ASTMF1925聚乳酸树脂
- 格式:pdf
- 大小:86.04 KB
- 文档页数:8
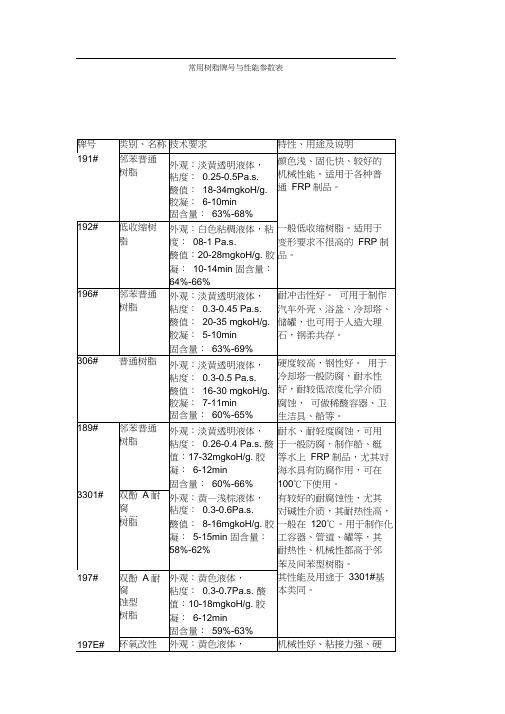

产品名称油类油度固含量%粘度(25℃颜色酸值(固体)羟值(固体)特性应用Novalkyd 2500AB70脂肪酸2570W-Y≤3<18230表面效果卓越,光泽硬度高,流平及保光性佳高质亮光面漆Novalkyd 2510×80C 合成脂肪酸8025000-45000≤1<15140颜色浅、光泽硬度高、丰满度佳、耐划性好可与丙烯酸树脂并用做高质亮光面漆Novalkyd 2510AB80C 合成脂肪酸8014000-27000≤1<15140颜色浅、光泽硬度高、丰满度佳、耐划性好可与丙烯酸树脂并用做高质亮光面漆Novalkyd 2530×80C 合成脂肪酸8025000-45000≤1<15145高固含、颜色浅、干速快、与丙烯酸相容性极好高质亮光清漆Novalkyd 2550×70C脂肪酸7010000-20000≤1<18120颜色浅、快干、光泽及硬度高水晶清漆及双组分地板漆Novalkyd 2560×70C 脂肪酸7015000-30000≤1<15120颜色浅、光泽高、手扫性佳、耐候及耐化学性好木器亮光面漆、氨基烤漆Novalkyd 252×75脂肪酸2575Z2-Z4≤3<18130光泽及硬度高、保光性及保色性极佳家电烤漆及聚氨酯烤漆,亦可配制通用色浆Novalkyd 3730×70脂肪酸7020000-35000≤3≤15115颜色浅、耐黄变性及打磨性好聚氨酯面漆、硝基漆Novalkyd 3735×60脂肪酸60Z3-Z5≤3<12140快干、流平性及溶剂释放性佳,消光性好双组分聚氨酯底漆及哑光面漆,硝基漆Novalkyd 3737×70C脂肪酸7030000-50000≤3≤18115快干、耐黄变、、打磨性、消光性好聚氨酯哑光漆及底漆,氨基烤漆Novalkyd 3750×70C 脂肪酸7040000-70000≤3<18120耐黄变性及打磨性好,刷涂性好,防流挂聚氨酯面漆及底漆,亦可用在手扫漆Novalkyd 3800×60C 脂肪酸60Z4-Z6≤3<18150刷涂性好、柔韧性、耐黄变性、哑粉润湿性好高质哑光漆Novalkyd 3800A165脂肪酸65X-Z≤3<18150刷涂性好、柔韧性、耐黄变性、哑粉润湿性好高质哑光漆Novalkyd3802AB70脂肪酸70W-Y<3≤18115高固低粘、丰满度好、不含苯类溶剂制备环保型聚氨酯面漆及底漆Novalkyd 3811AB80改性饱和聚酯8025000-50000≤3≤15135丰满度好、柔韧附着性、干性、流平润湿性、耐黄变性好哑光面漆及封闭底漆Novalkyd 3815×70C 椰子油7030000-50000≤2≤18110颜色浅、快干、消光性好、硬度高、耐黄变性好哑光面漆及底漆Novalkyd 3820×60脂肪酸60V-X≤4≤16耐黄变性好、刷涂性好、柔韧性极佳高档硝基漆、手扫漆,亦可作为添加树脂以增加漆膜的柔韧性及附着力醇酸树脂。

Designation:F1545–97(Reapproved2009)An American National Standard Standard Specification forPlastic-Lined Ferrous Metal Pipe,Fittings,and Flanges1This standard is issued under thefixed designation F1545;the number immediately following the designation indicates the year oforiginal adoption or,in the case of revision,the year of last revision.A number in parentheses indicates the year of last reapproval.Asuperscript epsilon(´)indicates an editorial change since the last revision or reapproval.1.Scope1.1This specification covers factory-made plastic-lined fer-rous metal pipe,fittings,andflanges intended primarily for conveying corrosivefluids.Requirements for materials,work-manship,dimensions,design,fabrication,working pressure and temperatures,test methods,qualification requirements,and markings are included.1.1.1This specification does not define the suitability of different liner materials to various chemical and operating environments.Refer to the manufacturer’s chemical resistance data for suitability recommendations.1.1.2This specification does not include products coated with plastics.1.2This specification covers plastic-lined pipe,flanges,and fittings as listed in Table1.Pressure limitations shall be in accordance with ANSI/ASME B16Standards,except reduced pressure limitations may be established by the manufacturer, considering both pressure and temperature limitations of the ferrous metal housing and the sealing ability of the liner.N OTE1—In this specification,propylene plastics cover those materials defined as both polypropylene plastics and propylene plastics in Termi-nology F412.Both materials are identified as“PP”on the product.Note that this is at variance with Terminology D1600,where“PP”is the abbreviation for polypropylene.1.3The plastic-linedflanged pipe andfitting assemblies are limited to temperatures shown in Table2.End users should consult with manufacturers as to the likely result of using a particular lined piping component at temperatures below the rated minimum.N OTE2—The temperature limitations are based on noncorrosive test e in specific aggressive environments may alter temperature limitations.In such instances,specific temperature limits shall be estab-lished by mutual agreement between the purchaser and the manufacturer.1.4The values stated in inch-pound units are to be regarded as standard.The values given in parentheses are mathematical conversions to SI units that are provided for information only and are not considered standard.1.5This standard does not purport to address all of the safety concerns,if any,associated with its use.It is the responsibility of the user of this standard to establish appro-priate safety and health practices and determine the applica-bility of regulatory limitations prior to use.2.Referenced Documents2.1ASTM Standards:2A48/A48M Specification for Gray Iron CastingsA53/A53M Specification for Pipe,Steel,Black and Hot-Dipped,Zinc-Coated,Welded and SeamlessA105/A105M Specification for Carbon Steel Forgings for Piping ApplicationsA106/A106M Specification for Seamless Carbon Steel Pipe for High-Temperature ServiceA126Specification for Gray Iron Castings for Valves, Flanges,and Pipe FittingsA135Specification for Electric-Resistance-Welded Steel PipeA182/A182M Specification for Forged or Rolled Alloy and Stainless Steel Pipe Flanges,Forged Fittings,and Valves and Parts for High-Temperature ServiceA216/A216M Specification for Steel Castings,Carbon, Suitable for Fusion Welding,for High-Temperature Ser-viceA234/A234M Specification for Piping Fittings of Wrought Carbon Steel and Alloy Steel for Moderate and High Temperature ServiceA278/A278M Specification for Gray Iron Castings for Pressure-Containing Parts for Temperatures Up to650°F (350°C)A312/A312M Specification for Seamless,Welded,and Heavily Cold Worked Austenitic Stainless Steel PipesA351/A351M Specification for Castings,Austenitic,for Pressure-Containing PartsA395/A395M Specification for Ferritic Ductile Iron Pressure-Retaining Castings for Use at Elevated Tempera-tures1This specification is under the jurisdiction of ASTM Committee F17on PlasticPiping Systems and is the direct responsibility of Subcommittee F17.11on Composite.Current edition approved Aug.1,2009.Published September2009.Originally approved st previous edition approved in2003as F1545–97(2003).2For referenced ASTM standards,visit the ASTM website,,or contact ASTM Customer Service at service@.For Annual Book of ASTM Standards volume information,refer to the standard’s Document Summary page on the ASTM website.Copyright©ASTM International,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA19428-2959,United States.A403/A403M Specification for Wrought Austenitic Stain-less Steel Piping FittingsA513Specification for Electric-Resistance-Welded Carbon and Alloy Steel Mechanical TubingA536Specification for Ductile Iron CastingsA587Specification for Electric-Resistance-Welded Low-Carbon Steel Pipe for the Chemical IndustryD729Specification for Vinylidene Chloride Molding Com-pounds3D792Test Methods for Density and Specific Gravity(Rela-tive Density)of Plastics by DisplacementD1457Specification for Polytetrafluorethylene(PTFE) Molding and Extrusion Materials3D1505Test Method for Density of Plastics by the Density-Gradient TechniqueD1600Terminology for Abbreviated Terms Relating to PlasticsD2116Specification for FEP-Fluorocarbon Molding and Extrusion MaterialsD3159Specification for Modified ETFE-Fluoropolymer Molding and Extrusion MaterialsD3222Specification for Unmodified Poly(Vinylidene Fluoride)(PVDF)Molding Extrusion and Coating Mate-rialsD3307Specification for Perfluoroalkoxy(PFA)-Fluorocarbon Resin Molding and Extrusion MaterialsD4101Specification for Polypropylene Injection and Ex-trusion MaterialsD4894Specification for Polytetrafluoroethylene(PTFE) Granular Molding and Ram Extrusion MaterialsD4895Specification for Polytetrafluoroethylene(PTFE) Resin Produced From DispersionD5575Classification System for Copolymers of Vi-nylidene Fluoride(VDF)with Other Fluorinated Mono-mersF412Terminology Relating to Plastic Piping Systems 2.2ANSI/ASME Standards:B16.1Cast Iron Pipe Flanges Flanged Fittings4B16.5Steel Pipe Flanges and Flanged Fittings4B16.9Factory-Made Wrought Steel Butt Welding Fittings4 B16.28Wrought Steel Buttwelding Short Radius Elbows and ReturnsB16.42Ductile Iron Pipe Flanges and Flanged Fittings—Section IX of the ASME Boiler and Pressure Vessel Code4 2.3Manufacturers Standardization Society(MSS)Stan-dard:MSS SP-43Wrought Stainless Steel Butt-Welding Fittings53.Terminology3.1General—The definitions used are in accordance with Terminologies F412and D1600,unless otherwise indicated.4.Materials4.1Lining:4.1.1Material—The lining shall be made from a resin conforming to one of the requirements in Table3.4.1.2Mechanical Properties—The minimum tensile strength and minimum elongation at break when tested in accordance with the specifications outlined in 4.1.1shall conform to Table4,except the test specimens shall be obtained from extruded or molded liners.Sample orientation is not critical except for PTFE liners made using the paste extrusion process.For paste-extruded PTFE liners,test specimens with their major axis cut longitudinally shall meet the mechanical property criteria listed in Table4,and specimens cut circum-ferentially shall have a minimum tensile strength at break of 2500psi(17.3MPa)and a minimum elongation of200%.4.1.3Specific Gravity—Specific gravity for polytetrafluoro-ethylene(PTFE)resins,when tested in accordance with Test Methods D792or D1505,shall be as follows:Lining Material,Resin Type Specific Gravity Polytetrafluoroethylene(PTFE)Types I andIV2.14to2.19Polytetrafluoroethylene(PTFE)Type III 2.13to2.214.2Ferrous Pipe and Fittings:4.2.1Mechanical Properties—The mechanical properties of the pipes andfittings shall conform to the appropriate specifi-cations listed in Table5,except as they are influenced by accepted methods of processing in the industry(for example, Van Stoneflaring,bending,swaging,welding,and threading). The carbon steel pipe and wroughtfittings shall be welded or seamless steel,Schedule40or80,except Schedule30pipe may be used in8,10,and12-in.nominal size.Schedule20or standard wall may be used in nominal sizes12in.and larger.4.2.2Finish—The interior surfaces of all housings shall be clean and free of mold burrs,rust,scale,or other protrusions, which may adversely affect the integrity or performance of the lining.4.2.3General—All pipe andfitting end connections shall be manufactured to provide a minimum1⁄8-in.radius or chamfer in the transition from pipe wall toflange or lap face.This radius or chamfer is required to reduce stress concentrations in the plastic liner as it isflared or molded over theflange face or stub end.For PTFE-lined pipe andfittings,a1⁄8-in.minimum radius must be provided.A perforated metal collar which seats over theflange chamfer may be used to provide this required radius.4.2.4Dimensional—Flanges andfittings used for plastic-lined pipe shall conform dimensionally(Note3)to the follow-ing industry ferrousflange andfitting dimensional standards: Metallurgy SpecificationSteel ANSI B16.5Ductile iron ANSI B16.42Cast iron ANSI B16.1N OTE3—Center-to-face dimensions include the plastic lining.4.2.5Welding—All metal welding shall be done by welders or welding operators using welding procedures qualified under the provisions of the ASME Boiler and Pressure Vessel Code (Section IX).3Withdrawn.The last approved version of this historical standard is referenced on .4Available from American Society of Mechanical Engineers(ASME),ASME International Headquarters,Three Park Ave.,New York,NY10016-5990,http:// .5Available from Manufacturers Standardization Society of the Valve and Fittings Industry(MSS),127Park St.,NE,Vienna,V A22180-4602,http://www.mss-.5.Requirements5.1Dimensions:5.1.1Housing—Housing installation dimensions are as re-quired in the applicable material specification in accordance with4.2.4.5.1.2Plastic Wall Thickness—Pipe andfitting liners shall have a minimum wall thickness and face thickness in accor-dance with Table6.5.1.3Lining Flare Diameter—The outside diameter of the flare covering the gasket portion of theflange or the full face of the lap-joint stub end shall not be less than the diameter specified in Table7.Theflared portion of the lining shall be concentric with theflared portion of the pipe within1⁄16in.(1.6 mm).5.1.4Tolerances—Tolerances for pipe,flanges,andfittings shall be in accordance with Table8.Bolt holes in bothflanges on afixedflange spool shall straddle the same center line to facilitate alignment.Finished lined(plasticflare to plasticflare) fabricatedfittings shall conform to the nominal center-to-face dimensions as specified in ANSI B16.1,B16.42,or B16.5 with the applicable tolerances.5.2Flange Construction:5.2.1Threadedflanges shall be secured in position to prevent inadvertent turning of theflange.5.2.2Socket-typeflanges,except threaded,shall be fully back-welded to the pipe housing and the inside surfaces of the socketflanges shall be ground smooth.5.2.3Slip-onflanges shall be fully back-welded.N OTE4—No welding shall be done on lined components in thefield.5.2.4Modified slip-onflanges used as lap-jointflanges may be used withflared laps formed byflaring the pipe.The backingflange for theflared metallic lap shall have a1⁄8-in. bevel or1⁄8-in.corner radius at the bore to provide clearance for thefillet of theflared lap.The outside diameter of theflared lap shall be in accordance with the dimension of an ANSI B16.9 lap-joint stub end.5.2.5Lap-joint(or Van Stone)flanged ends may be manu-factured by standard forming techniques or by using fully welded Type A MSS SP-43or ANSI B16.9lap-joint stub ends. Van Stoneflares shall have afillet radius compatible with the corner radius of the matingflange and shall not contain any cracks or buckles.Van Stoneflares and stub ends shall have a radius to provide a smooth transition for the plasticflare.Only lap jointflanges in accordance with ANSI B16.42and B16.5 shall be used.5.3Venting—Each pipe andfitting shall be provided with a venting system that will release any pressure between the liner and the housing.N OTE5—One or more holes in the housing,or a helical groove system inside the housing,that connectsflange vents,has provided adequate venting.N OTE6—Venting is not required with PVDF,PP,ETFE,or PVDC liners.5.4Workmanship:5.4.1Pipe andfittings shall show no evidence of pinholes, porosity,or cracks when inspected in accordance with5.5.2. The linings shallfit snugly inside the pipe andfitting housings.Any bulges or other obvious indications of poor contact with the housing shall be cause for rejection.5.4.2The gasket seating surface of the lining shall be free of surface defects that could impair sealing effectiveness. Scratches,dents,nicks,or tool marks on the seating surface shall not be deeper than10%of the face thickness.5.5Performance:5.5.1Qualification—Lined pipe andfittings must be ca-pable of meeting the qualification requirements specified in Section6.5.5.2Inspection—Each spool andfitting,prior to shipment, shall be hydrostatically or electrostatically tested in accordance with Section7and shall subsequently be inspected visually to verify conformance to the requirements of5.4.6.Test Methods6.1High-Temperature Test:6.1.1Cycle representative production samples of lined pipe andfittings in an oven from room temperature to the test temperature of the liner type(Table9)to determine the ability of the lined components to withstand heat aging and tempera-ture cycling.Test a minimum of two pipe spools,tees,and90°elbows in each size.6.1.2Procedure—Install companionflanges at the manufac-turer’s recommended torque value,and affix a thermocouple in the ferrous housing to measure the temperature.Pipe spools shall be at least3ft(1m)long.After3h in an oven at the test temperature(Table9)as indicated by the thermocouple,air cool the lined components to122°F(50°C)maximum.Repeat this test for a total of three cycles.6.1.3Inspection—Inspect lined pipe andfittings after each cycle for distortion or cracks in the lining.At the completion of the third cycle,subject tested specimens to the hydrostatic or electrostatic test described in Section7.6.2Low-Temperature Test:6.2.1After the high-temperature test,subject the same parts used for6.1to a cold test at0°F(−18°C)for a minimum of48h.New parts may also be used.6.2.2Procedure—Install companionflanges at the manufac-turer’s recommended torque value,and affix a thermocouple to the ferrous housing to measure the temperature.Pipe spools shall be at least3ft(1m)long.After48h at or below0°F (−18°C),as indicated by the thermocouple,allow the parts to warm to a minimum of60°F(16°C).6.2.3Inspection—Inspect lined pipe andfittings for distor-tion or cracks in the lining.Subject tested specimens in the hydrostatic or electrostatic test described in Section7.6.3Steam-Cold Water Cycling Test:6.3.1Subject representative production samples of lined pipe andfittings to steam-cold water cycling to determine the ability of the lined components to withstand rapid temperature changes.Test a minimum of two pipe spools,tees,and90°elbows in each size.6.3.2Procedure—Assemble lined pipe andfittings with suitableflanges having provision for the introduction of steam air,cold water,and for drainage.Install theflange using the manufacturer’s recommended torque value.Pipe spool length shall be10ft(3m)minimum.Mount the sample in such a manner as to permit complete drainage and venting.Thensubject the sample to100consecutive steam-cold-water cycles, each consisting of the following in the sequence given:6.3.2.1Circulate gage saturated steam at the pressure listed in Table10through the sample until the ferrous housing skin temperature adjacent to theflange at the outlet end of the sample has not changed more than5°F(3°C)in10min.6.3.2.2Close off the steam.6.3.2.3Circulate water at a maximum temperature of77°F (25°C).Circulate the cooling water until the ferrous housing skin temperature adjacent to theflange at the outlet end of the sample measures122°F(50°C)or lower.6.3.2.4Vent and introduce air to purge the sample for a minimum of1min making certain that it is completely drained of water.6.3.3Inspection—There shall be no evidence of leakage from the venting system or from behind the plastic faces during the100cycles.At the completion of the test,the liner shall exhibit no buckling or cracking.On PFA,PTFE,and FEP, formation of water blisters shall not be cause for rejection.N OTE7—These surface blisters are formed due to absorption of the steam vapors by the liner and subsequent condensation in the liner.The blisters do not adversely affect liner performance.6.3.4Subject the lined pipes orfittings to either the hydro-static test described in Section7or,after drying,to the electrostatic test described in Section7.6.4Vacuum Testing:6.4.1Test representative samples of lined pipe andfittings to determine the vacuum ratings of the lined components.Test a minimum of two pipe spools,tees,and90°elbows in each size.Conduct tests at room temperature,at the manufacturer’s maximum recommended service temperature,and at one inter-mediate temperature level.Full vacuum is defined as29.6in. Hg corrected to sea level.N OTE8—Vacuum temperature ratings for pipe andfittings are pub-lished in the manufacturer’s literature.N OTE9—The vacuum test is performed on pipe andfittings that have not been exposed to prior e in specific environments may alter the vacuum-temperature ratings.6.4.2Procedure—For pipe spools,specimen lengths shall be at least10pipe diameters.Install aflange incorporating a sight glass at one end and aflange suitable for drawing a vacuum at the other end.Affix a thermocouple to the ferrous housing to measure the temperature.Heat the specimens uniformly externally with the sight glass end visible.Begin the test after the desired ferrous housing temperature has been reached.Hold a selected initial vacuum level for8h,and if no failure occurs,increase the vacuum by5in.Hg.Repeat this every8h until failure or full vacuum is reached.Failure is defined as any buckling or collapse of the liner.If failure occurs at the initial vacuum level selected,test a new test specimen at a lower vacuum level to determine the failure threshold.The vacuum failure threshold is defined as1in.Hg below that at which failure occurs.N OTE10—The external pressure method to simulate higher than full vacuum can be used to establish the failure threshold when full vacuum is achieved.With the use of pressure taps,a pressure is applied between the plastic liner outside diameter and the pipe inside diameter.6.4.3The vacuum rating shall be80%of the failure threshold value.6.4.4At the test completion and after establishing the vacuum rating,place a duplicate specimen in an oven at the test temperature.Apply the rated vacuum to the specimen after the desired skin temperature has been reached.Achieve the rated vacuum within2min and apply continuously for48h.If no liner buckling or collapse occurs,the rated vacuum shall be considered acceptable.6.5Retest—When a test specimen fails to meet the require-ments of either6.1.3,6.2.3,6.3.3,6.3.4,6.4.2,or6.4.4,correct the cause of failure and repeat the specified test.7.Inspection Tests7.1Hydrostatic Pressure Test—The internal test pressure shall be250psi(1.7MPa)minimum for Class125(0.9-MPa) components and425psi(2.9MPa)minimum for Class150 (1.0-MPa)and Class300(2.1-MPa)components.Conduct the test at ambient pletelyfill the pipe andfitting with clean water and bleed the system free of all air prior to the application of pressure.Reach full test pressure within1min and maintain for a further3min.Observe the pressure gage throughout the test for any evidence of leakage,which shall be cause for rejection.7.2Electrostatic Test—Conduct the test with a nondestruc-tive high-voltage tester at an output voltage of10kV.A visible or audible spark,or both,that occurs at the probe when electrical contact is made with the housing because of a defect in the liner shall be cause for rejection.8.Finish8.1The outside surface of all lined pipe andfittings,other than stainless steel,shall be coated with a corrosion-resistant primer over a properly prepared surface.9.Quality Assurance9.1When the product is marked with this designation,F 1545,the manufacturer affirms that the product was manufac-tured,inspected,sampled and tested in accordance with this specification and has been found to meet the requirements of this specification10.Marking10.1Quality Assurance—When the product is marked with this ASTM designation,it affirms that the product was manu-factured,inspected,sampled,and tested in accordance with this specification and has been found to meet its requirements 10.2Quality of Marking—The markings shall be applied to the pipe in such a manner that it remains legible(easily read) after installation and inspection have been completed.10.3The pipe andfittings shall be marked with the follow-ing information:10.3.1Nominal pipe size,10.3.2Liner material identification,10.3.3Manufacturer’s name(or trademark),10.3.4Length(on pipe only),and10.3.5ASTMdesignation.10.4Other information such as order numbers,part num-bers,item numbers,and so forth shall be provided at the request of the purchaser.10.5Pipe liner identification shall be provided on a band utilizing raised letters.The band shall typically be located near the flange.11.Packaging11.1The gasket face of each spool shall be protected by end plates or other suitable protective means.11.2Fittings shall have the same protective covers on the gasket faces unless protected by other means,such as indi-vidual boxing.12.Keywords12.1plastic-lined ferrous metal fittings;plastic-lined ferrous metal flanges;plastic-lined ferrous metal pipeTABLE 1Specification CoverageMaterialANSI Class Nominal Pipe Size,in.(mm)Ethylene Tetrafluoroethylene Copolymer (ETFE)150/3001to 10(25to 254)Perfluoro (Alkoxyalkane)Copolymer (PFA)150/3001/2to 12(13to 305)Perfluoro (Ethylene-Propylene)Copolymer (FEP)150/3001to 12(25to 305)Poly(Vinylidene Chloride)(PVDC)125/150/3001to 8(25to 203)Poly(Vinylidene Fluoride)(PVDF)150/3001to 10(25to 254)Poly(Vinylidene Fluoride)Copolymer (PVDF)150/3001to 10(25to 254)Polytetrafluoroethylene (PTFE)150/3001/2to 24(13to 610)Propylene and Polypropylene (PP)125/150/3001/2to 16(13to406)TABLE2Temperature SpecificationsMaterial Temperature Range,°F(°C) Ethylene Tetrafluoroethylene Copolymer(ETFE)−20to300(−29to149) Perfluoro(Alkoxyalkane)Copolymer(PFA)−20to500(−29to260) Perfluoro(Ethylene-Propylene)Copolymer(FEP)−20to300(−29to149) Poly(Vinylidene Chloride)(PVDC)A0to175(−18to79) Poly(Vinylidene Fluoride)(PVDF)0to275(−18to135) Poly(Vinylidene Fluoride)Copolymer(PVDF)−20to275(−29to135) Polytetrafluoroethylene(PTFE)−20to500(−29to260) Propylene and Polypropylene(PP)0to225(−18to107)A Storage or handling below20°F(−7°C)of uninstalled4,6,and8-in. components should be avoided.TABLE3Polymer Standard Specifications ALining Material—Resin Type Standard ResinSpecification Allowable ResinClassificationStandard Liner Color Maximum Filler Material(byweight)Polypropylene(PP)ASTM D4101Type I and II orange<30%glassfiberPoly(Vinylidene Chloride)(PVDC)ASTM D729gray<20%glassfiberPoly(Vinylidene Fluoride)(PVDF)ASTM D3222blackPoly(Vinylidene Fluoride)Copolymer(PVDF)ASTM D5575blackPolytetrafluoroethylene(PTFE)ASTM D1457ASTM D4894ASTM D4895whitePerfluoro(Ethylene-Propylene)Copolymer(FEP)ASTM D2116Type III greenPerfluoro(Alkoxyalkane)Copolymer(PFA)ASTM D3307Type II naturalEthylene Tetrafluoroethylene Copolymer(ETFE)ASTM D3159Type I naturalA A maximum of1%by weight of additives or colorants,or both,is permissible.Colorants,if used,shall be identified in the manufacturer’s specification.Clean,reworked resins may be used provided all mechanical property requirements are maintained.Only virgin PTFE resin may be used.TABLE4Polymer Mechanical PropertiesLining Material—Resin Type Minimum TensileStrength atBreak,psi(MPa)Minimum Elongation at Break,%Polypropylene(PP)Type I4000(27.6)A10A Polypropylene(PP)Type II3000(20.7)A10A Polypropylene(PP)30%GlassFilled2500(17.3)A2A Poly(Vinylidene Chloride)(PVDC)1500(10.3)A2A Poly(Vinylidene Fluoride)(PVDF)4500(31.0)10 Poly(Vinylidene Fluoride)Copolymer(PVDF)4000(27.6)300 Polytetrafluoroethylene(PTFE)3000(20.7)250 Perfluoro(Ethylene-Propylene)Copolymer(FEP)3000(20.7)250Perfluoro(Alkoxyalkane)Copolymer(PFA)3800(26.2)300Ethylene TetrafluoroethyleneCopolymer(ETFE)6500(44.8)275 A Minimum tensile strength and elongation at yield.TABLE 5Approved Ferrous Metal Flange and Fitting MaterialStandards (ASTM)Lining MaterialPipeSpecificationsFlange SpecificationsFitting Specifications PVDF,PTFE,FEP ,ETFE,A 53/A 53M A 105/A 105M A 105/A 105M and PFAA 106A 135A 182/A 182M A 182/A 182M A 312/A 312M A 216/A 216MA 216/A 216M A 513A 395/A 395M A 234/A 234M A 587A 536(60-40-18)A 351/A 351M A 395/A 395M A 403/A 403M A 536(60-40-18)PP and PVDCA 53/A 53M A 105/A 105M A 48/48M A 106A 105/A 105MA 135A 182/A 182M A 126A 312/A 312MA 216/A 216M A 513A 395/A 395MA 182/A 182M A 587A 536A 216/A 216M A 234/A 234M A 278/A 278M A 351/A 351M A 395/A 395M A 403/A 403MA 536TABLE 6Minimum Liner Wall Thickness,in.(mm)ASize,in.Liner MaterialPTFEPVDF PP PFA FEP PVDC ETFE 10.120(3.05)0.100(2.54)0.125(3.18)0.100(2.54)0.100(2.54)0.094(2.39)0.100(2.54)11/20.120(3.05)0.100(2.54)0.125(3.18)0.100(2.54)0.100(2.54)0.094(2.39)0.100(2.54)20.120(3.05)0.100(2.54)0.125(3.18)0.100(2.54)0.100(2.54)0.094(2.39)0.100(2.54)21/20.120(3.05)0.100(2.54)0.125(3.18)0.100(2.54)0.100(2.54)0.094(2.39)0.100(2.54)30.120(3.05)0.100(2.54)0.125(3.18)0.100(2.54)0.100(2.54)0.094(2.39)0.100(2.54)40.120(3.05)0.100(2.54)0.125(3.18)0.100(2.54)0.100(2.54)0.094(2.39)0.100(2.54)60.125(3.18)0.100(2.54)0.125(3.18)0.100(2.54)0.100(2.54)0.094(2.39)0.100(2.54)80.125(3.18)0.100(2.54)0.125(3.18)0.100(2.54)0.100(2.54)0.094(2.39)0.100(2.54)100.125(3.18)0.100(2.54)0.125(3.18)0.100(2.54)0.100(2.54)......120.125(3.18)...0.125(3.18)...0.100(2.54)......140.125(3.18)..................160.125(3.18)..................180.125(3.18)..................200.150(3.81) (24)0.150(3.81)..................AMinimum liner face thickness shall be 80%of minimum liner wall thickness.TABLE 7Lining Flare DiameterNominal Pipe Size,in.Minimum Flare Diameter,in.(mm)1⁄211⁄4(31.8)3⁄419⁄16(39.7)117⁄8(47.6)11⁄2211⁄16(68.3)237⁄16(87.3)345⁄8(117.5)4515⁄16(150.8)68(203.2)8101⁄16(255.6)10121⁄4(311.2)12143⁄8(365.1)14151⁄2(393.7)16173⁄4(450.9)18201⁄4(514.4)20221⁄4(565.2)24261⁄4(666.8)TABLE8Tolerances for Pipe,Flanges,and Fittings,in.(mm)Pipe Length61⁄8(63.2)Fixedflange bolt hole alignment61⁄16(61.6)Flange perpendicularity(with pipe3⁄32in./ft(7.8mm/m)of diametercenterline)Flanges:All dimensions see ANSI B16.42or ANSI B16.5Fittings:All dimensions see ANSI B16.1,B16.5or B16.42TABLE9Test Temperatures,°F(°C)PVDC PP PVDF FEP PTFE PFA ETFE17565225652756530065500655006530065(7963)(10763)(13563)(14963)(26063)(26063)(14963)TABLE10Steam Test Pressures,psig(kPa)PVDC PP PVDF FEP PTFE PFA ETFEA4613062506312565125655063(2867)(207615)(300620)(862635)(862635)(300620)A The thermocycling test for PVDC lined pipe andfittings should be run usingwater at17565°F(7963°C).ASTM International takes no position respecting the validity of any patent rights asserted in connection with any item mentioned in this ers of this standard are expressly advised that determination of the validity of any such patent rights,and the risk of infringement of such rights,are entirely their own responsibility.This standard is subject to revision at any time by the responsible technical committee and must be reviewed everyfive years and if not revised,either reapproved or withdrawn.Your comments are invited either for revision of this standard or for additional standards and should be addressed to ASTM International Headquarters.Your comments will receive careful consideration at a meeting of the responsible technical committee,which you may attend.If you feel that your comments have not received a fair hearing you should make your views known to the ASTM Committee on Standards,at the address shown below.This standard is copyrighted by ASTM International,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA19428-2959, United States.Individual reprints(single or multiple copies)of this standard may be obtained by contacting ASTM at the above address or at610-832-9585(phone),610-832-9555(fax),or service@(e-mail);or through the ASTM website ().。
伊士曼Kristalex™F8单体树脂深圳丹松专业供应伊士曼单体树脂应用/用途∙铝押,颜料制剂∙装配∙汽车∙建筑和工程∙填缝剂和密封剂∙热熔胶∙层压∙非织造布∙压敏粘合剂∙橡胶和塑料改性∙溶剂型胶粘剂∙胶带和标签关键属性∙优良的热稳定性∙中间软化点∙从制造纯化芳香族单体∙水白色初始颜色产品描述KRISTALEX™F85烃类树脂是一种无色透明的,颜色稳定的,低分子量热塑性烃聚合物。
基于纯化的8 - 9个碳的芳族单体,该树脂是与各种油类,蜡类,醇酸树脂,聚合物和弹性体相容的,并且可溶于许多常见的有机溶剂。
它被用于在塑料改性,粘合剂,涂料,密封胶和嵌缝胶使用。
在EVA基热熔胶KRISTALEX™F85是采用EVA牌号多达30%醋酸乙烯酯兼容,是在配制低色胶粘剂具有良好的低温性能非常有用。
在苯乙烯嵌段共聚物胶粘剂KRISTALEX™优先F85与相关联的苯乙烯末端嵌段,在不影响粘性和粘合性能产生较低的熔融粘度。
典型属性属性测试方法典型值,单位环和球软化点ASTM E2882-88°C 颜色一HUNTERLAB B,5 cm光程最大9.0 24小时@ 175°C 3溴号码3量g/100g密度@ 25°C 1.06 千克/分米3分子量ÇM瓦特1050MÑ650M瓦特/ MÑ1.6M �0�51650熔体粘度@ 120℃4100厘泊@ 140℃730厘泊@ 160℃200厘泊一个在甲苯中50%的树脂固体Ç分子量使用聚苯乙烯标准物通过凝胶渗透色谱法(GPC)测定相容性和溶解性兼容于所有比例,或在有限的,但实际有用的比例,用各种各样的材料,如SBR和基于苯乙烯的嵌段共聚物,氯丁橡胶,腈,聚丁二烯,丙烯酸类聚合物,氯化橡胶,EVA树脂(乙烯-醋酸乙烯共聚物),苯乙烯化醇酸树脂,乙烯基化醇酸树脂,干性油醇酸树脂和松香酯树脂。
易溶于脂族烃,芳香烃,氯代烃,酯和酮。

脂型号固含量(%)溶剂Viscosity(25°C, 250 s-1 )酸值清漆羟浓度(100%固含量)用途和特点2850 59-61 二甲苯/醋酸丁酯7– 12 2.0 – 5.0 2.3 适用于汽车漆,汽车修补漆,塑胶漆,摩托车漆。
重涂施工性好,耐候性好,耐盐雾好,对颜料润湿好,光泽高,特别适合做双组分的塑胶漆。
返工不咬底。
1182 54-56 二甲苯/醋酸丁酯0.59 - 2.0 1.6 - 3.4 1.80% 适用于汽车修补漆,塑胶漆,摩托车漆。
银粉排列好,对塑胶,金属等底材和光油的附着力好,适合做双组分的底漆。
1753 69-71 醋酸丁酯 2.4 - 7.6 8.9 - 12.1 4.20% 适用于汽车漆,汽车修补漆罩光清漆,塑胶漆,摩托车漆罩光。
羟基丙烯酸树脂,高光泽,丰满度,很好的耐候性,QUV保光性和耐黄变性;与聚异氰酸脂搭配如TKA-90SB:双组分汽车修补以及大巴清漆。
1184 51-53 醋酸丁酯 4.3 - 14 2.5 - 4.7 2.00% 适用于汽车漆,汽车修补漆底漆,塑胶漆,摩托车漆罩光。
银粉排列好,快干,流平好,对塑胶底材和光油的附着力好,适合做双组分的底漆。
在高羟高固含体系中能加快干燥速度。
1255 69-71 100#溶剂/醋酸丁酯 5.0–10.0 6.0 – 10.0 3.00% 适用于汽车漆,汽车修补漆罩光清漆,塑胶漆,摩托车漆罩光。
4747 59-61 二甲苯Z2 – Z4 11.0–15.0 2.20% 适用于汽车修补漆,工业漆。
光泽高,硬度高,对底材附着力好,尤其是尼龙等塑胶附着好。
1179 56 – 58 醋酸丁酯3-7 6.0–12.0 3.00% 适用于汽车修补漆,工业漆。
流平性好,反应活性好,耐化学性和耐黄变性好,很好的外观。
1211 BA-65 64 – 66 醋酸丁酯0.9 -3.2 5.0–8.0 3.00% 适用于汽车漆,汽车修补漆,塑胶漆,摩托车漆。
F-524聚天门冬氨酸酯树脂1.概况本产品是一种无溶剂的、带有仲氨基可与-NCO反应的树脂,其性能与拜耳产品NH系列树脂相似。
2. 产品特点⑴、与同类型的聚天门冬氨酸酯树脂F420和F520相比;A 其反应活性介于F420和F520之间;B具有更佳的韧性;C与其他丙烯酸树脂、醇酸树脂,助剂等有更好的相容性能;⑵、高固低粘,可制成高固体份低粘度环保涂料(施工固含可达100%);⑶、反应活性高,与HDI三聚体反应,20-30min可表干,提高生产效率;⑷、涂膜具有优异的丰满度、流平性能和光泽;⑸、漆膜同时还具有非常优异耐候性、和低温柔韧性、耐水、耐溶剂、耐酸碱、耐盐雾等性能;⑹、硬度高(可达2H);耐磨性特别突出(磨耗损失≤20mg(500r/750g));⑺、ABS、PC、PVC等塑料及多种金属有优异的附着力;⑻、本品与大部份羟基丙烯酸树脂、CAB等具有优异的相溶性;3. 产品用途⑴、可广泛应用于各种高档油漆领域,如汽车漆、高档木器漆等领域,可明显提高漆膜的丰满度、光泽、硬度及加快实干;⑵、可用于钢结构、石油管道等重、轻防腐领域的涂料面漆;⑶、用泡沫景观、混凝土防水材料等领域(4)风机叶片涂料领域,如风机叶片胶衣、腻子、和面漆等领域。
4. 性能指标项目指标相对分子量660外观微黄透明液体固含量/%≥95NH当量(g/mol)330相当于OH含量/% 5.1黏度(mpa.s/25℃)800-1500相对密度(相对水/25℃) 1.06闪点/℃90-955. 包装规格200kg,20kg6. 注意事项⑴、本产品属可燃物,应低温保存,贮存温度应≤40℃,要求远离火源,在阴凉、干燥、通风的环境中贮存。
贮存期为一年。
⑵、有本产品参与配制制成的涂层宜养护一周后测试涂层性能。
注:本说明书仅供参考之用,不作任何保证之用。
鉴于树脂功能的局限性及用户要求的多样性,使用时请严格试验本产品的适应性及最终产品的稳定性。
聚四氟乙烯(Poly tetra fluoroethylene,简写为PTFE),一般称作“不粘涂层”或“易清洁物料”。
这种材料具有抗酸抗碱、抗各种有机溶剂的特点,几乎不溶于所有的溶剂。
同时,聚四氟乙烯具有耐高温的特点,它的摩擦系数极低,所以可作润滑作用之余,亦成为了易清洁水管内层的理想涂料。
国内外PTFE标准都有哪些?我们一起了解一下.标准号标准名称英文名称ASTM D1675-03(2011)聚四氟乙烯管的试验方法Test Methods for Polytetrafluoroethylene TubingASTM D2686-06(2012)聚四氟乙烯压敏电绝缘胶带规范Specification for Polytetrafluoroethylene-backedPressure-Sensitive Electrical Insulating TapeASTM D1710-08聚四氟乙烯(PTFE)基本型材,棒材和厚壁管材Polytetrafluoroethylene (PTFE) Basic Shapes, Rodand Heavy-Walled TubingASTMD3295-06(2011)聚四氟乙烯管Standard Specification for PTFE Tubing, MiniatureBeading and Spiral Cut TubingASTM D3369-01聚四氟乙烯树脂浇铸薄膜Polytetrafluoroethylene (PTFE) Resin Cast FilmASTMD4441-04(2010)聚四氟乙烯的水分散体规范Standard Specification for Aqueous Dispersions ofPolytetrafluoroethyleneASTM D4745-11聚四氟乙烯模压和挤出材料的填充化合物Standard Specification for Filled Compounds ofPolytetrafluoroethylene (PTFE) Molding andExtrusion MaterialsASTM D4894-07聚四氟乙烯造粒料和柱塞挤出料规范Specification for Polytetrafluoroethylene (PTFE)Granular Molding and RamASTM D4895-10聚四氟乙烯分散树脂规范Specification for Polytetrafluoroethylene (PTFE)Resins Produced from DispersionASTMD4969-07(2012)聚四氟乙烯(PTFE)涂覆玻璃织物Standard Specification forPolytetrafluoroethylene-(PTFE) Coated GlassFabricASTM D3308-12聚四氟乙烯车削膜Standard Specification for PTFE Resin Skived TapeASTM D6040-12非烧结聚四氟乙烯(PTFE)挤出薄膜或带的试验方法Standard Guide to Standard Test Methods forUnsintered Polytetrafluoroethylene (PTFE)Extruded Film or TapeASTMD6457-08(2013)聚四氟乙烯挤出和模压棒和厚壁管Specification for Extruded and Compression MoldedRod and Heavy Walled Tubing Made fromPolytetrafluoroethylene (PTFE)ANSI/ASTM D1457-1992聚四氟乙烯(PTFE)模塑和挤出材料规范(08.01)Specification for Polytetrafluoroethylene (PTFE)Molding and Extrusion Materials (08.01)ANSI/NEMA HP3-2000电子和电气用ET(250V)、E(600V)和EE(1000V)型PTFE(聚四氟乙烯)绝缘高温架空电线Electrical and Electronic PTFE(Polytetrafluoroethylene) Insulated HighTemperature Hook-Up Wire, Types ET (250 Volt), E(600 Volt) and EE (1000 Volt)ASTM D1457-1992聚四氟乙烯模塑及挤压成型物料Polytetrafluoroethylene (PTFE) Molding andExtrusion MaterialsASTM D3293-1991聚四氟乙烯树脂模压薄板PTFE Resin Molded SheetASTM E911-1998有聚四氟乙烯(PTFE)插头的玻璃管旋塞阀标准规范Standard Specification for Glass Stopcocks withPolytetrafluoroethylene (PTFE) PlugsASTM D1710-2002挤制和压模聚四氟乙烯(PTFE)杆材和厚壁管材的标准规范Standard Specification for Extruded andCompression Molded Polytetrafluoroethylene(PTFE) Rod and Heavy-Walled TubingASTM D3294-2003聚四氟乙烯树脂模压薄板和基本模压型材的标准规范Standard Specification for PTFE Resin Molded Sheetand Molded Basic ShapesASTM D6457-2004聚四氟乙烯制挤压和压缩模塑杆和厚壁管的标准规范Standard Specification for Extruded andCompression Molded Rod and Heavy-Walled TubingMade from Polytetrafluoroethylene (PTFE)ASTM D6585-2005非烧结聚四氟乙烯(PTEE)挤制薄膜或带材的标准规范Standard Specification for UnsinteredPolytetrafluoroethylene (PTFE) Extruded Film orTapeASTM D7193-2005非饱和加色剂的聚四氟乙烯(PTFE)挤制薄膜或窄条带材的标准规范Standard Specification for Unsintered PigmentedPolytetrafluoroethylene (PTFE) Extruded Film orTapeASTM D1675-2003聚四氟乙烯管的标准试验方法Standard Test Methods for PolytetrafluoroethyleneTubingASTM D2686-2006聚四氟乙烯背面压敏电绝缘胶带的规范Standard Specification forPolytetrafluoroethylene-BackedPressure-Sensitive Electrical Insulating TapeNFC93-643-145-2002绝缘软套管.第3部分:各种型号套管的规范.表145-147:挤压聚四氟乙烯套管(Flexible insulating sleeving - Part 3 :specifications for individual types of sleeving -Sheets 145 to 147 : extruded PTFE sleeving.)NFC93-643-201-1993软绝缘套筒规范.第3部分:专用套(Specification for flexible insulating sleeving.Part 3 : specification requirments for individual筒的规范要求.第240 -243 活页:热收缩聚四氟乙烯(PTFE)套筒types of sleeving. Sheet 201 : heat shrinkable sleeving, general purpose, flexible, cross-linked PVC, shrink ratio 2:1.)NF E29-902-3-1997法兰及其接头.PN指定法兰用垫圈的尺寸.第3部分:非金属聚四氟乙烯封装垫圈(Flanges and their joints. Dimensions of gasketsfor PN-designated flanges. Part 3 : non-metallicPTFE envelope gaskets.)NF S60-202-1994防火.灭火介质.卤代烃.第1部分:聚四氟乙烯1211和聚四氟乙烯1301规范(Fire protection. Fire extinguishing media.Halogenated hydrocarbons. Part 1 : specificationfor halon 1211 and halon 1301.)NFC93-643-240-2003绝缘软管.第3部分:各种型号软管规范.第240至243篇:热收缩聚四氟乙烯绝缘软套管(PTFE)(Flexible insulating sleeving - Part 3 :specifications for individual types of sleeving -Sheets 240 to 243 : heat-shrinkable PTFEsleeving.)NF S60-205-1994防火.灭火介质.卤代烃.第2部分:聚四氟乙烯1211和聚四氟乙烯1301安全操作和运输规程的实施标准(FIRE PROTECTION. FIRE EXTINGUISHING MEDIA.HALOGENATED HYDROCARBONS. PART 2 : CODE OFPRACTICE FOR SAFE HANDLING AND TRANSFER PROCEDURESOF HALON 1211 AND HALON 1301. (EUROPEAN STANDARDEN 27201-2).)NF T47-820-7-2001结构轴承.第7部分:球柱和滚柱聚四氟乙烯轴承(Structural beairings - Part 7 : spherical andcylindrical PTFE bearings.)NF C93-585-2-2002射频电缆.规范.第2部分:聚四氟乙烯绝缘的半硬性射频和同轴电缆.分规范(Radio-frequency cables - Specifications - Part2 : semi-rigid radio-frequency and coaxial cableswith polytetrafluoroethylene (PTFE) insulation -Sectional specification.)NF T51-550-2-1998塑料.聚四氟乙烯(PTFE)半成品.第2部分:试样的制备和特性的测定(PLASTICS. POLYTETRAFLUOROETHYLENE (PFTE)SEMI-FINISHED PRODUCTS. PART 2 : PREPARATION OFSPECIMENS AND DETERMINATION OF PROPERTIES.(EUROPEAN STANDARD EN ISO 13000-2).)NF T51-550-1-1998塑料.聚四氟乙烯(PTFE)半成品.第1部分:要求和标(PLASTICS. POLYTETRAFLUOROETHYLENE (PTFE)SEMI-FINISHED PRODUCTS. PART 1 : REQUIREMENTS ANDDESIGNATION. (EUROPEAN STANDARD EN ISO 13000-1).)识EN 60454-3-14-2001 电工用压敏粘带 第3部分:.单项材料规范 活页14:涂压敏粘合剂的聚四氟乙烯薄膜带 Pressure-sensitive adhesive tapes for electrical purposes - Part 3: Specifications for individualmaterials; Sheet 14: Polytetrafluoroethylene filmtapes with pressure-sensitive adhesive (IEC 60454-3-14:2001)EN 60684-3-145 bis 147-2001 绝缘软管 第3部分:各种型号软管规范 活页145至147:挤压聚四氟乙烯(PTFE)软管Flexible insulating sleeving - Part 3: Specifications for individual types of sleeving;Sheets 145 to 147: Extruded PTFE sleeving (IEC60684-3-145 to 147:2001)EN 61196-2-2003射频电缆 规范 第2部分:聚四氟乙烯(PTFE)绝缘半硬射频同轴电缆分规范Radio-frequency cables - Part 2: Sectional specification for semi-rigid radio-frequency andcoaxial cables with polytetrafluoroethylene (PTFE) insulation (IEC 61196-2:1995) / Note: Endorsement noticeEN ISO 13000-1-1997 塑料 聚四氟乙烯(PTFE)半成品第1部分:要求和命名Plastics - Polytetrafluoroethylene (PTFE) semi-finished products - Part 1: Requirements anddesignation (ISO 13000-1:1997)EN ISO 13000-2-1997塑料 聚四氟乙烯(PTFE)半成品 第2部分:试样的制备和性能的测定 Plastics-Polytetrafluoroethylene(PTFE)semi-finished products - Part 2: Preparation oftest specimens and determination of properties(ISO 13000-2:1997) EN751-3-1996+AC-1997 接触第1、2、3家庭用燃气和热水的金属螺纹接头的密封材料 第3部分:非烧结过的聚四氟乙烯密封带Sealing materials for metallic threaded joints incontact with 1st, 2nd and 3rd family gases and hotwater - Part 3: Unsintered PTFE tapesEN 60684-3-240 bis243-2002绝缘软套管 第3部分:个别型号套管规范 活页240至243:热收缩聚四氟乙烯套管 Flexible insulating sleeving - Part 3:Specifications for individual types of sleeving;Sheets 240 to 243: Heat-shrinkable PTFE sleeving(IEC 60684-3-240 to 243:2002) / Note: EndorsementnoticeUL 2006-1997聚四氟乙烯1211的回收/再利用设备(Halon 1211 recovery/recharge equipment ) UL 2083-1996聚四氟乙烯1301回收/再利用设备(Halon 1301 recovery/recycling equipment ) BS 2782-3 Method 塑料试验方法.第Methods of testing plastics - Mechanical327A-19933部分:机械性能.方法327A:聚四氟乙烯制品抗拉强度与断裂伸长率测定 properties - Determination of tensile strength and elongation at break of polytetrafluoroethylene (PTFE) products BS 6564-3-1990聚四氟乙烯(PTFE)材料和制品.第3部分:填充聚四氟乙烯的E 类玻璃纤维规范Polytetrafluoroethylene (PTFE) materials andproducts - Specification for E glass fibre filled polytetrafluoroethylene JIS K6896-1995模塑材料和挤压材料用的聚四氟乙烯粉末Polytetrafluoroethylene powder for molding and extrusion materialsJIS K6893-1995聚四氟乙烯水分散体的试验方法Testing methods for polytetrafluoroethylene aqueous dispersionJIS K6895-1995聚四氟乙烯零部件尺寸的测定方法 Method for determination of dimension of polytetrafluoroethylene partsBS 3G 210-1996 单芯和多芯镀银铜导体(190℃)或镀镍铜导体(260℃)聚四氟乙烯绝缘设备软线和电缆规范 Specification for PTFE insulated equipment wires and cables, single- and multi-core, with silver plated copper conductors (190 °C) or nickel plated copper conductors (260 °C)BS 5306-5.2-1984住宅灭火装置及设备.第5部分:哈朗(聚四氟乙烯)灭火系统.第2节:哈朗(聚四氟乙烯)1211全溢流装置Code of practice for fire extinguishing installations and equipment on premises - Halon systems - Halon 1211 total flooding systemsBS M 57-1985航空航天用聚四氟乙烯高温盘旋状软管组件规范Specification for high temperature convolutedhose assemblies in polytetrafluoroethylene (PTFE) for aerospace applicationsBS M 56-1985航空航天用聚四氟乙烯管密度和相对密度的测定方法 Methods for determination of density and relativedensity of polytetrafluoroethylene (PTFE) tubing for aerospace applicationsBS EN 60454-3-14-2002 电工用压敏胶带规范.各项材料规范.涂压敏胶粘剂的聚四氟乙烯薄膜带.第14活页:涂压敏胶粘剂的聚四氟乙烯薄膜 Specifications for pressure-sensitive adhesivetapes for electrical purposes - Specifications for individual materials - Polytetrafluoroethylenefilm tapes with pressure-sensitive adhesive -Sheet 14: Polytetrafluoroethylene film tapes withpressure-sensitive adhesiveBS EN 60684-3-145 绝缘软套管规范.Specification for flexible insulating sleeving -to 147-2001各型套管规格要求.挤制聚四氟乙烯套管Specification requirements for individual types of sleeving - Extruded PTFE sleeving - Extruded PTFE sleevingBS EN 60684-3-240to 243-2002绝缘软套管.各种型号软套管规范要求.热收缩聚四氟乙烯(PTFE)绝缘软套管Specification for flexible insulating sleeving -Specification requirements for individual typesof sleeving - Heat-shrinkable PTFE sleevingBS EN 61196-2-2003射频电缆.规范.聚四氟乙烯(PTFE)绝缘半硬射频同轴电缆分规范 Radio-frequency cables - Specifications -Sectional specification for semi-rigidradio-frequency and coaxial cables withpolytetrafluoroethylene (PTFE) insulation BSENISO 13000-2-2006塑料.聚四氟乙烯(PTFE)半成品.试样的制备和性能测定Plastics-Polytetrafluoroethylene(PTFE)semi-finished products - Preparation of test specimens and determination of propertiesBSENISO13000-1-2006塑料.聚四氟乙烯(PTFE)半成品.要求和名称与符号 Plastics - Polytetrafluoroethylene (PTFE) semi-finished products - Requirements anddesignationBS EN 4166-2005 航空航天系列.三件弹簧张力夹具.聚四氟乙烯轴衬 Aerospace series - Clips, spring tension, three parts - PTFE bushesBS EN 1337-7-2004 结构轴承.球面和圆柱形聚四氟乙烯轴承Structural bearings — Part 7: Spherical and cylindrical PTFE bearingsBS ISO 8829-2-2006 航空.聚四氟乙烯(PTFE)内软管组件试验方法.非金属编制物Aerospace - Test methods forpolytetrafluoroethylene (PTFE) inner-tube hoseassemblies - Non-metallic braidBS ISO 8913-2007 航空航天.轻型聚四氟乙烯(PTFE).分级:400 °F/3000psi(204 ℃/20684kPa)和204℃/21000 kPa(400 °F/304Aerospace - Lightweight polytetrafluoroethylene(PTFE) hose assemblies, classification 400 °F/3000 psi (204 °C/20684 kPa) and 204 °C/21000kPa (400 °F/3046 psi) - ProcurementspecificationDIN ISO 7258-1987航空航天.航空航天用聚四氟乙烯(PTFE)软管.密度和相对密度的测定Aerospace; polytetrafluoroethylene (PTFE) tubingfor aerospace applications; methods for the determination of the density and relative density; identical with ISO 7258, edition 1984方法.与ISO7258, 1984相同DIN 65374-1989航空航天.聚四氟乙烯.(PTFE)半成品和模压件.技术规范Aerospace; polytetrafluoroethylene (PTFE)semi-finished products and moulded parts;technical specificationDIN 16782-2-1991聚四氟乙烯(PTFE)模塑材料.试样的制备和性能测定Polytetrafluoroethylene (PTFE) mouldingmaterials; preparation of specimens anddetermination of propertiesDIN 16782-1-1991聚四氟乙烯(PTFE)模塑材料.分类和名称Polytetrafluoroethylene (PTFE) mouldingmaterials; classification and designationDIN 28148-1992搪瓷钢制搅拌容器的聚四氟乙烯外壳密封PTFE envelope gaskets for glass lined agitatorvesselsDIN 28091-3-1995密封板的交货技术条件.第3部分:聚四氟乙烯基密封材料.要求和试验Technical delivery conditions for gasket sheets -Part 3: PTFE-based gasket materials (TF);requirements and testingDIN ISO 10502-1997航空航天.温度为230℃以下气压为10500KPa时使用的聚四氟乙烯(PTFE)软管.采购规范Aerospace - Hose assemblies inpolytetrafluoroethylene (PTFE) for use up to232 °C and 10500 kPa - Procurement specification(ISO 10502:1992)DIN 3535-6-1999供气用密封垫.第6部分:气阀、煤气设备和煤气主管道用基于合成纤维、石墨或聚四氟乙烯的密封垫材料Gaskets for gas supply - Part 6: Gasket materialsbased on synthetic fibres, graphite orpolytetrafluoroethylen (PTFE) for gas valves, gasappliances and gas mainsDIN 30660-1999供气、供水及水暖设备用密封材料.家用设施金属螺纹连接用非硬化连接密封材料和聚四氟乙烯密封带Sealing materials for gas and water supply as wellas water heating systems - Non-hardening jointingcompounds and polytetrafluoroethylene (PTFE)tapes for metallic threaded joints in domesticinstallationsDIN 2874-2002带聚四氟乙烯或PFA衬里的钢制法兰管道和钢制与铸铁法兰配件.技术Steel flanged pipes and steel and cast iron flangedfittings lined with PTFE or PFA - Technicalspecifications规范DIN EN 60454-3-14-2002 电工用压敏胶带.第3部分:各型材料规范.第14节:涂压敏粘合剂的聚四氟乙烯薄膜带(IEC60454-3-14:2001)Pressure-sensitive adhesive tapes for electricalpurposes - Part 3: Specifications for individualmaterials; Sheet 14: Polytetrafluoroethylene filmtapes with pressure-sensitive adhesive (IEC60454-3-14:2001); German version EN60454-3-14:2001DIN EN 60684-3-145 bis 147-2002绝缘软套管.第3部分:专用型套管规范.145活页和147活页:挤制聚四氟乙烯(PTFE)套管(IEC60684-3-145 to 147:Flexible insulating sleeving - Part 3: Specifications for individual types of sleeving; Sheets 145 to 147: Extruded PTFE sleeving (IEC60684-3-145 to 147:2001); German version EN60684-3-145 to 147:2001DIN EN 60684-3-240bis 243-2003绝缘软管.第3部分:各型软管规范.240至243节:热收缩聚四氟乙烯(PTFE)绝缘软管Flexible insulating sleeving - Part 3:Specifications for individual types of sleeving;Sheets 240 to 243: Heat-shrinkable PTFE sleeving(IEC 60684-3-240 to 243:2002); German version EN60684-3-240 to 243:2002DIN EN 61196-2-2004 射频电缆.第2部分:聚四氟乙烯绝缘的半刚性射频电缆和同轴电缆分规范Radio-frequency cables - Part 2: Sectional specification for semi-rigid radio-frequency andcoaxial cables with polytetrafluoroethylene(PTFE) insulation (IEC 61196-2:1995); German version EN 61196-2:2003DIN EN 1337-7-2004 结构轴承.第7部分:球面和柱面聚四氟乙烯轴承 Structural bearings - Part 7: Spherical andcylindrical PTFE bearings; German version EN1337-7:2004DIN EN ISO 13000-1-2006 塑料.聚四氟乙烯(PTFE)半成品.第1部分:要求和名称与符号(ISO13000-1-2005).德文版本 EN ISO13000-1-2005Plastics - Polytetrafluoroethylene (PTFE)semi-finished products - Part 1: Requirements anddesignation (ISO 13000-1:2005); German version ENISO 13000-1:2005DINENISO13000-2-2006塑料.聚四氟乙烯(PTFE)半成品.第2部分:试样的制备和特性的测定 (ISOPlastics-Polytetrafluoroethylene(PTFE)semi-finished products - Part 2: Preparation of test specimens and determination of properties(ISO 13000-2:2005); German version EN ISO 13000-2:200513000-2-2005).德文版本 EN ISO 13000-IEC 61196-2-1995射频电缆 第2部分:聚四氟乙烯(PTFE)绝缘半硬射频同轴电缆分规范 Radio-frequency cables - Part 2: Sectionalspecification for semi-rigid radio-frequency and coaxial cables with polytetrafluoroethylene (PTFE) insulationIEC 60454-3-14-2001 电工用压敏粘带第3部分:单项材料规范 活页14:涂压敏粘合剂的聚四氟乙烯薄膜带Pressure-sensitive adhesive tapes for electricalpurposes - Part 3: Specifications for individualmaterials; Sheet 14: Polytetrafluoroethylene filmtapes with pressure-sensitive adhesiveIEC 60684-3-145 to147-2001绝缘软套管.第3部分:各种型号套管的规范.第145和147活页:挤压聚四氟乙烯套管 Flexible insulating sleeving - Part 3:Specifications for individual types of sleeving;Sheets 145 to 147: Extruded PTFE sleevingIEC 60684-3-240 to 243-2002绝缘软管.第3部分:各种型号软管规范.第240至243篇:热收缩聚四氟乙烯(PTFE)绝缘软管Flexible insulating sleeving - Part 3: Specifications for individual types of sleeving; Sheets 240 to 243: Heat-shrinkable PTFE sleevingISO 7313-1984航空器 聚四氟乙烯(PTFE)制的高温盘卷软管组件 Aircraft; High temperature convoluted hose assemblies in polytetrafluoroethylene (PTFE) ISO 7258-1984航空航天用聚四氟乙烯(PTFE)管材密度和相对密度的测定方法 Polytetrafluoroethylene (PTFE) tubing foraerospace applications; Methods for thedetermination of the density and relative densityISO 10502-1992 航空航天.温度为230℃及以下、压力为10500 kPa 下使用的聚四氟乙烯(PTFE)软管组件.采购规范 Aerospace;hoseassembliesinpolytetrafluoroethylene (PTFE) for use up to 232 °C and 10500 kPa; procurement specificationISO 9938-1994 航空航天 强度温度等级为204℃/28000 kPa 的聚四氟乙烯软管组件 采购规范Aerospace - Polytetrafluoroethylene (PTFE) hoseassemblies, classification 204 C/28 000 kPa - Procurement specificationISO 9528-1994 航空航天等级为21000kPa/204℃标准型聚四氟乙烯(PTFE)软管组件采购规范Aerospace - Standard-weightpolytetrafluoroethylene (PTFE) hose assemblies,classification 204 C/21 000 kPa - ProcurementspecificationISO 13000-2-2005 塑料.聚四氟乙烯(PTFE)半成品.第2部分:试样的制备和性能的测定Plastics - Polytetrafluoroethylene (PTFE)semi-finished products - Part 2: Preparation oftest specimens and determination of propertiesISO 13000-1-2005 塑料.聚四氟乙烯(PTFE)半成品.第1部分:要求和名称与符号Plastics - Polytetrafluoroethylene (PTFE)semi-finished products - Part 1: Requirements anddesignationISO 8829-2-2006 航空.聚四氟乙烯(PTFE)内软管组件试验方法.第2部分:非金属编织物Aerospace - Test methods forpolytetrafluoroethylene (PTFE) inner-tube hoseassemblies - Part 2: Non-metallic braidISO 8913-2006 航空航天.轻型聚四氟乙烯(PTFE)软管组件.等级:400℉/3000psi(204℃/20684kPa)和204℃/21000kPa(400℉/304Aerospace - Lightweight polytetrafluoroethylene(PTFE) hose assemblies, classification 400 °F/3000 psi (204 °C/20 684 kPa) and 204 °C/21 000 kPa(400 °F/3 046 psi) - Procurement specificationJIS K6884-1971 聚四氟乙烯的一般公差(机械切削)General tolerance for polytetrafluoroethylene(Machine cut)JIS K6892-1995 涂胶挤压用聚四氟乙烯粉料的试验方法Testing methods for polytetrafluoroethylenepowder for paste extrusionJIS K6891-1995 聚四氟乙烯模塑粉料的试验方法Testing methods for polytetrafluoroethylenemolding powderJIS K7137-1-2001 塑料.聚四氟乙烯(PTFE)半成品.第1部分:要求与命名Plastics -- Polytetrafluoroethylene (PTFE)semi-finished products -- Part 1: Requirements anddesignationJIS K7137-2-2001 塑料.聚四氟乙烯(PTFE)半成品.第2部分:试验样品制备和性能测定Plastics -- Polytetrafluoroethylene (PTFE)semi-finished products -- Part 2: Preparation oftest specimens and determination of propertiesJIS K6885-2005 螺纹密封用未烧结聚四氟乙烯带Unsintered polytetrafluoroethylene tapes forthread sealing深圳市丹凯科技有限公司专业生产FEP、PFA、PTFE等氟塑料管棒板膜制品以及其他绝缘材料。
3M光固化树脂Z250使用说明书产品简介:光固化复合树脂(Z250 型)是一种可被可见光激活、射线阻射的修复材料,用于前后牙的修补。
该修复材料中的填料是氧化锆/硅石。
这些无机填料的载荷体积百分比为 60%%(无硅烷处理),颗粒大小在 0.01-3.5 微米之间。
修复材料含有 BIS-GMA,UDMA 和 BISEMA树脂。
牙科粘接剂可将修复体永久地粘结在牙体结构上。
修复材料有多种色调可供选择。
它被包装成传统的针筒型和单剂量胶囊型。
适应范围:1. 前后牙直接修复2. 桩核制作3. 夹板4. 间接修复,包括:嵌体,高嵌体和贴面产品特点:1. 聚合收缩非常低,最大限度的降低对牙体组织的牵拉力及微张力,有效的降低了术后敏感;2. 良好的抗磨损性,杰出的抗破折性和强度,确保修复体更持久;3. 牙科医生公认的良好操作手感,不粘器械,易于充填并且在固化前极易雕刻外形,更加节省工作时间;4. 快速固化,只需20 秒就可固化2.5mm 的深度(UD,C4 和3M B0.5* 固化深度2.0 mm 时需要30 秒固化)。
注意事项:光固化复合树脂(P60 型)含有甲基丙烯酸树脂。
有少部分人对丙烯酸树脂过敏。
为降低过敏危险,应尽量减少与这些材料的接触,尤其应注意避免接触还未固化的树脂。
我们建议佩戴防护手套和使用非接触性方法。
如果该材料接触到皮肤,立刻用肥皂和清水把手洗净,然后换用新手套。
如果该材料沾到眼睛和口腔内软组织,应立刻用大量水冲洗。
使用说明I. 准备A. 预先处理:用浮石和水清洁牙齿,去除表面污垢。
B. 选择色调:在隔离牙齿之前,请先使用标准VitaPan经典比色板选择合适的产品色调。
本产品可以和光固化复合树脂(Supreme XT型)结合使用,如果其它牙色和不透明性都符合要求的话。
为加强色调选择的准确性,请参考如下诀窍。
1 色调:牙齿不只是一种颜色。
一颗牙齿可分为三个区,每个区有自已独特的颜色。
a) 齿龈区:齿龈区的修复体含有不等程度的黄色。
ICS 11.040.40 备案号:YYYY/T ××××—××××/ASTM F 1925:1999中 华 人 民 共 和 国 医 药 行 业 标 准外科植入物用纯 L—聚乳酸树脂的标准规 范Standard Specification for Virgin Poly(L—Lactic Acid)Resin for Surgical Implants(ASTM F 1925:1999,IDT)(征求意见稿)200×-××-××发布200×-××-××实施 发布国家食品药品监督管理局YY/T ××××—××××/ASTM F 1925:1999目次前言 ................................................................................. II 1 范围 ................................................................................ 1 2 规范性引用文件 ...................................................................... 1 3 术语 ................................................................................ 1 4 L—聚乳酸的要求 ..................................................................... 2 5 制样 ................................................................................ 3 6 试验方法 ............................................................................ 3 7 包装和标签 .......................................................................... 3 8 生物相容性 .......................................................................... 3 9 关键词 .............................................................................. 3 附录 A................................................................................. 5IYY/T ××××—××××/ASTM F 1925:1999前言本标准等同采用ASTM F 1925:1999《外科植入物用纯L—聚乳酸树脂的标准规范》。
本标准由国家食品药品监督管理局提出。
本标准由全国外科植入物和矫形器械标准化技术委员会归口。
本标准起草单位: 本标准主要起草人:IIYY/T ××××—××××/ASTM F 1925:1999外科植入物用纯 L—聚乳酸树脂的标准规范1 范围1)1.1 本标准适用于外科植入物用 L—聚乳酸树脂(或缩写 PLLA 树脂)。
但不包括 D,L 型立体异构体 或任何比率的 DL 型共聚体。
1.2 本标准适用于 L—聚乳酸树脂材料的性能,不适用于由此材料加工的经过包装、灭菌的成品植入 物。
1.3 任何一种材料,其成品的特定部分或器械生产时的加工技术(例如成型,挤压,加工,装配,灭 菌等)均可改变其性能。
因此,由树脂加工的成品,其性能应使用可保证其安全和有效的试验方法进行 评价。
1.4 用 SI 单位表示的数值为标准值。
1.5 本标准并非试图对所涉及到的所有安全问题进行阐述,即便是那些与其使用有关的安全问题。
确 立适当的安全操作规范,以及在应用前明确管理限制的适用性,是本标准用户自身的责任。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件, 其随后所有的 修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究 是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
2.1 ASTM 标准 2) D 1505 密度梯度法测定塑料密度 3) D 1898 塑料取样的操作 3) D 2857 聚合物稀释溶液黏度的操作 4) D 3536 液相排阻色谱法测定平均分子量和分子量分布(凝胶渗透色谱法—GPC) D 3593 使用通用的校准方法—液相体积排阻色谱法测定聚合物的平均分子量和分子量分布(凝胶 4) 渗透色谱法—GPC) 4) D 3892 塑料包装的操作 5) D 748 对于材料和器械应选择一般的生物试验方法 2.2 ISO 标准 6) ISO/DIS 10993-9,医疗器械的生物学评价,第九部分 与生物试验相关材料的降解试验,附录A 3 术语3.1 专用术语 3.1.1 一般性能—可单独通过纯聚合物的化学成分和结构决定的性能。
3.1.2 纯聚合物—尚未加工成医疗器械之前,L—聚乳酸的类型由生产商提供。
1) 2)此规定在 ASTM F04 委员会关于外科医疗材料和设备的权限内,是 F04.11 副委员会关于聚合物材料的直接责任。
ASTM 标准手册,08.01 卷 3) ASTM 标准手册,08.02 卷 4) ASTM 标准手册,08.03 卷 5) ASTM 标准手册,13.01 卷 6) 来自美国标准组织,25W.43rd St..,4th 层,纽约,NY 10036 1YY/T ××××—××××/ASTM F 1925:1999 4 L—聚乳酸的要求4.1 一般性能 3 4.1.1 纯聚合物由密度在 1.20 和 1.28g/cm 之间的 L—乳酸均聚而成。
(见评价方法 6.5) 4.1.2 依照 6.2 通过溶液的相对黏度表示纯聚合物的分子量。
除溶液的粘度外(并非代替),平均分 子量和分子量分布可通过凝胶渗透色谱法(GPC)按 D 3536 或 D 3593 的试验方法测定。
1 4.1.3 纯聚合物可通过红外或 H-NMR 核磁共振光谱鉴别。
4.1.3.1 纯聚合物在特定的参比光谱波长处显示特征光谱。
典型的红外发射光谱见图 1。
4.1.3.2 其它吸收带表征已知或未知不纯物,包括溶剂残留和催化剂残留(相应的溶剂残留限度见表 1)。
4.1.3.3 红外光谱不能区分不同立体异构的聚乳酸,仅能用来作为鉴定聚丙交酯的一种方法。
图1 表1被分析物 要求 溶剂残留 (总量,%) ≤0.01L—聚乳酸树脂红外光谱图纯 L—聚乳酸树脂的物理化学性能要求水分残留, % ≤0.5 锡残留(Sn) , ppm ≤200 重金属(以铅 计) ,ppm ≤300 硫酸盐灰分, % ≤0.14.1.3.4 纯聚合物在特定的参比光谱的波长处显示 H 核磁共振光谱的特征光谱。
典型的 H 核磁共振光谱 见图 2。
4.1.3.5 其它吸收带表征已知物,或未知物,包括溶剂残留,单体残留和催化剂锡残留(相应的残留限 度见表 1)和 4.1.5。
4.1.3.6 H 核磁共振光谱不能区分不同异构体之间的聚乳酸,仅能用来作为鉴定聚丙交酯的一种方法。
4.1.4 纯聚合物的比旋光度在-155°~-160°之间,依照 6.3 方法测定。
4.1.5 纯聚合物单体残留含量小于或等于 2.0%, 其特性粘度大于 2dL/g, , 残留单体含量不大于 0.1%, 符合 6.3 的规定。
4.1.6 纯聚合物的化学和物理性能见表 1,测定方法见第 6 部分。
2YY/T ××××—××××/ASTM F 1925:1999图2 5 5.1 6 6.1 6.2 6.3 6.4 6.5 6.6 6.7 6.8 6.9 7 7.1 8 制样L—聚乳酸树脂的 H-NMR 光谱1如可能,每个批号的纯聚合物均需依照此规定进行测定。
制样尺寸和过程遵循 D 1898 操作。
试验方法 依据 D 1505 ,测定密度。
依据 D 2857 ,在 30℃下氯仿溶液中测定溶液的相对粘度。
依据 ISO/DIS 10993-9 附录 A 的规定,在 20℃下二氯甲烷中测定比旋光度。
1 通过 H-NMR 或气相色谱法测定单体残留的体积百分含量或由供应商和购买方直接认可。
通过气相色谱法测定溶剂残留含量或由供应商和购买方直接认可。
通过卡尔—费休滴定法测定水分残留或由供应商和购买方直接认可。
通过原子吸收/发射(AA)光谱仪或电感偶合等离子发射光谱仪(ICP)测定锡残留总量。
依据美国药典 7)231 的试验方法测定重金属残留量,以铅计。
在 700℃下燃烧,测定硫酸盐灰分含量或由供应商和购买方直接认可。
包装和标签 包装材料应符合 D 3892 的规定。
生物相容性 8)8.1 植入人体的材料,其相容性取决于特定的应用。
适合特定位置的生物学试验,建议使用 F 748 操 作中的方法。
8.2 无已知的外科植入物材料显示在人体内无副作用。
然而,如果此材料应用恰当,涉及本标准中材 料的种类与组成已证明在长期的临床使用中其生物学反应处于一个预期的可接受的水平。
9 关键词7) 8)U.S 药典中 231 方法,“重金属”XXII 版本。
Bergsma,J.E.,de Bruijin,W.C.,Rozema,F.R.,Bos,R.R.M,和 Boering,G.,《PLLA 骨板和骨钉的后期降解组织反 应》 ;Biomaterials,1995,16:25-31 页。