量测系统的统计特性与变异种类
- 格式:docx
- 大小:202.54 KB
- 文档页数:9
MSA测量系统分析培训课程内容第一章通用测量系统指南1、概述2、术语3、测量系统的统计特性第二章分析/评定测量系统的方法●偏倚●重复性●再现性●稳定性●零件间变差●线性第三章测量系统研究程序1.计量型测量系统研究指南2.计数型测量系统研究指南附件案例练习(附应用表单)第一章通用测量系统指南一、概述1、QS-9000与MSAQS-9000第一部分4.11.4:为分析在各种测量和试验设备系统测量结果中表现的变差,必须进行适当的统计研究。
此要求必须用于在控制计划中提及的测量系统。
所有的分析方法及接受准则应与测量系统分析参考手册相一致(如:偏倚、线性、稳定性、重复性、再现性研究)。
如经顾客批准,也可采用其它分析方法及接受准则。
2、MSA目的:选择各种方法来评定测量系统的质量.........。
被检产品特性数据/测量结果输入输出受控:量具、仪器、检测人员、程序、软件活动:测量、分析、校正3、适用范围:用于对每一零件能重复读数的测量系统。
二、术语測量以确定量值為目的的一組操作.–那些用預設的標准比較實物有多少單位的過程.–測量結果由一個數位和一個標準的測量單位構成。
–測量結果是測量過程的輸出。
测量和测量过程:1)赋值给具体事物以表示它们之间关于特殊特性的关系;2)赋值过程定义为测量过程;3)赋予的值定义为测量值;4)测量过程看成一个制造过程,它产生数字(数据)作为输出。
量具任何用来获得测量结果的装置;经常用来特指在车间的装置;包括用来测量合格/不合格的装置。
測量數據的品質測量數據的品質與在穩定的作業狀況下,由一個測量系統獲得的多個測量值的統計特性有關。
–參考值(Reference Value)—一個作為比較參考的被認同的值–如果某一特性的測量值[接近]它的標準值,則稱此一數據的品質為[高]。
–如果某一特性的測量值[遠離]它的標準值,則稱此一數據品質為[低]。
测量系统用来对被测特性赋值的操作、程序、量具、设备、软件、以及操作人员的集合;用来获得测量结果的整个过程。
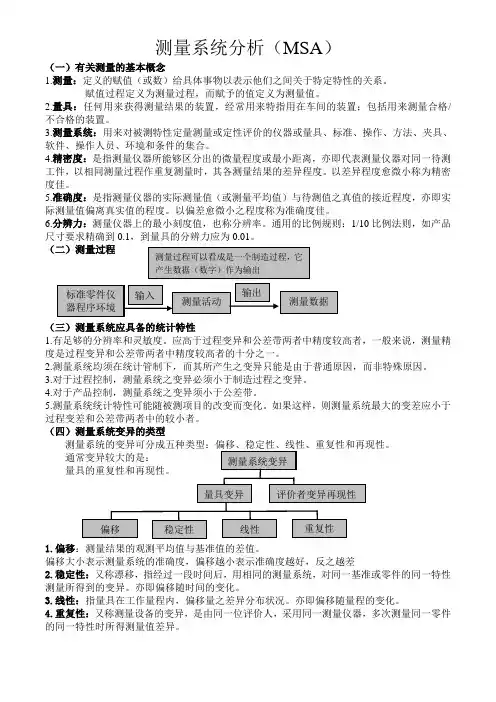
(一)有关测量的基本概念1.测量:定义的赋值(或数)给具体事物以表示他们之间关于特定特性的关系。
赋值过程定义为测量过程,而赋予的值定义为测量值。
2.量具:任何用来获得测量结果的装置,经常用来特指用在车间的装置;包括用来测量合格/不合格的装置。
3.测量系统:用来对被测特性定量测量或定性评价的仪器或量具、标准、操作、方法、夹具、软件、操作人员、环境和条件的集合。
4.精密度:是指测量仪器所能够区分出的微量程度或最小距离,亦即代表测量仪器对同一待测工件,以相同测量过程作重复测量时,其各测量结果的差异程度。
以差异程度愈微小称为精密度佳。
5.准确度:是指测量仪器的实际测量值(或测量平均值)与待测值之真值的接近程度,亦即实际测量值偏离真实值的程度。
以偏差愈微小之程度称为准确度佳。
6.分辨力:测量仪器上的最小刻度值,也称分辨率。
通用的比例规则:1/10比例法则,如产品尺寸要求精确到0.1,到量具的分辨力应为0.01。
(二)测量过程(三)测量系统应具备的统计特性1.有足够的分辨率和灵敏度。
应高于过程变异和公差带两者中精度较高者,一般来说,测量精度是过程变异和公差带两者中精度较高者的十分之一。
2.测量系统均须在统计管制下,而其所产生之变异只能是由于普通原因,而非特殊原因。
3.对于过程控制,测量系统之变异必须小于制造过程之变异。
4.对于产品控制,测量系统之变异须小于公差带。
5.测量系统统计特性可能随被测项目的改变而变化。
如果这样,则测量系统最大的变差应小于过程变差和公差带两者中的较小者。
(四)测量系统变异的类型1.偏移:测量结果的观测平均值与基准值的差值。
偏移大小表示测量系统的准确度,偏移越小表示准确度越好,反之越差2.稳定性:又称漂移,指经过一段时间后,用相同的测量系统,对同一基准或零件的同一特性测量所得到的变异。
亦即偏移随时间的变化。
3.线性:指量具在工作量程内,偏移量之差异分布状况。
亦即偏移随量程的变化。
4.重复性:又称测量设备的变异,是由同一位评价人,采用同一测量仪器,多次测量同一零件的同一特性时所得测量值差异。
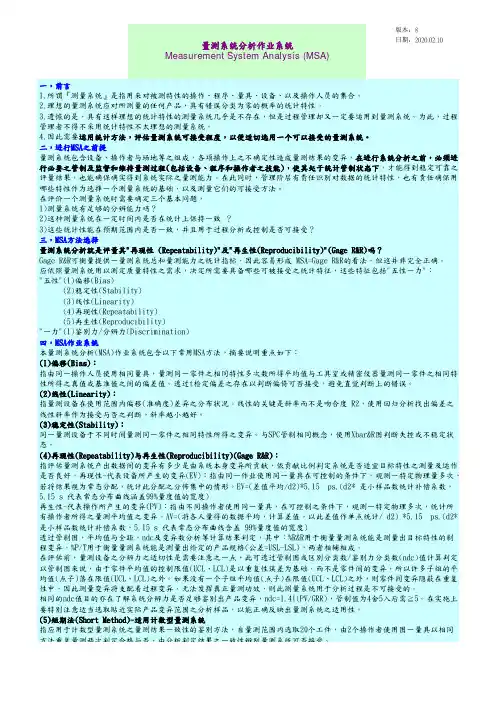
版本:8日期:2020.02.10量测系统分析作业系统Measurement System Analysis (MSA)一,前言1.所谓『测量系统』是指用来对被测特性的操作、程序、量具、设备、以及操作人员的集合。
2.理想的量测系统应对所测量的任何产品,具有错误分类为零的概率的统计特性。
3.遗憾的是,具有这样理想的统计特性的测量系统几乎是不存在,但是过程管理却又一定要运用到量测系统。
为此,过程管理者不得不采用统计特性不太理想的测量系统。
4.因此需要运用统计方法,评估量测系统可接受程度,以便适切选用一个可以接受的量测系统。
二,进行MSA之前提量测系统包含设备、操作者与场地等之组成,各项操作上之不确定性造成量测结果的变异,在进行系统分析之前,必须进行必要之管制及监督和维持量测过程(包括设备、程序和操作者之技能),使其处于统计管制状态下,才能得到稳定可靠之评量结果,也能确保确实得到系统实际之量测能力。
在此同时,管理阶层有责任识别对数据的统计特性,也有责任确保用哪些特性作为选择一个测量系统的基础,以及测量它们的可接受方法。
在评价一个测量系统时需要确定三个基本问题,1)测量系统有足够的分辨能力吗?2)这种测量系统在一定时间内是否在统计上保持一致?3)这些统计性能在预期范围内是否一致,并且用于过程分析或控制是否可接受?三,MSA方法选择量测系统分析就是评量其"再现性(Repeatability)"及"再生性(Reproducibility)"(Gage R&R)吗?Gage R&R可衡量提供一量测系统总和量测能力之统计指标,因此容易形成MSA=Gage R&R的看法,但这并非完全正确。
应依照量测系统用以测定质量特性之需求,决定所需要具备哪些可被接受之统计特征,这些特征包括"五性一力":"五性"(1)偏移(Bias)(2)稳定性(Stability)(3)线性(Linearity)(4)再现性(Repeatability)(5)再生性(Reproducibility)"一力"(1)鉴别力/分辨力(Discrimination)四,MSA作业系统本量测系统分析(MSA)作业系统包含以下常用MSA方法,摘要说明重点如下:(1)偏移(Bias):指由同一操作人员使用相同量具,量测同一零件之相同特性多次数所得平均值与工具室或精密仪器量测同一零件之相同特性所得之真值或基准值之间的偏差值。

量测系统评价----量测能力指标%P/T与%GRR之探讨
一.前言:任何一个制造系统皆处于随机波动过程中,透过量测所获得之数据,无形中隐含许多的变异,使得高质量产品的现代工业充满对量测数据产生质疑。
量测系统分析即是将量测资料或是一些衍生出的统计量与过程的管制界线进行分析比较,藉以评价整个量测系统过程是否可接受或应进行改善。
此篇主要以量测系统评价中之量测能力指标,以两种不同的表达方式进行探讨,因此对量测系统之变异并不个别予以研究(假设为已知)。
二.量测系统:探讨量测数据的质量,必须先对量测系统进行整体性了解:1.系统中有哪些过程?2.每一阶段过程应进行那些步骤?3.每一步骤是否有那些变异发生?4.最后对系统作出决定?
三.量测数据的质量:量测数据的质量决定于稳定条件下进行操作的量测系统中所得的统计特性,一般量测所得资料皆为观测变异值,此值受到制造过程之变异及量测系统中变异所影响。
制造过程变异则分别受到零件变异、短期过程变异及长期过程变异所牵引,而量测变异亦同时由零件变异、量具产生之变异及评价者产生之变异所影响。
量测系统的变异而言,我们把焦点着重在由评价者产生之变异(Reproducibility)与量具本身之重复性(Repeatability)对整个量测变异贡献度之程度。
四.量测系统之统计特性:1.量测系统均须在统计管制下而其所产生之变异应根源于共同原因,而非特殊原因。
2.量测系统之变异须相对小于生产制程之变异。
3.量测系统之变异须相对小于规格界限。
4.量测系统之最小刻度须相对小于制程变异或规格界限之较小者。
五.量测系统的变异种类:1. 位置变异:
◎ 准确度(Accuracy)◎ 偏倚(Bias)◎ 稳定性(Stability)◎ 线性(Linearity)
2. 宽度变异:
◎ 精密度(Precision)◎ 重复性(Repeatability)◎ 再现性(Reproducibility)◎ GRR (Gage Repeatability & Reproducibility)
3. 量测系统变异:
◎ 量测系统能力(Capability)◎量测系统性能(Performance)
六.量测系统评价:1. 量测能力指标%P/T精密度(Precision)对公差(Tolerance)之比例。
( % )
量测能力指标P/T 是一项最普通估计量测系统精密度的一种方法,此估计可能是量测系统对期望规格于99%自信区间能执行到多好的一种适当的评价方法。
但若制程能力(Cpk) 不足,则P/T比例可能对安全产生错误的讯号。
允收最佳标准10%,可接受为30%。
2. 量测能力指标% R&R
以%R&R为量测能力指标是估计整体制程变异对量测系统产生多大影响之最佳评价方法。
同时也是对量测系统进行改善之最佳估计方式。
允收
标准:以%R&R<30%为目标。
七.%P/T 与% R&R 之关系:由上述%P/T与%R&R之关系可由公式解释如下:
1. 制程变异宽度与零件公差相等时:
量测系统变异分析:因
说明P/T与R&R因制程变异宽度与零件公差相等,且量测系统变异一定时产生评价值是一致的。
2.观测制程变异小于零件公差50%时:
量测系统变异分析:当时,则,此式说明量测系统变异若以观测制程变异为基础来考虑,其变异占全变异之比率%R&R与%P/T进行比较,则量测系统的评价,%P/T比%R&R缩小50%。
3. 观测制程变异大于零件公差2倍时:
量测系统变异分析:当量测系统变异依制程变异为基础扩大,而产品公差却小于制程变异2倍时,量测系统评价两者关系若以数学公式表示:
以图示表达时%P/T大于%R&R 2倍。
八.结论:在量测系统评价过程中,应考虑许多的因素,同时进行验证各项变异是否存在,并且透过整个评价来了解,系统中变异是来自零件之间还是来自量测系统。
目前汽车业质量管理系统(QS-9000)五大技术手册中量测系统分析(MSA),即是一本相当专业技术手册,对各项量测系统变
异提供许多可参考数据。
本章主要则以不同的角度来说明:
1.%P/T 可让我们了解整个量测系统是否对顾客的需求有足够的量测能力。
2.%R&R 可让我们了解整个量测系统是否对制程的改变有足够的侦测能力。
参考数据:1.蒋红卫译 , "量测系统分析"第三版,品士股份有限公司,2002/3
放过一次违章作业,就为事故开一次绿灯。
20.5.305.30.202010:5210:52:05May-2010:52
知之为知之,不知为不知,是知也。
二〇二〇年五月三十日2020年5月30日星期六
好的习惯是一笔财富,一旦你拥有它,你就会受益终生养成"立即行动"的习惯,你的人生将变得更有意义。
10:525.30.202010:525.30.202010:5210:52:055.30.202010:525.30.2020
生活不是单行线,一条路走不通,你可以转弯。
5.30.20205.30.202010:5210:5210:52:0510:52:05
多行不义必自毙—《左传》。
Saturday, May 30, 2020May 20Saturday, May 30, 20205/30/2020 平时的时候,多和你的朋友沟通交流一下,不要等到需要朋友的帮助时,才想到要和他们联系,到了社会,你才会知道,能够认识一个真正的朋友,有多难。
10时52分10时52分30-May-205.30.2020 不为失败找理由,要为成功找方法。
20.5.3020.5.3020.5.30。
2020年5月30日星期六二〇二〇年五月三十日
沾沾自喜事故来,时时警惕安全在。
二〇二〇年五月三十日星期六二〇二〇年五月。
10:5210:52:055.30.2020
End 谢谢各位! End 谢谢各位!。