
HSM系列卧式密闭式砂磨机使用说明书佛山市朋昌化工机械有限公司目录一、概要-------------------(1)二、主要技术参数-----------(1)三、结构与性能简介---------(2)四、机器与安装定位---------(4)五、研磨介质---------------(4)六、操作使用---------------(4)七、维修与保养-------------(5)八、注意事项---------------(6)九、故障及排除办法---------(7)十、易损零件表-------------(9)十一、装箱清单-------------(11)十二、附图-----------------(13)一、概要HSM系列砂磨机是具有水平简体的可连续生产的研磨分散机械,用于研磨固/液相悬浮体的设备。
其分散原理:电动机通过三角皮带带动分散轴作高速转动,分散轴上的分散盘带动研磨介质运动而产生磨擦和剪切力使物料得以研磨和分散。
该设备由于采用了机械密封使之达到全密闭,从而消除了生产中溶剂挥发损失,减轻了环境污染,另一方面,由于防止了空气进入筒体,避免了物料在生产过程可能形成的干固结皮。
该设备采用高强度园柱筒形筛圈出料,既防止了筛网破裂研磨介质溢出,还提高了使用寿命,扩大了对高粕度物料的适应范围,提高生产效率。
电接点温度表和电接点压力表,可有效保证该设备安全正常使用。
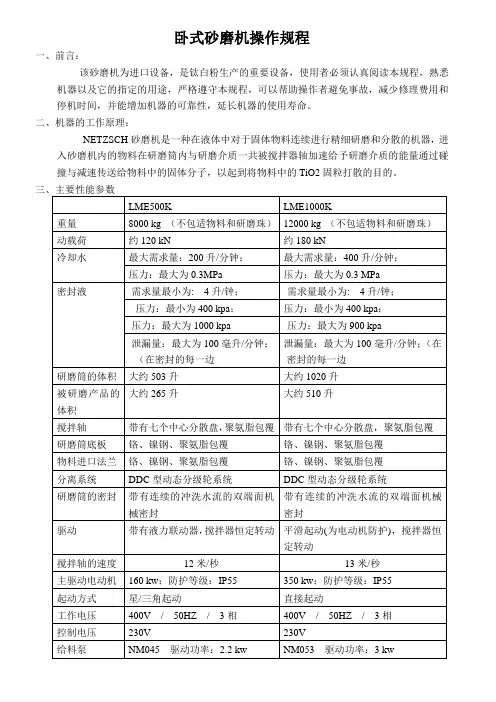
二、技术参数表一说明:电机功率根据中华人民共和国YB、Y系列电机标准确定、均为防爆电机或普通电机。
三、技术与性能简介HSM系列砂磨机均由主机、机身、物料系统、冷却系统和电源五部分组成1密封与润滑:(见表二)密封型式机械密封润滑剂N5精密机床油或高速机油作用润滑和冷却机械密封工作原理通过分散轴上偏心套对润滑泵产生的推力带动泵使润滑油泵入机械密封装置,并循环流量≥60L/h说明可以从油镜观察泊位下降情况,累积算出油的损耗每小时在2ml之内属正常范围,若大于2ml则应对密封环进行修磨或更换骨架油封。
(注意排除骨架油封泄漏量同时也可以从泊的变色情况来判断密封是否完好)注意事项液体下降后应及时补充润滑剂,以免干摩擦,若发现润滑液没有循环,应立即停机检修,每次检修后润滑液也应更换。
2、研磨筒体HSM系列砂磨机的筒体内套材质分为碳钢镀硬络和不锈钢两种,具有良好的耐磨性和抗蚀性,也可根据你的要求特殊设计制作由于筒体内套采用螺旋冷却装置和双水道进出水管后,而且两进水管设在前后立盖处,冷却效果较直流式约低5℃,若需要可在冷却水进口处安装冷却装置。
筒体磨损了,只需更换内套后便可使用如新。
3、分散轴组件:分散轴上装有特殊设计的分散盘。
如图1它们是用衬套、压盖、弹簧垫圈和内六角螺钉紧固在分散轴上的,分散盘组装在分散轴上时,应按图1和图4所示注意旋向和配对装配,以保证连续分散达到理想的效果。
另外为了充分利用已经发生磨损的分散盘(磨损程度不一致),提高使用寿命,可以在清洗拆装时,调换装配位置,但仍需保证配对位置。
4、出料:本机采用园柱筒形筛圈及动态分离器出料。
园柱筒形筛圈在轴向有若干缝隙(即出料间隙),其宽度为0.4mm和0.6mm两种,用户可根据产品细度选用,以达到理想的效果。
这种筛子有较大的出料面积,能限制介质溢出。
该筛圈用耐磨钢制成,有很高的硬度,便用寿命较高5、压力表压力和温度表温度的预置本机在进料口安装有电接点压力表,出料口安装有电接点温度表,可随时监控操作中研磨筒内的压力及研磨物料的温度。
电接点压力表的压力控制值可按用户操作的需要预置,但不得超过0.1MPa,以保证设备安全运行,电接点温度表的温度控制值应按物料研磨工艺的最高允许温度进行预置,以保证物料的研磨质量6、研磨介质装入:装研磨介质时,将筒体中部上方的圆盖形墙头卸下,装上料斗,将事先准备好的经过称量的介质从此口装入,这时绝大多数介质会流入筒内,余量可稍微启动一下电机导入,由于这时介质是干状态,均不能使转速达到全速,以防止介质被打碎,注意装介质量按技术参数要求(见表一),否则负荷超载,不足则效率发挥不出来。
7、研磨介质的放出和换色清洗当研磨介质需要更换或因其它原因需要将介质放出时,卸下端盖前放抖塞法兰上面的两颗M6螺钉,将塞子拉出,即可放出介质,若将方头螺塞卸下即可放浆,在运转时田应旋紧放砂阀。
生产中若要换色,可考虑由法入深的进行,一批物料磨完后,可放入适量的浆料到缸内用泵打入筒体内进行循环,同时,轻微启动分散轴进行间断转动。
最后通入溶剂进行清洗清洗后应将洗浆液保持一部份在筒体内,若筒体内不保留一定的溶剂,介质就会在筒体内凝结,导致下次工作动转时困难。
8、分散盘圆周速度的调整和选择HSM系列沙磨机分散盘圆周速度有10m/s和13m/s两种。
变速是以改变皮带在塔轮上的位置来实现的。
电动机装在可调整高度的平板上,这种装置易于调换皮带从一组皮带轮换到另一组皮带轮槽上,然后调整平板高度,张紧三角带。
其松紧程度用手按压三角皮带的中部,可按下8~15mm即可9、机身机身是固定和支撑主机、送料泵、筒体、电器箱等部件的钢焊接体结构件,稳定可靠,结构紧凑,机身底部装有四个防震脚垫,其高度可调,以保证整机的水平安装,若调整不便,也可用垫片垫。
四、机器安装定位1、机器的定位:本机不需打专门的基础,只需在坚固的平面上将机器安放水平即可。
在为本机选择位置时必须考虑:(1)如果砂磨机沿墙安装,在砂磨机和墙之间应留有足够的操作位置。
(2)便于送料管和冷却水管道安装和联接。
(3)便于电力线的安装2、物料缸:为使本机发挥最佳性能便于操作,投料缸应在底部装上出料阀,这样能保持足够的压力,凡要打开投料缸出料阅就能使送料泵处于充满状态。
收集缸的高度应等于或低于筒体出料口的高度,以利出和清洗畅通3、电气配线:用户需配装电机的电力线,这些电缆的截面积应符合有关规定,并建议在每根通路上均装上保险丝,机内配线均己由制造厂配装好。
当必须运转电动机检查电气接线及电机旋转方向时,应将电机与主机的联接皮带拆开,当需要对安装好的筒体状态进行运转检查时,必须将介质及物料都放入主机内才能开车,否则分散盘空转,可能引起分散盘破裂或分散轴弯曲(电气配线参见图2)。
电机的运转方向必须按标记的方向,即分散轴按图1所示方向运转。
4、冷却水配管本砂磨机筒体冷却套采用了螺旋设计结构,并采用双头进出水和两个进水管设在前后入盖处。
使生产中产生的热量加快排除,水的泊耗随水温度,产品硬度、产品细度要求、物料粘度、研磨介质装填量,以及分散盘速度而增减。
冷却水应保持0.1~0.2MPa压力,若被研磨物料对温度特别敏感,还可在进水端加装制冷装置五、研磨介质1、介质及其装填量:本砂磨机可采用玻璃球、氧化铝球作研磨介质,每一种介质最好采用均一的粒径,装入筒体前介质应事先进行清洗、提选。
研磨珠采用某种介质是要根据被研磨物料的分散性、细度和粘度来进行选择。
原则就是:物料越硬应随之选用较硬的介质:产品要求越细,介质粒径越细(浙江天台玻璃珠厂有系列产品可以选用),且装填量相应增加被研磨物料粒径较粗,选用介质粒径应较大。
卧式砂磨机研磨介质的装填量是筒体容积的85%左右,具体应装多少,需根据介质的粒径、比重,物料对温度的敏感性,以及物料品种等因素确定。
2、关于介质装量的注意点:生产中若温度过高,就应减少装填量,以控制研磨温度在理想的范围,若产品出口温度太低。
可以考虑在提高速度之前逐步增加介质以提高效率3、研磨介质的使用寿命:欲达最佳效率。
使用中的介质应适时更换和添加,剔除其破碎残缺部份,补充相应新介质。
其使用寿命应根据不同的物料品种摸索出规律,适时更换添加影响使用寿命的因素大致如下:(1)物料粘度:建议在允许情况下尽量提高物料粘度,以降低磨耗。
(2)转速:分散轴转速越高磨损越快。
(3)空负荷:在清洗简体的介质时应尽量缩短时间,在没有物料进入筒体前不要开空车(4)物料本身分散性:物料本身硬度高不但影响研磨介质的寿命。
还会影响筒体和分散盘的寿命六、操作使用1、第一次启动:(1)给砂磨机油箱加相应润滑油(见密封与润滑)至油镜的中间位置。
并经常观察消耗情况及时补充。
检查电气线路是否接通。
打开冷却开关,观察耗水量是否达到使用要求,用户可安装水表备用。
(2)加入研磨介质:拆开筒体前的油仁活接头,即可从管口装砂。
根据说明书推荐值或经验将需要的介质灌入简体,研磨介质装入前必须清洗过筛,然后将管道和压力表安装还原。
(3)调整三角皮带的松程度,调整好压力表的控制范围。
(4)清洗在每一次使用砂磨机时,由于制造厂为了保证机器不致因装箱和运输而使机件锈蚀,往往加有机油和黄油保护机器,因此在机器使用时应该用溶剂或漆料清洗砂磨机筒体管路部件,其办法是:放入适量的漆料或溶剂到缸内。
用泵打入简体进行循环,同时轻微启动电机使分散盘组件进行间歇转动,最后松开放料螺塞,等到全部清洗溶液排干净后通入新洗涤液清洗一下。
(5)初始工作可选择10m/s的分散盘速度进行试生产,如果主电机工作电流低于额定电流的20%,出口温度又低于允许的温度,那么可以提高速度,反之则可降低速度,也可通过调节其它参数来提高效率。
2、每日的开车操作:(1)合上保险盒;(2)打开冷却水检查供水情况;(3)开动泵(4)开动电机并观察润滑液冷却液的循环情况,一旦无循环应立即停车检查(5)检查仪表的限定范围七、维修与保养1、更换分散盘和衬套当分散盘己被磨损或部份磨损需要重新更换或组装时,先移动开简体。
然后逐个卸下内六角螺钉和零件。
在组装时。
应将新的或磨损较小的分散盘装在最里面的位置上。
并注意衬套按原来的位置安装(因衬套有长短之别)这样才能充分发挥效率和延长寿命。
换装分散盘时应注意旋向2、更换密封(1)移开筒体(2)拆去分散盘组件,并拆筛圈。
(3)用溶剂清洗干净轴,并取下简体前端盖和出料罩(4)拆除两根弹性橡胶软管,移去出料盘。
(5)取下密封环,在取下密封环时,切记不可使用重力和进行碰撞。
(6)拆下垫圈和轴承保护装置,当所有零件都拆下后,必须仔细清洗。
特别要清洗好动环和静环,确保一尘不染。
(7)重新组装机械密封(8)装入轴承保护装置。
(9)把弹簧装进轴承保护装置的小孔里,并用少许润滑脂粘住,使它们保持在正确的位置上。
(10)在轴上装上垫圈和0型密封圈。
然后装入动环,并使垫圈靠住小弹簧,并检查0型圈装置是否正确,轴承保护装置的销是否通过了垫圈和动环座的孔。
(11)安装出料盘,并检查使之在正确位置。
(12)然后联接好橡胶管。
(13)将筒体前端盖装在机座上并检查刮刀位置是否完全在正中位置,否则应调整到正中(14)把筛圈和分散盘装配在轴上(15)用手转动轴,使内刮刀和外刮刀之间保持0.4mm的间隙。
(16)装上简体并检查润滑液位置是否正确。