蜗杆轴加工
- 格式:ppt
- 大小:8.44 MB
- 文档页数:156

十字孔蜗杆轴加工工艺流程The manufacturing process for a cross hole worm shaft involves several key steps to ensure precision and quality. First, the raw material, typically a high-grade steel or alloy, is selected and inspected for any defects or impurities that could affect the final product. This is crucial in ensuring a strong and durable worm shaft that can withstand the stresses of its intended use.十字孔蜗杆轴的加工工艺流程涉及几个关键步骤,以确保精度和质量。
首先,选择并检查原材料,通常是高级钢材或合金,以确保没有任何影响最终产品的缺陷或杂质。
这对于确保一个坚固耐用的蜗杆轴至关重要,以经受其预期用途的应力。
Next, the raw material is machined to the desired dimensions and shape using specialized equipment such as lathes, milling machines, and grinders. This process requires skilled operators who can accurately follow the design specifications to achieve the required tolerances and surface finishes. Any deviations from the design can result in a faulty worm shaft that may not perform as expected.接下来,使用专门设备(如车床、铣床和磨床)对原材料进行加工,使其达到所需的尺寸和形状。


蜗杆传动装置主要应用在减速机构中,在很多机械设备上要应用,如车、铣、刨、磨等设备上都要应用。
蜗杆因螺距大、螺旋槽深,在普通车床上加工比较耗时,且劳动强度较大,并对工人技术要求较高,而在数控车床上采用宏程序加工蜗杆,只需通过变量参数设置就能完成蜗杆加工时的分层、分头、借刀等动作,减轻了劳动强度,提高了生产效率。
1 蜗杆相关尺寸分析根据蜗杆齿廓形状的不同,常用蜗杆的齿形分轴向直廓蜗杆和法向直廓蜗杆两种。
轴向直廓蜗杆的轴向齿廓为直线,在垂直于轴线的截面内,齿形是阿基米德螺旋线,又称阿基米德蜗杆。
法向直廓蜗杆是法向齿廓为直线,在垂直于轴线的截面内,齿形是延长渐开线,又称延长渐开线蜗杆。
在加工法向直廓蜗杆、轴向直廓蜗杆时,法向直廓蜗杆的制造比较困难,一般轴向直廓蜗杆在机械设备中应用的最多,下面根据轴向直廓蜗杆计算相关尺寸。
(1)根据图1计算轴向直廓蜗杆部分理论几何尺寸螺距:P=πx m =3.14*4=12.56 m m全齿高:h=2.2m x =2.2*4=8.8 m m 轴向齿顶宽:a s =0.843mx=0.843*4=3.372 m m轴向齿根槽宽:f e =0.697mx=0.697*4=2.788 m m分度圆直径:d 1=d -2mx=60-8=52 m m齿根圆直径:f d =d -4.4mx=60-17.6=42.4 m m轴向齿厚:x s =p/2=12.56/2=6.28 mm(2)根据图1尺寸公差要求计算蜗杆几何尺寸根据轴向齿厚尺寸公差取中间公差值得到的尺寸6.205 m m ,在分度圆直径、全齿高不变的情况下齿根槽宽和齿顶宽的尺寸发生了变化。
齿根槽宽增加了0.075 m m ,尺寸为2.863 m m ,蜗杆车刀刀头刃宽为2.5 m m ,齿顶宽减少了0.075 m m,尺寸为3.297 m m。
2 蜗杆编程工艺分析(1)加工方法选择 在车床上加工蜗杆一般采用直进法、斜进法、左右借刀法三种加工方法,在数控车床上加工大模数蜗杆我采用左右借刀法加工。
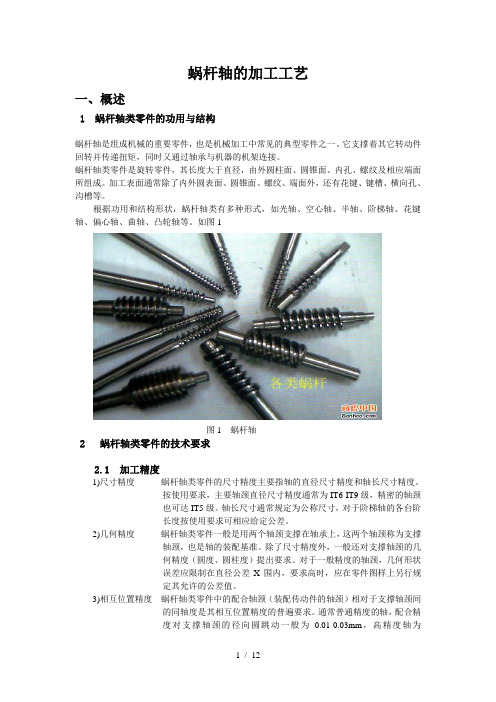
蜗杆轴的加工工艺一、概述1 蜗杆轴类零件的功用与结构蜗杆轴是组成机械的重要零件,也是机械加工中常见的典型零件之一。
它支撑着其它转动件回转并传递扭矩,同时又通过轴承与机器的机架连接。
蜗杆轴类零件是旋转零件,其长度大于直径,由外圆柱面、圆锥面、内孔、螺纹及相应端面所组成。
加工表面通常除了内外圆表面、圆锥面、螺纹、端面外,还有花键、键槽、横向孔、沟槽等。
根据功用和结构形状,蜗杆轴类有多种形式,如光轴、空心轴、半轴、阶梯轴、花键轴、偏心轴、曲轴、凸轮轴等。
如图1图1 蜗杆轴2 蜗杆轴类零件的技术要求2.1 加工精度1)尺寸精度蜗杆轴类零件的尺寸精度主要指轴的直径尺寸精度和轴长尺寸精度。
按使用要求,主要轴颈直径尺寸精度通常为IT6-IT9级,精密的轴颈也可达IT5级。
轴长尺寸通常规定为公称尺寸,对于阶梯轴的各台阶长度按使用要求可相应给定公差。
2)几何精度蜗杆轴类零件一般是用两个轴颈支撑在轴承上,这两个轴颈称为支撑轴颈,也是轴的装配基准。
除了尺寸精度外,一般还对支撑轴颈的几何精度(圆度、圆柱度)提出要求。
对于一般精度的轴颈,几何形状误差应限制在直径公差X围内,要求高时,应在零件图样上另行规定其允许的公差值。
3)相互位置精度蜗杆轴类零件中的配合轴颈(装配传动件的轴颈)相对于支撑轴颈间的同轴度是其相互位置精度的普遍要求。
通常普通精度的轴,配合精度对支撑轴颈的径向圆跳动一般为0.01-0.03mm,高精度轴为0.001-0.005mm。
此外,相互位置精度还有内外圆柱面的同轴度,轴向定位端面与轴心线的垂直度要求等。
2.2 表面粗糙度根据机械的精密程度,运转速度的高低,轴类零件表面粗糙度要求也不相同。
一般情况下,支撑轴颈的表面粗糙度Ra值为0.63-0.16 μm ;配合轴颈的表面粗糙度Ra值为2.5-0.63μm3 蜗杆轴类零件的材料和毛坯3.1蜗杆轴类零件的材料蜗杆轴类零件材料的选取,主要根据轴的强度、刚度、耐磨性以及制造工艺性而决定,力求经济合理。

蜗轮蜗杆加工图画法及图例蜗杆图样上应注明的尺寸数据3.1需要在图样上标注的一般尺寸数据3.1.1齿顶圆直径d a1及其公差3.1.2分度圆直径d13.1.3齿宽b13.1.4轴(孔)径及其公差3.1.5定位面及其要求3.1.6蜗杆轮齿表面粗糙度3.2需要用表格列出的数据3.2.1蜗杆类型(ZA、ZN、ZI、ZK和ZC)3.2.2模数m3.2.3齿数Z13.2.4基本齿廓(符合GB10087时,仅注明齿形角α1),否则应以图样——轴向剖视或法向剖视详述其特征。
)注:1)对不同的蜗杆类型,应分别注明法向齿形角αn或轴向齿形角αx、刀具齿形角α0。
3.2.5齿顶高系数h a1*3.2.6螺旋方向:右或左3.2.7导程P Z3.2.8导程角γ3.2.9齿厚S1及其上下偏差(或量柱测量距M1及其偏差,或测量的弦齿厚及其偏差。
相应应注明量柱直径d M或测量弦齿高。
)3.2.10精度等级3.2.11配对蜗轮的图号及齿数Z33.2.12检验项目代号及其公差(或极限偏差)4蜗轮图样上应注明的尺寸数据4.1需要在图样上标注的一般尺寸数据4.1.1蜗轮顶圆直径d e2及其公差4.1.2蜗轮喉圆直径d a2及其公差4.1.3咽喉母圆半径γg24.1.4蜗轮齿宽b24.1.5孔(轴)径及公差4.1.6定位面及其要求4.1.7蜗轮中间平面与基准面的距离及公差4.1.8蜗轮轮齿表面粗糙度4.1.9咽喉母圆中心到蜗轮轴线距离4.1.10配对蜗杆分度圆直径d14.2需要用表格列出的数据4.2.1模数m4.2.2齿数Z24.2.3分度圆直径d24.2.4变位系数x24.2.5齿顶高系数h a2*4.2.6分度圆齿厚s2及其上下、偏差(或双啮中心距及其偏差,或测量的弦齿厚及其偏差,相应应注明测量弦齿高。
)注:该项数据仅用于要求互换性的传动。
对非互换性的传动可不给出该项数据,但需给出传动的侧隙值要求。
4.2.7精度等级4.2.8配对蜗杆的图号及齿数Z14.2.9检验项目的代号及公差(或极限偏差)5其他根据蜗杆、蜗轮的具体结构形状及其技术条件的要求,还应给出其他在加工和测量时所必需的数据。
zn蜗杆加工计算公式蜗杆是一种常见的传动装置,它由蜗杆和蜗轮组成,可以实现大功率、大扭矩的传动。
在工业生产中,蜗杆传动被广泛应用于各种机械设备中,如起重机、输送机、搅拌机等。
而在zn蜗杆加工中,计算公式是非常重要的,它可以帮助工程师准确地计算出加工参数,保证蜗杆的加工质量和精度。
本文将介绍zn蜗杆加工计算公式的相关知识,帮助读者更好地理解和应用这些公式。
首先,我们需要了解zn蜗杆的基本参数。
zn蜗杆的主要参数包括模数、节圆直径、齿数、蜗杆的螺旋角等。
这些参数是计算zn蜗杆加工的基础,只有正确地确定了这些参数,才能进行后续的加工计算。
在zn蜗杆加工中,最常用的计算公式包括蜗杆的螺旋角计算公式、蜗杆的节圆直径计算公式、蜗杆的模数计算公式等。
下面我们将分别介绍这些计算公式的具体内容。
1. 蜗杆的螺旋角计算公式。
蜗杆的螺旋角是指蜗杆螺旋线与蜗杆轴线的夹角,它是决定蜗杆传动效率和噪音的重要参数。
蜗杆的螺旋角计算公式为:α = arctan(πm/2n)。
其中,α为蜗杆的螺旋角,m为蜗杆的模数,n为蜗杆的齿数。
根据这个公式,我们可以通过蜗杆的模数和齿数来计算出蜗杆的螺旋角,从而为后续的加工提供参考。
2. 蜗杆的节圆直径计算公式。
蜗杆的节圆直径是指蜗杆齿轮上的节圆直径,它是决定蜗杆传动精度和耐磨性的重要参数。
蜗杆的节圆直径计算公式为:d = mn。
其中,d为蜗杆的节圆直径,m为蜗杆的模数,n为蜗杆的齿数。
通过这个公式,我们可以通过蜗杆的模数和齿数来计算出蜗杆的节圆直径,为后续的加工提供准确的参数。
3. 蜗杆的模数计算公式。
蜗杆的模数是指蜗杆齿轮的模数,它是决定蜗杆传动传动比和传动效率的重要参数。
蜗杆的模数计算公式为:m = d/n。
其中,m为蜗杆的模数,d为蜗杆的节圆直径,n为蜗杆的齿数。
通过这个公式,我们可以通过蜗杆的节圆直径和齿数来计算出蜗杆的模数,为后续的加工提供准确的参数。
除了上述的计算公式外,还有一些其他与zn蜗杆加工相关的计算公式,如蜗杆的齿轮传动比计算公式、蜗杆的齿轮啮合角计算公式等。
蜗杆轴零件的加工工艺1. 简介蜗杆轴是一种常见的传动装置,在机械设备中用于实现传动和变速功能。
蜗杆轴零件的加工工艺对于其质量和性能起着决定性的作用。
本文将介绍蜗杆轴零件的加工工艺流程以及相关注意事项。
2. 加工工艺流程2.1 材料准备蜗杆轴常用的材料有钢、铸铁等,选择合适的材料对于提高蜗杆轴的耐磨性和强度非常重要。
在加工工艺中,需要根据设计要求选择相应的材料,并进行材料预处理。
2.2 切削加工蜗杆轴的加工通常包括车削、铣削、钻削等切削加工过程。
在切削加工中,需要根据蜗杆轴的尺寸和形状要求,采用适当的切削工艺和工具进行加工。
切削加工时,需确保加工精度和表面质量,避免产生划痕和变形等缺陷。
2.3 热处理蜗杆轴常常需要进行热处理,以提高其硬度和耐磨性。
常用的热处理方法包括淬火、回火和表面渗碳等。
在热处理中,需要控制好加热温度和保温时间,以及冷却速度,以确保蜗杆轴在热处理后具有良好的性能。
2.4 修磨和校验蜗杆轴的表面精度和几何形状对于传动的性能有很大影响。
因此,在加工过程中,需要进行修磨和校验工序。
修磨过程中使用砂轮或砂带进行研磨,校验过程中则使用测量工具如千分尺、游标卡尺等对蜗杆轴进行检测和校正。
2.5 表面处理为了提高蜗杆轴的耐腐蚀性和摩擦性能,常常需要对其进行表面处理。
常见的表面处理方法有镀铬、电镀、喷涂、氮化等。
选择合适的表面处理方法,可以大幅度提高蜗杆轴的使用寿命和传动效率。
3. 注意事项在蜗杆轴零件的加工过程中,还需要注意以下几点:3.1 安全操作加工过程中,需要严格遵守安全操作规程,使用合适的防护设备,避免事故发生。
同时,要保证加工环境良好,防止灰尘、杂质等对加工质量的影响。
3.2 加工精度蜗杆轴是一种高精度零件,加工过程中需严格控制尺寸公差和表面粗糙度。
需要使用合适的切削工具和设备,保证加工精度符合设计要求。
3.3 耐磨性和润滑性蜗杆轴在工作过程中承受较大的摩擦和磨损,因此在加工过程中要注意提高其耐磨性和润滑性。
蜗杆加工工艺流程蜗杆加工是一种常用的机械加工工艺,用于制造各种传动装置中的蜗轮和蜗杆。
下面我将介绍一下蜗杆加工的工艺流程。
首先,在进行蜗杆加工之前,需要准备好蜗杆加工所需的原材料。
常用的材料有铸铁、钢等。
选用合适的材料来制造蜗轮和蜗杆,能够确保其强度和耐磨性,使其能够承受较大的负载和长时间的工作。
接下来,进行蜗杆的车削加工。
首先,在车床上进行转车,即将原材料装夹在车床的主轴上,并通过车刀进行切削。
在车削加工中,需要根据蜗杆的要求来选择合适的车刀和车削速度,以确保能够得到尺寸精度高、表面光洁度好的蜗杆。
然后,进行蜗杆的切割加工。
切割加工是将蜗杆的齿轮部分进行切削,以形成蜗轮。
切割加工通常使用齿轮加工机床进行,通过齿轮刀具与蜗杆进行啮合切削,使蜗轮的齿数和齿形满足设计要求。
接下来是蜗杆的磨削加工。
磨削加工是为了进一步提高蜗杆的尺寸精度和表面光洁度。
通常采用磨削机进行磨削加工,通过砂轮与蜗杆进行磨削,使其表面更加光滑、尺寸更加精确。
最后是蜗杆的热处理。
热处理是为了改善蜗杆的材料性能,提高其硬度和耐磨性。
一般采用淬火和回火两个工艺步骤进行热处理。
淬火是将蜗杆加热到临界温度后迅速冷却,使其达到所需的硬度;回火是将淬火后的蜗杆再加热到较低的温度并保持一定时间后冷却,以减轻淬火带来的脆性和应力。
综上所述,蜗杆加工工艺流程包括原材料准备、车削加工、切割加工、磨削加工和热处理。
每个工艺步骤都需要合理选择加工设备和工艺参数,才能够得到质量满足要求的蜗轮和蜗杆。
蜗杆加工工艺流程的优化和改进,能够提高蜗杆的加工效率和质量,满足各种传动装置的使用要求。