切削加工振动及其控制技术
- 格式:ppt
- 大小:10.30 MB
- 文档页数:45

铣削加工自激振动的主动控制理论与技术研究薄壁类零件在国防、运载和能源等行业有着广泛的应用。
该类零件在铣削加工中一般具有刚度低、强耦合、易产生形变和振动等特点,导致了加工质量和效率的下降以及加工成本的上升。
为了抑制振动的发生,需要深入研究其发生的机理和特点,进而设计有效的主动控制器。
为了解决薄壁件形变问题,需要进行大量的实验研究和分析,进而设计高效的形变预测和补偿方案。
本文针对薄壁类零件铣削加工过程中,因为本身能量的积累导致的自激振动和形变等问题开展了如下研究工作:针对受到输入约束的非线性铣削加工动力学系统,提出了输入约束下的铣削加工过程模型预测主动控制方法,拓展了系统的稳定区域。
通过有限傅里叶级数近似和摄动系统离散化,将自激振动系统转化为带有输入约束的线性时变系统,利用线性多面体技术结合滚动优化方法求解最优工作点,并在线获取所拓展的系统状态,应用于有限铣削功率下的铣削自激振动抑制过程,拓展了“转速-切深”构成的叶瓣图中的闭环稳定区域,显著提高了铣削加工材料移除率和加工效率。
结合自激振动的动力学系统本身所具有周期性时变特性,提出了通过傅里叶级数近似铣削过程中的周期性动态切削力,去除了对切削周期精确测量的依赖;结合高速铣削和较大轴向切深范围的自激振动抑制过程中需要低计算复杂度和较大主动控制力的特点,提出了利用反步法和建立的单调非减奇函数来设计半全局输入饱和自适应控制器,并沿着闭环系统轨迹对建立的正定Lyapunov函数求导,最终根据LaSalle-Yoshizawa定理证明该方法能有效拓展高速铣削加工闭环稳定区域,因此具有提高加工质量和效率的潜力。
针对铣削加工过程中经常出现小切入比情况,即径向切削厚度小于铣刀直径,充分考虑到其动态切削力幅值变化较大的问题,提出了切削力变化矩阵不确定性集拟合化方法。
为了保证指定转速和切深范围内的薄壁件铣削加工过程的稳定,将自激振动系统的时延不确定性通过Pade近似和不确定集来覆盖,进而建立了包含结构不确定性的线性系统,最后经过D-K 迭代μ综合方法得到鲁棒主动控制律。
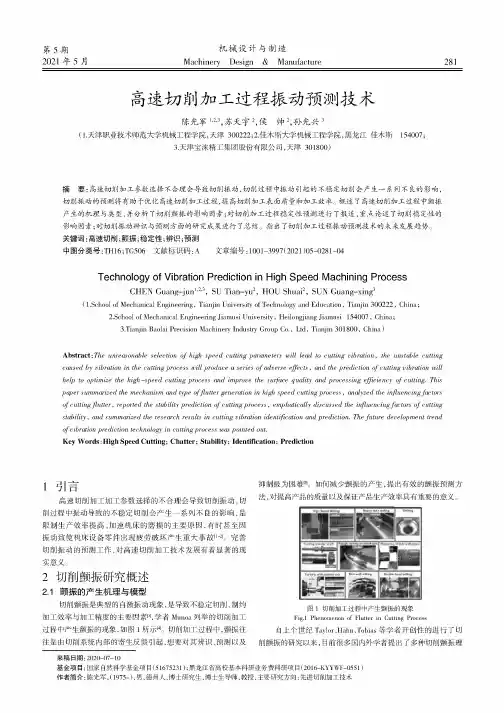
第5期2021年5月机械设计与制造Machinery Design & Manufacture 281高速切削加工过程振动预测技术陈光军1'2'3,苏天宇2,侯 帅2,孙光兴3(1.天津职业技术师范大学机械工程学院,天津300222;2.佳木斯大学机械工程学院,黑龙江 佳木斯154007;3.天津宝涞精工集团股份有限公司,天津301800)摘 要:高速切削加工参数选择不合理会导致切削振动,切削过程中振动引起的不稳定切削会产生一系列不良的影响,切削振动的预测将有助于优化高速切削加工过程,提高切削加工表面质量和加工效率。
概述了高速切削加工过程中颤振产生的机理与类型,并分析了切削颤振的影响因素;对切削加工过程稳定性预测进行了报道,重点论述了切削稳定性的影响因素;对切削振动辨识与预测方面的研究成果进行了总结。
指出了切削加工过程振动预测技术的未来发展趋势。
关键词:高速切削;颤振;稳定性;辨识;预测中图分类号:TH16;TG506 文献标识码:A 文章编号:1001-3997(2021)05-0281-04Technology of Vibration Prediction in High Speed Machining ProcessCHEN Guang-jun 1,,, SU Tian-yu 2, HOU Shuai 2, SUN Guang-xing 3(l.School of Mechanical Engineering , Tianjin University of Technology and Education , Tianjin 300222, China ;2.School of Mechanical Engineering Jiamusi University , Heilongjiang Jiamusi 154007, China ;3.Tianjin Baolai Precision Machinery Industry Group Co., Ltd , Tianjin 301800, China )Abstract : The unreasonable selection of high speed cutting parameters will lead to cutting vibration , the unstable cuttingcaused by vibration in the cutting process will produce a series of adverse effects , and the prediction of cutting vibration will help to optimize the high-speed cutting process and improve the surface quality and processing efficiency of cutting. This paper summarized the mechanism and type offlutter generation in high speed cutting process , analyzed the influencingfactorsof cuttinggflutter , reported the stability prediction of cutting process , emphatically discussed the influencingfactors of cuttingstability , and summarized the research results in cutting vibration identification and prediction. The future development trend ofvibration prediction technology in cutting process was pointed out.Key Words : High Speed Cutting ; Chatter ; Stability ; Identification ; Prediction1 引言高速切削加工加工参数选择的不合理会导致切削振动,切削过程中振动导致的不稳定切削会产生一系列不良的影响,是限制生产效率提高、加速机床的磨损的主要原因,有时甚至因振动致使机床设备零件岀现疲劳破坏产生重大事故|1-2]。
浅析机械加工中的切削加工及切削颤振切削制造是机器制造中的一种关键技术措施,切削制造品质针对机器制造的商品品质具有重大的作用。
切削颤振对切削制造商品品质以及措施有着严重的影响。
文章主要联合机器制造中切削制造的技术措施,从切削制造在机器制造中的用途和切削制造关注事项等,同时针对切削制造中的切削颤振及其带来的损坏、掌控技术等开展解析讨论,以完成针对机器制造中切削制造与切削颤振的解析探索,提升切削制造措施,确保切削制造商品品质。
标签:机械加工;切削加工;切削颤振;产品质量切削制造是机器制造业内一种关键的制造措施,切削制造不光在机器制作制造行业中有所使用,在电机还有电子等新式现代化设备的制造中也能够使用,同时其用途在这些行业的制造与行业前进都有着关键的用途。
在开展机器切削制造程序中,针对切削制造的措施与制造品质有着关键的用途,撇开开展切削制造使用的机器切削机床,开展切削制造运用的刀具同时也是切削制造的重点。
下面就联合机器切削制造的技术程序,重点的对切削制造中刀具的关键性与刀具的选用展开研究,同时对切削制造中会存在的切削颤振以及其带来的作用和掌控手段开展解析研究。
1 机械加工中的切削加工分析1.1 切削加工在机械加工生产中的重要作用在机器制造程序中,开展机器制造的零件商品,大都是生产行业制造中关键制造的配件。
一般来讲,开展机器零配件的制作程序中,针对机器零配件的制作技术方式,大多是铸造与锻造,亦或是焊接,这些机器制造技术方式关键是在机器零配件商品的半成品制作。
伴随着机器制造技术措施的持续提升,在开展机器商品的制造程序中,制造手段也随之前进,例如,精铸造与精锻造制造技术等,都能够采用来开展机器零配件商品毛坯的制作使用中。
除此之外,在机器制作制造中,迅速原型生产技术,也是开展机器零配件模子生产中经常使用的技术方式,一般来讲,经常和别的机器生产制作措施一起使用,在机器商品的制作制造中使用。
在开展机器商品的生产制作中,除了会运用到经常见的切削以及磨削技术,还能够运用到激光束、电化学、电子束等机器生产技术,在这些机器制造技术中,切削技术是机器生产制作中最经常使用到的同时也是最基本的制作措施之一。
切削加工以及切削颤振简述切削加工作为机械制造行业的传统生产加工工艺,是机械制造的流程中完成零件制作这一中心环节的重要生产技术,文章介绍了切削加工的基本方法,切削加工使用的刀具以及切削过程中产生的切削颤振和相应的控制方法。
标签:切削加工;切削;颤振切削加工是机械加工产品生产过程中必要而又值得信赖的技术手段,这一技术手段为了能够跟上市场需求的不停改变,对切削工具提出了新的要求,而切削刀具日新月异的发展又促使切削加工成为机械产品加工众多环节中备受关注的生产步骤。
在切削加工过程中,也存在着大大小小的问题等待着我们去发现和总结,其中切削颤振就加工生产的主要问题之一,对切削颤振有一个细致的认识,进而采取一定的手段对其实施加工控制,是我们一直探索的科研课题。
1 切削加工概述1.1 切削加工概念在机械产品加工生产过程中,按照产品生产规格、质量、工艺等要求,技术人员需要利用合适的切削工具对选取材料进行切割塑形,这一加工生产程序被称作为切削加工。
1.2 切削加工的要素满足切削加工的要拥有生产的三个重要因素,切屑刀具、切削运动和切削角度。
简单的说,刀具就是进行机械生产加工的重要切割工具;刀具与被切割材料的相对运动,就是切削运动;刀具自身固有、安装以及切割金属时所参照的切割偏角数据,也就是切削角度。
由于刀具是直接接触产品表面的生产工具,产品的表面微观粗糙程度,大小精确程度和外形都主要取决于刀具,所以刀具自身材料的硬度、柔韧度、抗腐蚀能力以及生产加工质量工艺等一系列的问题都会对切削加工机床的生产速度、产品质量、以及机床的使用寿命造成不可忽视的影响,进而影响到机械生产加工行业的技术整体水平,还会涉及到生产厂家的刀具生产信誉和使用刀具造成的经济损失。
切削加工过程中,刀具对产品会产生一定的作用力,根据物体受力原理,会有相应的反作用力的产生,力的相互作用会给刀具带来一定的损耗,造成刀具固有角度的几何参数发生改变,从而对被加工产品产生影响。
CNC机床加工中的加工振动与噪声控制CNC(Computer Numerical Control)机床是一种高精度、高效率的自动化机床,广泛应用于各行各业的加工过程中。
然而,在CNC机床加工过程中,加工振动与噪声问题一直是制约其发展的重要因素之一。
本文将探讨CNC机床加工中的加工振动与噪声控制方法,并提出一些解决方案。
一、加工振动的成因及影响1. 加工振动的成因加工振动主要来源于切削力、切削过程和机床系统本身。
切削力是加工振动的主要驱动力,它由材料特性、切削刃具以及切削参数等因素决定。
切削过程中的刀具与工件之间的相互作用也会导致加工振动的产生。
此外,机床系统的刚度、伺服系统的响应以及刀具与工件的非匀性也会对加工振动产生重要影响。
2. 加工振动的影响加工振动会导致工件表面质量下降、刀具破损、刀具寿命降低,并且对机床本身的精度和寿命也有一定的影响。
此外,加工振动还会引起噪声污染,对操作人员的身体健康产生潜在威胁。
二、加工振动与噪声控制方法1. 提高机床结构刚度机床的刚性是控制加工振动与噪声的重要因素。
通过提高机床结构的刚度,可以减少机床的振动幅度和频率,从而降低加工振动与噪声的产生。
例如,在机床设计中采用优质材料、合理布局各个零部件,增加横梁的宽度和厚度等措施,都能有效提高机床的刚度。
2. 优化刀具与切削参数刀具的选择与切削参数的优化也是控制加工振动与噪声的重要手段。
合理选择刀具的材料、几何形状和涂层,可以降低切削力和振动的产生。
此外,合理设置切削参数,如切削速度、进给量和切削深度等,也能有效控制加工振动与噪声。
3. 隔离加工振动与噪声通过隔离加工振动与噪声的传播路径,可以降低其对周围环境和操作人员的影响。
常用的隔离措施包括在机床和地面之间设置隔振垫、使用隔振支座等。
此外,对机床周围的隔音措施也是有效的噪声控制手段。
4. 运用先进的控制技术CNC机床的先进控制技术可以通过优化切削轨迹、调节伺服系统响应等方式,降低加工振动与噪声的产生。
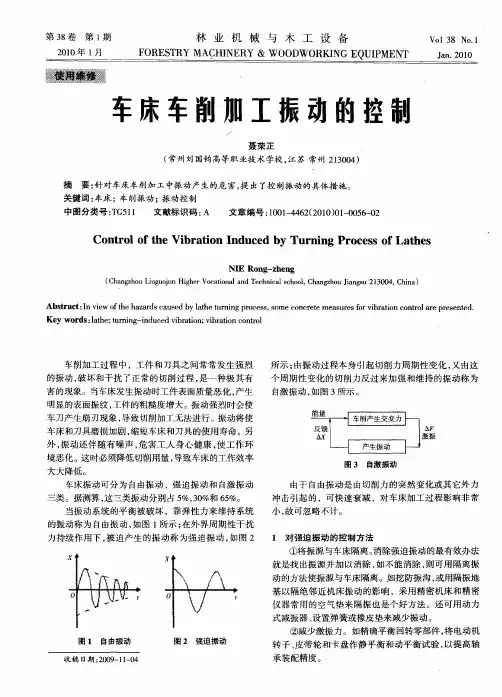
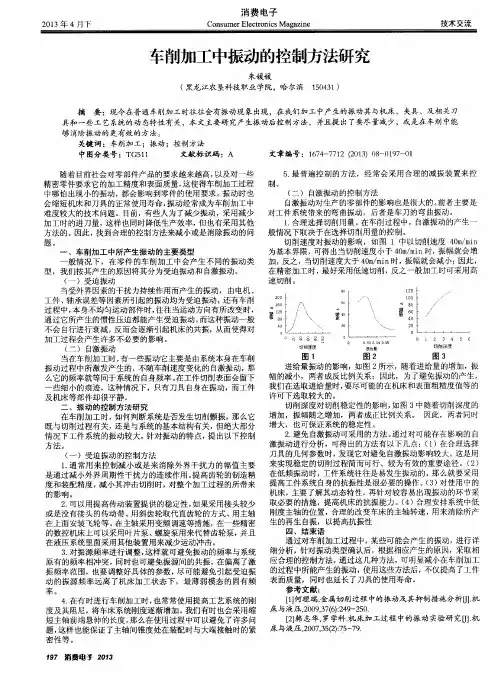
189机电技术应用Application of Mechanics-electronics Technology车削加工产生振动的原因及解决办法林 田(哈尔滨工程大学工程训练中心,黑龙江 哈尔滨 150001)摘 要:振动是生活中常见的一种运动形式。
文章主要介绍了在车削加工过程中振动产生的原因,并分析不同类型的振动产生的影响,对不利于生产的振动提出相应的解决办法,以保证高效率工作,维护工作者的健康。
关键词:车削加工;振动;原因;解决方法中图分类号:TG51 文献标志码:A 文章编号:1672-3872(2019)16-0189-01——————————————作者简介: 林田(1991—),女,黑龙江桦川人,本科,助理工程师,研究方向:机械制造技术。
振动是一种常见的机械运动方式,指物体在平衡位置附近随时间做往复运动。
关于振动,既有有利的一面,如振动探伤、振动清洗精密仪器、振动运输等,同样,振动也有具有危害性的一面,在车削加工时,振动会使得被加工工件的表面粗糙度增大,有时还会出现纹理,不能达到加工要求。
同时,一般随着第一次振动的产生,之后的加工也会伴随着连续振动,使得整个加工过程每一道工序都会产生误差,误差的累计甚至会导致工件的报废。
并且振动不仅对加工精度和加工质量存在影响,还会对机器和刀具产生磨损,一旦发生这种情况,会导致整个车削加工机床和刀具受损,久经加下,随着加工过程的进行慢慢消失。
2)受到外部环境周期性激励作用下产生的受迫振动,例如加工零件的过程若是断断续续的过程,就会受到外部的影响,振动完全由外部激励控制,振动情况随激励变化而变化。
3)车床本身的原因引发自激振动,例如机床自身的老旧或者机床自身的制造问题,使得机床在工作时产生振动,继而引发加工过程产生振动,这种振动是很危险的,它是机床本身的属性之一,若不改善机床,这种振动会一直发生,随着时间的积累,对机床本身的破坏会越发的加重。
4)最典型的振动是加工过程中刀具的振动,例如在车削加工过程中,若刀具夹持的位置不对,或者加持过程中刀具发生偏移,甚至刀具未完全夹紧,或者用刀具加工切削硬度远超过刀具加工极限的材料时,刀具都会发生从轻微到剧烈不同程度的振动,对加工过程造成影响。
精密加工中刀具的振动特性分析及优化在精密加工过程中,刀具的振动一直是一个不可忽视的问题。
刀具的振动会导致加工精度降低、表面质量差、甚至会影响刀具寿命。
因此,对于刀具的振动特性进行分析并进行优化是非常重要的。
一、刀具振动的原因切削加工过程中,由于加工过程中刀具和工件之间的相互作用力,刀具带有较大的力和扭矩,导致刀具在切削过程中发生振动。
一般来说,刀具振动的原因可以归纳为以下几点:1. 刀具的制造精度不够高。
2. 刀具刃口磨损不均。
3. 集中力过大。
4. 切削参数选择不当。
5. 工件定位不准确。
6. 切削液的使用不当。
7. 刀具的刚度不够。
二、刀具振动的危害刀具振动不仅会影响加工精度和表面质量,还会对加工效率和刀具寿命产生很大的影响。
具体表现在以下几个方面:1. 降低加工精度和表面质量。
2. 影响工件的尺寸和形状精度,甚至会引起加工件的断裂。
3. 加速刀具的磨损,缩短刀具的寿命。
4. 增加加工成本,降低生产效率。
三、刀具振动的分析方法由于刀具振动问题的复杂性,只有通过科学的分析方法才能得出准确的结果。
在现代加工中,常用的方法包括实验方法和理论方法。
1. 实验方法:通过安装加速度计或其他振动传感器的方法,直接测试刀具振动的幅值、频率等参数,并进行数据处理和分析。
这种方法具有直观性和可靠性,但由于实验条件的限制,不能在一定程度上反映刀具振动的真实情况。
2. 理论方法:通过计算机模拟或分析刀具与工件之间的相互作用力进行分析。
由于理论分析方法具有较高的精度和可靠性,因此被广泛应用于刀具振动的分析和优化研究中。
四、刀具振动的优化方法刀具振动优化的目标是减小刀具振动的幅值和频率,提高加工精度和刀具寿命,同时还能提高加工效率和降低成本。
在实践中,刀具振动优化的常用方法包括以下几个方面:1. 优化刀具的选择:选择刚度好、质量优良的刀具,可以起到减少刀具振动的作用。
2. 优化加工参数:选择合适的转速、进给量和切削深度等参数,并进行合理调整。
机床振动分析与控制机床振动是生产制造中不可避免的问题,它直接影响着加工精度、加工表面质量和机床噪声等方面。
因此,对机床振动的分析和控制是非常必要的。
一、机床振动的分类机床振动可分为自由振动和受迫振动两种。
自由振动是机床在没有外界干扰的情况下受到外力作用后,由自身本身惯性和刚度而引起的振动,它的发生频率与机床结构固有频率有关。
受迫振动是指机床在接收到外部振动力作用下,产生的振动。
机床受迫振动的频率与激振力的频率相等或接近,此时机床会出现共振现象。
二、机床振动的原因机床振动的原因很多,主要有以下几个方面:1.机床刚度不够:机床刚度过小,会导致机床振动过大。
2.机床结构不合理:机床结构的设计不合理,会导致机床振动。
3.物件不均匀:机床加工物体不均匀,会导致机床振动。
4.切削参数选择不当:切削参数选择不当,会导致机床振动。
三、机床振动的影响机床振动对加工质量和生产效率有很大的影响:1.会导致加工误差和表面粗糙度增加;2.会降低机床的精密度和加工速度,影响加工效率;3.会加速机床的磨损,降低机床使用寿命;4.会产生噪音,影响工作环境。
四、机床振动的分析方法机床振动的分析方法主要有模态分析、频率响应分析和时域分析等。
1.模态分析:模态分析是指将机床看做是一个多自由度振动系统,根据振动理论和结构分析方法,预测机床在振动系统中的一个特有频率和振动型。
2.频率响应分析:频率响应分析是指对机床的受迫振动进行分析,获得机床在不同频率下的响应情况。
3.时域分析:时域分析是指直接测量机床在特定时间段内的振动,并将采集到的数据进行处理、分析和处理。
五、机床振动的控制方法机床振动的控制方法主要有降低机床固有振动频率、采用减振结构和优化切削参数等方法。
1.降低机床固有振动频率:采取提高机床刚度、改变机床结构等措施。
2.采用减振结构:采用减振器、减振基础等减振结构来减小机床的振动。
3.优化切削参数:通过优化切削参数,使之达到最佳点,减少机床振动。
数控机床的噪声与振动控制技术研究随着现代工业的发展,数控机床在制造业中的应用越来越广泛。
然而,数控机床在工作过程中产生的噪声和振动问题却成为制约其应用的一个重要因素。
噪声和振动不仅影响工作环境的舒适性,还会对机床的精度和寿命产生不利影响。
因此,研究数控机床的噪声与振动控制技术显得尤为重要。
首先,我们来了解一下数控机床产生噪声和振动的原因。
数控机床在工作过程中,主要通过电机驱动刀具进行切削加工。
由于切削过程中的冲击和摩擦,机床和工件之间会产生振动,从而引起噪声。
此外,机床的结构设计、刀具的选择、切削参数的设置等因素也会对噪声和振动产生影响。
因此,要控制数控机床的噪声和振动,需要从多个方面入手。
一种常见的噪声和振动控制方法是通过减振技术来实现。
减振技术主要包括机床结构的优化设计、减振材料的应用以及减振装置的安装等。
在机床结构的设计上,可以采用合理的布局和加固措施来降低振动的传递。
同时,可以在关键部位使用减振材料,如橡胶垫、弹簧等,来吸收振动能量。
此外,还可以在机床的底座上安装减振装置,如减振脚等,以降低机床的振动。
除了减振技术,还可以通过噪声控制技术来降低数控机床的噪声。
噪声控制技术主要包括声源控制和传播路径控制两个方面。
在声源控制方面,可以通过优化电机的设计和选用低噪声的电机来减少噪声的产生。
同时,还可以采取隔声罩、隔音罩等措施来隔离噪声源,阻断噪声的传播。
在传播路径控制方面,可以通过隔音材料的应用和声学设计来减少噪声的传播。
此外,还可以利用主动噪声控制技术来降低数控机床的噪声。
主动噪声控制技术是指通过传感器和控制系统对噪声进行实时监测和控制。
传感器可以实时采集噪声信号,并将信号传输给控制系统。
控制系统根据传感器采集到的信号,通过激励器产生与噪声相反的声波,从而实现噪声的抵消。
这种技术可以针对不同频率的噪声进行控制,具有较高的控制精度和效果。
总之,数控机床的噪声与振动控制技术研究是一个复杂而重要的课题。
数控机床加工过程中的振动问题分析与解决方法摘要:数控机床在现代制造业中扮演着至关重要的角色。
然而,数控机床加工过程中常常会出现一些振动问题,对加工质量和机床寿命产生不利影响。
本文将对数控机床加工过程中的振动问题进行分析,并提出一些解决方法,以帮助生产厂商和操作工人提高加工效率和质量。
1. 引言数控机床是一种高效、精度高的自动化加工工具,广泛应用于航空航天、汽车制造、模具加工等领域。
然而,由于机床部件的不完美和操作过程中的一些因素,振动问题成为数控机床加工过程中的一大难题。
振动问题不仅会降低加工质量,还可能导致零件和机床的损坏。
2. 振动问题的分析2.1 振动的类型数控机床加工过程中主要有三种振动类型:一是切削振动,即刀具与工件之间的相互振动;二是结构振动,即机床各个部件之间的振动;三是外界扰动引起的振动,如地震、风噪等。
2.2 振动的影响因素数控机床加工过程中振动问题的产生受到多种因素的影响,包括刀具磨损、工件材料、切削参数、机床刚性等。
其中,刀具磨损是导致振动问题的主要原因之一,它会导致切削力的不稳定,进而引起振动。
3. 振动问题的解决方法针对数控机床加工过程中的振动问题,以下是几种常见的解决方法:3.1 刀具磨损的监测与更换刀具磨损是导致振动问题的主要因素之一。
因此,监测刀具磨损状态非常重要。
可以使用传感器监测切削力和振动信号,通过专业软件进行分析,及时判断刀具磨损情况,一旦发现刀具磨损过大,应及时更换刀具,以保证加工质量和机床的稳定性。
3.2 提高机床刚性机床刚性对振动问题的解决至关重要。
在设计和制造过程中,应注重机床的刚性要求,尤其是在剧烈振动的切削区域,适当增加机床的刚性,减小振动的幅度。
此外,还可以采用补偿措施,如增加减振材料或采用补偿装置,以减少机床振动。
3.3 切削参数的优化切削参数是影响振动问题的重要因素之一。
通过优化切削参数,如切削速度、进给速度、切削深度等,可以减小振动的幅度。