废催化裂化催化剂的危险性及污染特征
- 格式:pdf
- 大小:955.39 KB
- 文档页数:4
教案叶蔚君5.1催化裂化的工艺特点及基本原理[引入]:先提问复习,再从我国催化裂化汽油产量所占汽油总量的比例引入本章内容。
[板书]:催化裂化一、概述1、催化裂化的定义、反应原料、反应产物、生产目的[讲述]:1.催化裂化的定义(重质油在酸性催化剂存在下,在470~530O C的温度和0.1~0.3MPa的条件下,发生一系列化学反应,转化成气体、汽油、柴油等轻质产品和焦炭的过程。
)、反应原料:重质油;(轻质油、气体和焦炭)、(轻质油);[板书]2.催化裂化在炼油厂申的地位和作用:[讲述]以汽油为例,据1988年统计,全世界每年汽油总消费量约为6.5亿吨以上,我国汽油总产量为1750万吨,从质量上看,目前各国普通级汽油一般为90-92RON、优质汽油为96-98RON,我国1988年颁布车用汽油指标有两个牌号,其研究法辛烷值分别为不低于90和97。
但是,轻质油品的来源只靠直接从原油中蒸馏取得是远远不够的。
一般原油经常减压蒸馏所提供的汽油、煤油和柴油等轻质油品仅有10-40%,如果要得到更多的轻质产品以解决供需矛盾,就必须对其余的生质馏分以及残渣油进行二次加工。
而且,直馏汽油的辛烷值太低,一般只有40-60MON,必须与二次加工汽油调合使用。
国内外常用的二次加工手段主要有热裂化、焦化、催化裂化和加氢裂化等。
而热裂化由于技术落后很少发展,而且正逐渐被淘汰,焦化只适用于加工减压渣油,加氢裂化虽然技术上先进、产品收率高、质量好、灵活性大,但设备复杂,而且需大量氢气,因此,技术经济上受到一定限制,所以,使得催化裂化在石油的二次加工过程中占居着重要地位(在各个主要二次加工工艺中居于首位)。
特别是在我国,车用汽油的组成最主要的是催化裂化汽油,约占近80%。
因此,要改善汽油质量提高辛烷值,首先需要把催化裂化汽油辛烷值提上去。
目前我国催化裂化汽油辛烷值RON偏低,必须采取措施改进工艺操作,提高催化剂质量,迅速赶上国际先进水平。
催化裂化的特点,加氢裂化及催化剂的特点
催化裂化的特点:
1.可以提高裂化反应的速率。
2.可以降低裂化反应的温度和压力。
3.可以选择性地产生高附加值的产品。
4.可以循环使用催化剂,降低生产成本。
5.可以减少污染物的排放。
加氢裂化的特点:
1.加氢裂化能够减少裂化反应中的碳催化剂积聚和烯烃不稳定性,增加了反应的选择性。
2.加氢裂化可以生产高质量的液体燃料。
3.加氢裂化反应速率比普通裂解反应慢。
催化剂的特点:
1.高催化活性。
2.高催化选择性。
3.长期催化稳定性。
4.可循环使用,经济性好。
5.具有良好的氧化、还原性能。
6.具有足够的表面积和孔隙度。
7.毒物抗性强。

催化裂化的工艺特点及基本原理催化裂化是一种重要的石油加工工艺,其开发和应用对于提高石油产业发展水平具有重要的意义。
催化裂化工艺的特点和基本原理如下:一、工艺特点:1.高选择性:催化裂化工艺可以将石油馏分中的大分子烃化合物按照其碳数分解为较低碳数的烃化合物,其中可选择的烃化合物主要是汽油和液化气。
因此,催化裂化可以提高汽油和液化气产率,达到更好的操作经济效益。
2.产物分布广:催化裂化反应不仅可以生成汽油和液化气,还可以生成较低碳数的烃化合物,如乙烯、丙烯等。
因此,催化裂化反应可以提供多种不同碳数的烃化合物,满足不同需求。
3.增塔体积积极:催化裂化工艺采用固定床反应器,反应器内填充了催化剂颗粒,因此反应器体积较大。
大体积的反应器可以增加催化裂化反应的容量,提高石油裂解速率,并且还可以增加反应过程的稳定性和可控性。
4.废气利用:催化裂化反应产生的废气中含有非常丰富的烃化合物和能量,可以通过适当的处理和回收利用,从而得到更好的经济效益,并减少对环境的污染。
二、基本原理:催化裂化反应是通过催化剂的作用来进行的,其基本原理如下:1.裂解反应:石油中的长链烃化合物在催化剂的作用下发生热裂解反应,将大分子烷烃分解成较小分子的烃化合物。
这种反应是一个链状反应过程,会生成一系列的短链烃化合物和碳氢烃中间体。
2.重排反应:短链烃化合物和碳氢烃中间体在催化剂的作用下发生重排反应,重新组合成不同碳数的烃化合物。
3.芳构化反应:在催化裂化过程中,由于催化剂特殊的性质,烃化合物还会发生芳构化反应,生成芳烃类化合物,如苯、甲苯等。
4.积碳反应:由于裂化过程产生的碳元素会在催化剂表面析出,形成碳黑,导致催化剂失活。
因此,催化裂化还需要定期对催化剂进行再生,以保持其活性。
综上所述,催化裂化工艺具有高选择性、广泛的产物分布、增塔体积积极和废气利用等特点。
其基本原理包括裂解反应、重排反应、芳构化反应和积碳反应。
催化裂化工艺的开发和应用有助于提高石油产业的经济效益和环境可持续性。
催化裂化催化裂化技术的工业化始于1936年,半个多世纪以来,这一工艺得到了迅速发展,先后出现过多种形式的催化裂化工业装置。
固定床和移动床催化裂化是早期的工业装置,随着微球硅铝和沸石催化剂的出现,流化床和提升管催化裂化相继问世。
我国催化裂化工艺的发展,起点较高,发展迅速,目前,己拥有5 0万吨/年以上规模的催化裂化装置60余套,总加工能力4200万吨/年,占原油加工能力的30%左右。
我国催化裂化工业装置绝大部分是技术先进的提升管催化裂化(有些是由床屋流化催化裂化装置改建的)。
一.生产中几个常用的基本概念(一)转化率和回炼操作1.转化率转化率是原料转化为产品的百分率。
它是衡量反应深度的综合指标。
转化率又有总转化率和单程转化率之分。
总转化率是对新鲜原料而言,按惯例,工业上常用下式定义:2.回炼操作回炼操作又叫循环裂化。
由于新鲜原料经过一次反应后不能都变成要求的产晶,还有一部分和原料油馏程相近的中间馏分。
把这部分中间馏分送回反应器重新进行反应就叫回炼操作。
这部分中间馏分油就叫做回炼油(或称循环油)。
如果这部分循环油不去回炼而作为产晶进出装置,这种操作叫单程裂化。
用比较苛刻的操作条件,例如催化剂活性高、反应温度和再生条件苛刻等,采用单程裂化的方式进行生产可以达到一定的反应深度;在比较缓和的条件下,采用回炼操作,也可使新鲜原料达到相同的转化率。
两种方式对比,显然,采用回炼操作产品分布好,即轻质油收率高。
这是因为回炼操作条件缓和,汽油和柴油二次裂化少。
但是,回炼操作比单程裂化处理能力低,增加能耗。
因为回炼油是已经裂化过的馏分,它的化学组成和新鲜原料有区别,芳烃含量多,较难裂化。
总转化率是对新鲜原料而言的,总转化率高,说明新鲜原料最终反应深度大。
但是反应条件的苛刻程度或总进料油裂化的难易程度只有用单程转化率才能反映出来。
单程转化率表示为:式中回炼比是回炼油(包括回炼油浆)与新鲜原料重量之比,即:(二)空速和反应时间回炼比的大小由原料性质和生产方案决定,通常,多产汽油方案采用小回炼比,多产柴油方案用大回炼比。

催化装置催化剂装卸过程粉尘污染的防治摘要:文章具体阐述了在生产实际中如何减少催化剂装卸过程的粉尘污染。
关键词:裂化催化剂粉尘防治随着社会发展和劳动人民生活水平的提高,员工对作业过程工作环境要求越来越高,从而促使企业必须重视作业环境的污染防治。
长岭1#催化装置裂化催化剂装卸过程的粉尘污染已严重影响到作业区域内人员可承受程度,因此,防治成为必要。
1装置简介公司催化装置为120万吨/年加工能力,采用催化裂化流化再生工艺。
主要加工原料为蜡油、加氢重油等,产品有干气、液化气、汽油、柴油及重燃料油。
装置具体工艺简图如下:干气出装置图1 120×104kt/a催化裂化装置工艺流程简图该工艺的一个显著特点就是使用裂化催化剂,而且需要不断向再生器内补充新鲜催化剂,以保持合适的催化活性,确保反应向有利于好的产品分布方面转化。
由于该类催化剂是固体微颗粒状的,粒径大部分为40μm~80μm,这些微粒在系统运转过程中不断破碎变为更小颗粒,加之还有20%左右为0μm~40μm,极易扬尘,这样,也就自然产生了三个问题:1)在装载新鲜催化剂或卸出废催化剂的过程中,会出现大量扬尘,会严重影响作业区域内的环境,造成污染。
2)催化剂在系统运转过程中,不断出现跑损,虽然有回收设施,但还有部分会随烟气、重质油品带入环境中和进入成品罐。
3)回收的废催化剂的处理问题。
2裂化催化剂特性裂化催化剂主要由基质和活性组分组成,两者借助粘结剂组成颗粒似球状物质。
沸石(即分子筛)为活性组元,分散于基质上。
基质的主要成份为Al2O3、SiO2。
基质的作用主要是提供良好的物理性能,如合理的孔分布,适宜的表面积和在水热条件下得到结构稳定性良好的汽提性能、再生烧焦性能、足够的机械强度和流动性能。
活性组分一般由各种形态的分子筛担任,其主要成份为结晶状的Al2O3、SiO2;它的主要作用是提供原料裂化活性、选择和自身的水热稳定性、抗中毒性。
由于目前使用的裂化催化剂都是与一定数量的钝化剂一起使用的,由于钝化剂中的金属锑是一种有毒有害物质,加之催化剂在系统循环过程中会从原料重组分中结焦析出微量的镍(Ni)、钒(V)等重金属并附着于催化剂上,使催化剂污染在粉尘污染的基础上增加了毒性污染和重金属污染,因而,催化剂的危害程度不容忽视。
石油化工废催化剂中往往含有一些有毒成分,主要是重金属和挥发性有机物,具有很大的环境风险,对其进行无害化处理处置显得尤为重要。
此外,石油化工废催化剂中有较高含量的贵金属或其他有价金属,有些甚至远高于某些贫矿中的相应组分的含量,金属品位高,可将其作为二次资源回收利用。
对石油化工废催化剂进行综合利用既可以提高资源利用率,更可以避免废催化剂带来的环境问题,实现可持续发展。
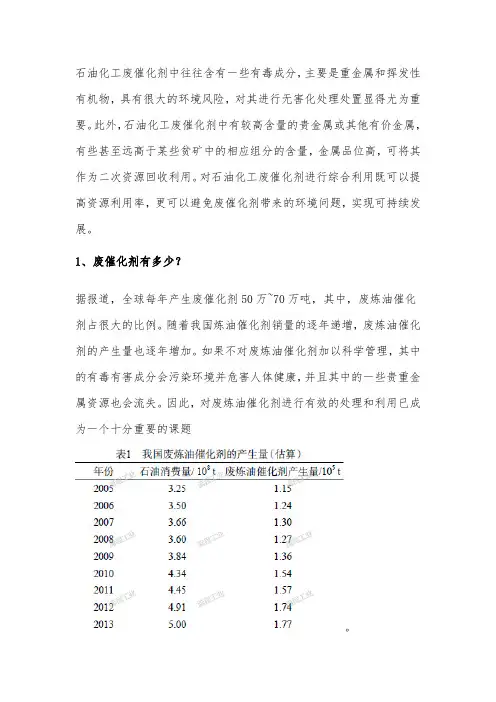
1、废催化剂有多少?据报道,全球每年产生废催化剂50万~70万吨,其中,废炼油催化剂占很大的比例。
随着我国炼油催化剂销量的逐年递增,废炼油催化剂的产生量也逐年增加。
如果不对废炼油催化剂加以科学管理,其中的有毒有害成分会污染环境并危害人体健康,并且其中的一些贵重金属资源也会流失。
因此,对废炼油催化剂进行有效的处理和利用已成为一个十分重要的课题。
目前,FCC催化剂的使用量占据了较大的市场份额,约为炼油催化剂总使用量的68.9%;加氢精制、加氢裂化和催化重整催化剂所占比例分别为9.4%,6.2%,3.3%;其他种类的炼油催化剂所占比例约为12.2%。
2015年我国石油消费量达到5.85亿吨(估算值),废炼油催化剂的产生量也达到20.7万吨(估算值)。
2、主要成分及含量几种催化裂化、加氢精制、加氢裂化和催化重整新鲜催化剂的主要成分及含量见表2。
由于催化剂反应活性的需要,有些新鲜催化剂本身就含有有毒有害成分。
如加氢精制与加氢裂化催化剂中含有NiO,属于致癌性物质。
炼油过程中,原油中的一些有毒有害成分会进入到催化剂中,废炼油催化剂的主要成分及含量见表3~4。
由表3可见,废FCC催化剂表面可能沉积有Ni,V,Fe等重金属,少量的Na,Mg,P,Ca,As,Cu等元素也会沉积在废催化剂上。
另外,为了使沉积在催化剂上的重金属活性受到抑制,通常会向系统中加入一定量的钝化剂,而钝化剂中含有Sb,也是一种有毒物质。
废加氢精制催化剂上会有Ni和V等金属沉积,根据进料的不同,As、Fe、Ca、Na及黏土等杂质也会沉积在催化剂上使其活性降低甚至失活。
炼油厂废催化剂炼油厂是一个重要的工业领域,它负责将原油转化为各种石油产品,如汽油、柴油和润滑油等。
然而,在炼油过程中,也会产生大量的废弃物,其中之一就是废催化剂。
废催化剂是指在炼油过程中用于催化反应的固体材料,它们经过长时间的使用后失去了活性,无法继续使用,只能成为废弃物。
废催化剂的主要成分是铝和硅以及其他一些金属元素,如镍、钴和钼等。
除了这些主要的成分外,废催化剂中还含有一些有害物质,如重金属和有机化合物等。
由于这些有害物质的存在,废催化剂不能随意丢弃,需要进行特殊处理。
目前,对于炼油厂废催化剂的处理方法主要有两种:物理处理和化学处理。
物理处理是指对废催化剂进行物理手段的处理,如筛分、干燥和破碎等。
通过这些方法,可以使废催化剂的体积减小,方便后续处理。
然而,物理处理不能完全去除废催化剂中的有害物质,因此还需要进一步进行化学处理。
化学处理是指对废催化剂进行化学反应的处理,以去除其中的有害物质。
目前常用的化学处理方法包括浸泡法、酸碱法和高温氧化法等。
这些方法可以有效地去除废催化剂中的有害物质,使其成为无害的固体废物。
废催化剂的处理还需要考虑到其资源化利用的问题。
废催化剂中含有一些有价值的金属元素,如钴、钼和镍等,可以通过适当的方法进行回收利用。
此外,废催化剂中的硅和铝等材料也可以作为原材料进行再利用。
废催化剂的处理对于环境保护和资源利用具有重要意义。
通过科学有效的处理方法,可以减少对环境的污染,并实现废催化剂的资源化利用。
同时,炼油厂也应加强监管,确保废催化剂的处理符合相关的环保标准和法规要求。
总之,炼油厂废催化剂是一种特殊的废弃物,其处理需要采取物理和化学相结合的方法,以去除有害物质,并实现资源化利用。
这不仅有助于环境保护,还对炼油厂的可持续发展起到了积极的作用。

炼油过程中的废催化剂处理【建筑工程类独家文档首发】90%以上的石油化学反应是通过催化剂来实现的。
催化剂再生后原有的活性受损,多次再生后,活性低于可接受的程度时,就成为废催化剂。
随着石油化工业的迅速发展,石油化工废催化剂的产量也迅猛增长。
石油化工废催化剂中往往含有一些有毒成分,主要是重金属和挥发性有机物,具有很大的环境风险,对其进行无害化处理处置显得尤为重要。
此外,石油化工废催化剂中有较高含量的贵金属或其他有价金属,有些甚至远高于某些贫矿中的相应组分的含量,金属品位高,可将其作为二次资源回收利用。
对石油化工废催化剂进行综合利用既可以提高资源利用率,更可以避免废催化剂带来的环境问题,实现可持续发展。
1、废催化剂有多少?据报道,全球每年产生废催化剂50万~70万吨,其中,废炼油催化剂占很大的比例。
随着我国炼油催化剂销量的逐年递增,废炼油催化剂的产生量也逐年增加。
如果不对废炼油催化剂加以科学管理,其中的有毒有害成分会污染环境并危害人体健康,并且其中的一些贵重金属资源也会流失。
因此,对废炼油催化剂进行有效的处理和利用已成为一个十分重要的课题。
目前,FCC催化剂的使用量占据了较大的市场份额,约为炼油催化剂总使用量的68.9%;加氢精制、加氢裂化和催化重整催化剂所占比例分别为9.4%,6.2%,3.3%;其他种类的炼油催化剂所占比例约为12.2%。
2015年我国石油消费量达到5.85亿吨(估算值),废炼油催化剂的产生量也达到20.7万吨(估算值)。
2、主要成分及含量几种催化裂化、加氢精制、加氢裂化和催化重整新鲜催化剂的主要成分及含量见表2。
由于催化剂反应活性的需要,有些新鲜催化剂本身就含有有毒有害成分。
如加氢精制与加氢裂化催化剂中含有NiO,属于致癌性物质。
炼油过程中,原油中的一些有毒有害成分会进入到催化剂中,废炼油催化剂的主要成分及含量见表3~4。
由表3可见,废FCC催化剂表面可能沉积有Ni,V,Fe等重金属,少量的Na,Mg,P,Ca,As,Cu等元素也会沉积在废催化剂上。
脱硝催化剂的危害在当今社会高度发展的背后,环境污染问题日益严重。
为了减少大气中的氮氧化物排放对环境的损害,脱硝催化剂逐渐应用于工业生产中。
然而,尽管脱硝催化剂在降低氮氧化物排放方面具有显著作用,但其使用也存在一定的危害性。
首先,脱硝催化剂中常用的主要成分之一是铜催化剂。
然而,铜及其化合物具有一定的毒性,对人体健康造成潜在威胁。
铜被吸入或摄入后会积聚在人体内,引起多种不良反应,如胃肠道症状、呕吐、腹泻等。
特别是长期接触铜催化剂的工人,容易患上肺部疾病和过敏性皮炎。
因此,在使用脱硝催化剂时,必须采取必要的安全措施,如戴口罩、手套等,以减少与铜催化剂接触的风险。
其次,脱硝催化剂在催化反应过程中会产生一些有害物质。
例如,脱硝催化剂中所含的钒、镍等金属可能会催化一些有毒有害气体的生成,如氨气、氰化氢等。
这些有害气体对人体健康具有严重危害性,长期接触可导致中毒、呼吸系统损害甚至死亡。
因此,在脱硝催化剂的使用和处理过程中,必须做好安全防护措施,防止有害气体泄露和扩散。
此外,脱硝催化剂的制备和处理也会对环境造成一定污染。
催化剂制备过程中会产生大量废水和废气,其中含有有毒有害物质。
这些废水和废气的处理需要高额的成本和技术条件,容易给环境带来二次污染。
同时,废弃的脱硝催化剂也需要进行特殊的处理和处置,否则会对土壤和水源造成污染。
针对脱硝催化剂的危害,我们应该采取一系列的措施来减少其对人类和环境的危害。
首先,应严格控制脱硝催化剂的使用量,避免过量使用导致有害物质的产生。
其次,在操作和处理脱硝催化剂时,应加强安全教育和培训,提高工作人员的安全意识和技能水平。
此外,还应加强脱硝催化剂的生产过程监管,优化废水和废气的处理方法,减少二次污染的风险。
综上所述,脱硝催化剂在降低氮氧化物排放方面具有重要作用,但其使用也存在一定的危害性。
我们必须认识到脱硝催化剂的危害,采取必要的措施来减少其对人类健康和环境的威胁。
只有合理使用和管理脱硝催化剂,才能实现环保与经济发展的平衡。
废催化剂怎么处理对于化工行业来说,废催化剂的处理一直是一个重要的环节。
废催化剂是指催化剂在催化反应过程中,随着时间的推移,催化活性逐渐下降,无法再继续用于生产的催化剂。
由于废催化剂中含有大量的有毒有害物质,对环境和人体健康造成潜在威胁,因此正确处理废催化剂至关重要。
废催化剂处理的方法主要包括物理处理和化学处理两种。
物理处理主要通过物理手段将废催化剂处理掉。
一种常见的物理处理方法是固化处理,即将废催化剂与固化剂混合,形成一种固体物质。
固化后的废催化剂具有较高的稳定性,可以减少有害物质的释放。
另一种物理处理的方法是热处理,即通过高温处理废催化剂,使有害物质发生分解或转化为无害物质。
化学处理主要通过化学方法将废催化剂处理掉。
常见的化学处理方法包括酸碱中和、氧化还原等。
酸碱中和是将废催化剂与酸碱溶液反应,使有害物质与酸碱中和生成无害物质。
氧化还原是通过氧化还原反应,将废催化剂中的有害物质氧化为无害物质。
除了物理处理和化学处理,还有一种常见的处理废催化剂的方法是回收利用。
回收利用废催化剂可以减少资源浪费,同时也能降低环境污染。
废催化剂中的催化成分可以通过一系列的回收流程,再次得到有效利用。
回收利用废催化剂的方法有很多,根据废催化剂的性质和催化成分的特点不同,可以采用不同的回收利用方法。
废催化剂处理是一个复杂而重要的环节。
正确处理废催化剂可以减少对环境的污染,保护人体健康。
在实际操作过程中,应根据废催化剂的性质和催化成分的特点选择合适的处理方法。
同时,也要注意处理过程中的安全措施,确保操作人员的安全。
只有综合考虑各种因素,科学合理地处理废催化剂,才能达到最佳的处理效果。
总结起来,废催化剂的处理方法包括物理处理、化学处理和回收利用。
通过固化处理、热处理、酸碱中和、氧化还原等方法,可以有效降低废催化剂对环境和人体健康的影响。
同时,回收利用废催化剂也是一种重要的处理方法,可以减少资源浪费,并达到可持续发展的目标。