8钢结构连接对接焊缝
- 格式:ppt
- 大小:1.23 MB
- 文档页数:32

1
§3-1 钢结构的连接
钢结构的构件是由型钢、钢板等通过连接(connections)构成的,各构件再通过安装连接架构成整个结构。因此,连接在钢结构中处于重要的枢纽地位。在进行连接的设计时,必须遵循安全可靠、传力明确、构造简单、制造方便和节约钢材的原则。
钢结构的连接方法可分为焊接连接、铆钉连接、螺栓连接和轻型钢结构用的紧固件连接等(图3.1.1)。
3.1.1 焊缝连接
一、焊缝连接的特点
焊接连接(welded connection)是现代钢结构最主要的连接方法。其优点是:构造简单,任何形式的构件都可直接相连;用料经济,不削弱截面;制作加工方便,可实现自动化操作;连接的密闭性好,结构刚度大。其缺点是:在焊缝附近的热影响区内,钢材的金相组织发生改变,导致局部材质变脆;焊接残余应力和残余变形使受压构件承载力降低;焊接结构对裂纹很敏感,局部裂纹一旦发生,就容易扩展到整体,低温冷脆问题较为突出。
二、钢结构常用的焊接方法
1、手工电弧焊
这是最常用的一种焊接方法(3.1.2)。通电后,在涂有药皮的焊条和焊件间产生电弧。电弧提供热源,使焊条中的焊丝熔化,滴落在焊件上被电弧所吹成的小凹槽熔池中。由电焊条药皮形成的熔渣和气体覆盖着熔池,防止空气中的氧、氮等气体与熔化的液体金属接触,避免形成脆性易裂的化合物。焊缝金属冷却后把被连接件连成一体。
手工电弧焊设备简单,操作灵活方便,适于任意空间位置的焊接,特别适于焊接短焊缝。但生产效率低,劳动强度 2 大,焊接质量与焊工的技术水平和精神状态有很大的关系。
手工电弧焊所用焊条应与焊件钢材(或称主体金属)相适应,例如:对Q235钢采用E43型焊条(E4300~E4328);对Q345钢采用E50型焊条(E5000~E5048);对390钢和Q420钢采用E55型焊条(E5500~E5518)。焊条型号中字母E表示焊条
1 钢结构的连接方法
一、钢结构的连接方法
1、焊接连接
2、螺栓连接
3、铆钉连接
二、 以钢材制作为主的结构,是主要的建筑结构类型之一。
钢材的特点是强度高、自重轻、刚度大,故用于建造大跨度和超高、超重型的建筑物特别适宜;材料匀质性和各向同性好,属理想弹性体,最符合一般工程力学的基本假定;材料塑性、韧性好,可有较大变形,能很好地承受动力荷载;建筑工期短;其工业化程度高,可进行机械化程度高的专业化生产;加工精度高、效率高、密闭性好,故可用于建造气罐、油罐和变压器等。其缺点是耐火性和耐腐性较差。主要用于重型车间的承重骨架、受动力荷载作用的厂房结构、板壳结构、高耸电视塔和桅杆结构、桥梁和库等大跨结构、高层和超高层建筑等。钢结构今后应研究高强度钢材,大大提高其屈服点强度;此外要轧制新品种的型钢,例如H型钢(又称宽翼缘型钢)和T形钢以及压型钢板等以适应大跨度结构和超高层建筑的需要。 钢结构又分轻钢和重钢。判定没有一个统一的标准,很多有经验的设计师或项目经理也常常不能完全说明白,可以以一些数据综合考虑并加以判断。
三、 钢结构以钢材制作为主的结构,是主要的建筑结构类型之一。
钢材的特点是强度高、自重轻、刚度大,故用于建造大跨度和超高、超重型的建筑物特别适宜;材料匀质性和各向同性好,属理想弹性体,最符合一般工程力学的基本假定;材料塑性、韧性好,可有较大变形,能很好地承受动力荷载;建筑工期短;其工业化程度高,可进行机械化程度高的专业化生产;加工精度高、效率高、密闭性好,故可用于建造气罐、油罐和变压器等。其缺点是耐火性和耐腐性较差。主要用于重型车间的承重骨架、受动力荷载作用的厂房结构、板壳结构、高耸电视塔和桅杆结构、桥梁和库等大跨结构、高层和超高层建筑等。钢结构今后应研究高强度钢材,大大提高其屈服点强度;此外要轧制新品种的型钢,例如H型钢(又称宽翼缘型钢)和T形钢以及压型钢板等以适应大跨度结构和超高层建筑的需要。 钢结构又分轻钢和重钢。判定没有一个统一的标准,很多有经验的设计师或项目经理也常常不能完全说明白,可以以一些数据综合考虑并加以判断。
《钢结构基本原理》(第二版)练习参考解答 第八章:钢结构的连接
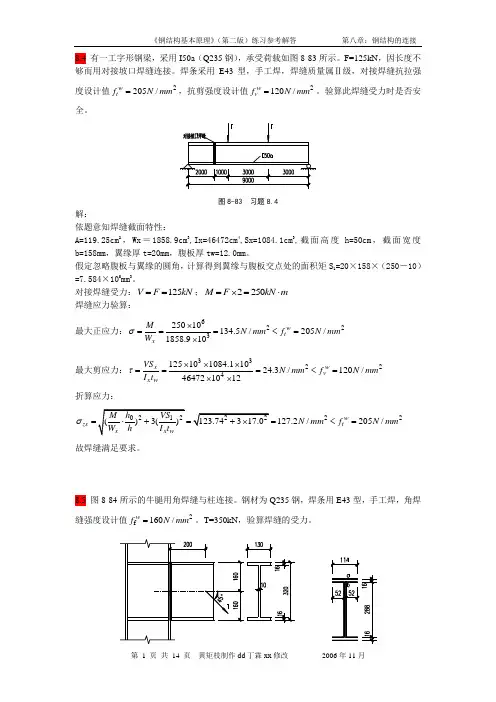
第 1 页 共 14 页 黄矩枝制作dd丁霖xx修改 2006年11月 8.4 有一工字形钢梁,采用I50a(Q235钢),承受荷载如图8-83所示。F=125kN,因长度不够而用对接坡口焊缝连接。焊条采用E43型,手工焊,焊缝质量属Ⅱ级,对接焊缝抗拉强度设计值2205/wtfNmm,抗剪强度设计值2120/wvfNmm。验算此焊缝受力时是否安全。
图8-83 习题8.4
解:
依题意知焊缝截面特性:
A=119.25cm2,Wx=1858.9cm3,Ix=46472cm4,Sx=1084.1cm3,截面高度h=50cm,截面宽度b=158mm,翼缘厚t=20mm,腹板厚tw=12.0mm。
假定忽略腹板与翼缘的圆角,计算得到翼缘与腹板交点处的面积矩S1=20×158×(250-10)=7.584×105mm3。
对接焊缝受力:125VFkN;2250MFkNm
焊缝应力验算:
最大正应力:622325010134.5/205/1858.910wtxMNmmfNmmW
最大剪应力:33224125101084.11024.3/120/464721012wxvxwVSNmmfNmmIt
折算应力:
22222201()3()123.74317.0127.2/205/wzstxxwhVSMNmmfNmmWhIt
故焊缝满足要求。
8.5 图8-84所示的牛腿用角焊缝与柱连接。钢材为Q235钢,焊条用E43型,手工焊,角焊缝强度设计值2f160/wfNmm。T=350kN,验算焊缝的受力。
《钢结构基本原理》(第二版)练习参考解答 第八章:钢结构的连接

钢结构钢梁对接焊工艺标准
全文共四篇示例,供读者参考
第一篇示例:
钢结构钢梁对接焊是工程施工中常见的一种连接方式,对焊工技术和工艺要求较高。为了确保焊接质量和连接强度,制定钢结构钢梁对接焊工艺标准至关重要。下面将详细介绍钢结构钢梁对接焊工艺标准的内容。
一、焊工资质要求
1.1焊工应具有相应的焊接资格证书,并熟悉钢结构焊接工艺规范和标准。
1.2焊工应熟练掌握焊接技术,了解不同种类钢材的焊接特性和要求。
1.3焊工应具备一定的工作经验,能够独立完成钢梁对接焊工作。
二、焊接材料选择
2.1焊接材料应符合设计要求和规范,保证焊接接头的强度和耐腐蚀性。
2.2焊工应根据实际工程需求选择合适的焊材和焊剂,保证焊接质量。 三、焊接设备要求
3.1焊接设备应符合安全规范,经常进行维护和检查,确保焊接过程中的稳定性和可靠性。
3.2焊接设备应配备适当的保护装置,防止焊接过程中产生火花和气体泄漏,保障焊工的安全。
四、焊接工艺
4.1焊接前应对焊接接头进行准确的加工和预热,确保接头的清洁度和平整度。
4.2焊接过程中应严格控制焊接电流和电压,控制焊接速度和温度,避免焊接过程中产生气孔和裂纹。
4.3焊接过程应注意焊接变位角度和焊接厚度的控制,确保焊接接头的质量和一致性。
4.4焊接完成后应进行焊缝外观和尺寸的检查,保证焊接质量符合标准要求。
五、焊接质量要求
5.1焊接接头应具有良好的连接性和均匀性,无明显的焊接缺陷和变形。
5.2焊缝应具有一定的强度和韧性,能够承受设计要求的荷载和挠度。 5.3焊接接头应进行无损检测和力学测试,确保焊接质量符合设计要求。
制定钢结构钢梁对接焊工艺标准是确保焊接质量和连接强度的关键措施。正确选择焊工、焊接材料和焊接设备,严格控制焊接工艺,保证焊接质量符合标准要求。只有这样,才能确保钢结构钢梁对接焊的安全性和可靠性,保障工程施工的顺利进行。通过对焊接工艺规范的不断完善和执行,将为建筑结构的安全和稳定提供可靠的保障。