基于PLC的SGA726型剑杆织机控制系统(1)
- 格式:pdf
- 大小:210.46 KB
- 文档页数:5
基于PLC的钻孔组合机床控制系统设计摘要:钻孔组合机床是一种常用的加工设备,其控制系统对于机床的工作效率和加工质量有着重要的影响。
本文基于PLC(可编程逻辑控制器)技术,设计了一种钻孔组合机床控制系统,并对系统进行了仿真和实验验证。
实验结果表明,该控制系统能够稳定可靠地控制钻孔组合机床的工作,并且具有较高的精度和效率。
关键词:PLC;钻孔组合机床;控制系统;仿真;实验验证一、引言钻孔组合机床是一种常用的加工设备,广泛应用于各行各业。
传统的钻孔组合机床控制系统多采用电磁继电器和电路控制的方式,具有控制精度低、可靠性差等缺点。
而PLC技术具有编程灵活、控制精度高、可靠性好等优点,因此在钻孔组合机床控制系统中得到了广泛应用。
本文基于PLC技术,设计了一种钻孔组合机床控制系统,并对系统进行了仿真和实验验证。
二、PLC钻孔组合机床控制系统的设计1.控制系统硬件设计PLC钻孔组合机床控制系统的硬件部分包括PLC主控模块、人机界面模块、执行机构模块等。
PLC主控模块实现对整个控制系统各部分的控制指令的解码和执行;人机界面模块为操作员提供了直观的控制界面;执行机构模块负责实际的加工操作。
2.控制系统软件设计PLC钻孔组合机床控制系统的软件部分主要包括控制程序的编写和参数设置。
控制程序的编写是整个软件设计的核心,包括自动控制程序、手动控制程序、故障检测程序等。
参数设置是根据具体的机床和工件进行的,包括钻孔深度、钻孔速度等参数的设置。
三、PLC钻孔组合机床控制系统的仿真为了验证设计的控制系统的正确性和可行性,本文进行了系统的仿真。
仿真结果表明,控制系统能够稳定可靠地控制钻孔组合机床的工作,并且具有较高的精度和效率。
四、PLC钻孔组合机床控制系统的实验验证根据仿真结果,设计了实验验证方案,并进行了实验。
实验结果表明,控制系统能够稳定可靠地控制钻孔组合机床的工作,实现了钻孔深度和钻孔速度的准确控制。
五、总结通过本文的研究,基于PLC的钻孔组合机床控制系统设计得到了较好的结果。
SGA726Ⅲ型剑杆织机立项投资融资项目可行性研究报告(典型案例〃仅供参考)广州中撰企业投资咨询有限公司地址:中国〃广州目录第一章SGA726Ⅲ型剑杆织机项目概论 (1)一、SGA726Ⅲ型剑杆织机项目名称及承办单位 (1)二、SGA726Ⅲ型剑杆织机项目可行性研究报告委托编制单位 (1)三、可行性研究的目的 (1)四、可行性研究报告编制依据原则和范围 (2)(一)项目可行性报告编制依据 (2)(二)可行性研究报告编制原则 (2)(三)可行性研究报告编制范围 (4)五、研究的主要过程 (5)六、SGA726Ⅲ型剑杆织机产品方案及建设规模 (6)七、SGA726Ⅲ型剑杆织机项目总投资估算 (6)八、工艺技术装备方案的选择 (6)九、项目实施进度建议 (6)十、研究结论 (6)十一、SGA726Ⅲ型剑杆织机项目主要经济技术指标 (9)项目主要经济技术指标一览表 (9)第二章SGA726Ⅲ型剑杆织机产品说明 (15)第三章SGA726Ⅲ型剑杆织机项目市场分析预测 (15)第四章项目选址科学性分析 (15)一、厂址的选择原则 (15)二、厂址选择方案 (16)四、选址用地权属性质类别及占地面积 (16)五、项目用地利用指标 (17)项目占地及建筑工程投资一览表 (17)六、项目选址综合评价 (18)第五章项目建设内容与建设规模 (19)一、建设内容 (19)(一)土建工程 (19)(二)设备购臵 (20)二、建设规模 (20)第六章原辅材料供应及基本生产条件 (20)一、原辅材料供应条件 (20)(一)主要原辅材料供应 (20)(二)原辅材料来源 (21)原辅材料及能源供应情况一览表 (21)二、基本生产条件 (22)第七章工程技术方案 (23)一、工艺技术方案的选用原则 (23)二、工艺技术方案 (24)(一)工艺技术来源及特点 (24)(二)技术保障措施 (24)(三)产品生产工艺流程 (25)SGA726Ⅲ型剑杆织机生产工艺流程示意简图 (25)三、设备的选择 (26)(一)设备配臵原则 (26)(二)设备配臵方案 (27)主要设备投资明细表 (27)第八章环境保护 (28)一、环境保护设计依据 (28)二、污染物的来源 (29)(一)SGA726Ⅲ型剑杆织机项目建设期污染源 (30)(二)SGA726Ⅲ型剑杆织机项目运营期污染源 (30)三、污染物的治理 (30)(一)项目施工期环境影响简要分析及治理措施 (31)1、施工期大气环境影响分析和防治对策 (31)2、施工期水环境影响分析和防治对策 (35)3、施工期固体废弃物环境影响分析和防治对策 (36)4、施工期噪声环境影响分析和防治对策 (37)5、施工建议及要求 (39)施工期间主要污染物产生及预计排放情况一览表 (41)(二)项目营运期环境影响分析及治理措施 (42)1、废水的治理 (42)办公及生活废水处理流程图 (42)生活及办公废水治理效果比较一览表 (43)生活及办公废水治理效果一览表 (43)2、固体废弃物的治理措施及排放分析 (43)3、噪声治理措施及排放分析 (44)主要噪声源治理情况一览表 (46)四、环境保护投资分析 (46)(一)环境保护设施投资 (46)(二)环境效益分析 (47)五、厂区绿化工程 (47)六、清洁生产 (48)七、环境保护结论 (48)施工期主要污染物产生、排放及预期效果一览表 (50)第九章项目节能分析 (51)一、项目建设的节能原则 (51)二、设计依据及用能标准 (51)(一)节能政策依据 (51)(二)国家及省、市节能目标 (52)(三)行业标准、规范、技术规定和技术指导 (53)三、项目节能背景分析 (53)四、项目能源消耗种类和数量分析 (55)(一)主要耗能装臵及能耗种类和数量 (55)1、主要耗能装臵 (55)2、主要能耗种类及数量 (55)项目综合用能测算一览表 (56)(二)单位产品能耗指标测算 (56)单位能耗估算一览表 (57)五、项目用能品种选择的可靠性分析 (58)六、工艺设备节能措施 (58)七、电力节能措施 (59)八、节水措施 (60)九、项目运营期节能原则 (60)十、运营期主要节能措施 (61)十一、能源管理 (62)(一)管理组织和制度 (62)(二)能源计量管理 (62)十二、节能建议及效果分析 (63)(一)节能建议 (63)(二)节能效果分析 (63)第十章组织机构工作制度和劳动定员 (64)一、组织机构 (64)二、工作制度 (64)三、劳动定员 (65)四、人员培训 (65)(一)人员技术水平与要求 (65)(二)培训规划建议 (66)第十一章SGA726Ⅲ型剑杆织机项目投资估算与资金筹措 (66)一、投资估算依据和说明 (66)(一)编制依据 (67)(二)投资费用分析 (68)(三)工程建设投资(固定资产)投资 (69)1、设备投资估算 (69)2、土建投资估算 (69)3、其它费用 (69)4、工程建设投资(固定资产)投资 (70)固定资产投资估算表 (70)5、铺底流动资金估算 (70)铺底流动资金估算一览表 (71)6、SGA726Ⅲ型剑杆织机项目总投资估算 (71)总投资构成分析一览表 (71)二、资金筹措 (72)投资计划与资金筹措表 (73)三、SGA726Ⅲ型剑杆织机项目资金使用计划 (73)资金使用计划与运用表 (73)第十二章经济评价 (74)一、经济评价的依据和范围 (74)二、基础数据与参数选取 (75)三、财务效益与费用估算 (75)(一)销售收入估算 (76)产品销售收入及税金估算一览表 (76)(二)综合总成本估算 (76)综合总成本费用估算表 (77)(三)利润总额估算 (77)(四)所得税及税后利润 (77)(五)项目投资收益率测算 (78)项目综合损益表 (78)四、财务分析 (79)财务现金流量表(全部投资) (81)财务现金流量表(固定投资) (83)五、不确定性分析 (84)盈亏平衡分析表 (84)六、敏感性分析 (85)单因素敏感性分析表 (86)第十三章SGA726Ⅲ型剑杆织机项目综合评价 (87)第一章项目概论一、项目名称及承办单位1、项目名称:SGA726Ⅲ型剑杆织机投资建设项目2、项目建设性质:新建3、项目承办单位:广州中撰企业投资咨询有限公司4、企业类型:有限责任公司5、注册资金:100万元人民币二、项目可行性研究报告委托编制单位1、编制单位:广州中撰企业投资咨询有限公司三、可行性研究的目的本可行性研究报告对该SGA726Ⅲ型剑杆织机项目所涉及的主要问题,例如:资源条件、原辅材料、燃料和动力的供应、交通运输条件、建厂规模、投资规模、生产工艺和设备选型、产品类别、项目节能技术和措施、环境影响评价和劳动卫生保障等,从技术、经济和环境保护等多个方面进行较为详细的调查研究。
基于PLC的数控机床电气控制系统研究【摘要】本文围绕基于PLC的数控机床电气控制系统展开研究,通过分析研究背景、研究目的和意义及价值,揭示了PLC在数控机床中的应用以及数控机床电气控制系统的特点。
探讨了基于PLC的数控机床电气控制系统设计原理和研究方法,结合实际案例展示了其应用效果。
结论部分总结了研究成果,展望未来研究方向,并得出研究的启示。
通过本文的研究,有望提高数控机床的生产效率和精度,促进工业自动化的发展,具有重要的理论和实践意义。
【关键词】PLC、数控机床、电气控制系统、研究、设计原理、研究方法、应用案例、结论、未来研究方向、启示1. 引言1.1 研究背景本文旨在探讨基于PLC的数控机床电气控制系统的设计原理、研究方法和应用案例,旨在为数控机床制造商和研发人员提供参考,推动数控机床电气控制技术的进步与应用。
1.2 研究目的研究目的是为了深入探讨基于PLC的数控机床电气控制系统的设计和应用,从而提高数控机床的性能和精度,提高生产效率,降低能源消耗和成本。
通过研究,我们希望能够总结出一套科学的设计原则和方法,为数控机床领域的相关工作者提供有益的参考和借鉴,促进数控机床技术的发展和应用。
我们也希望通过这项研究,进一步推动PLC技术在数控机床领域的应用,促进数字化制造技术的发展,提高我国制造业的竞争力和创新能力。
通过研究基于PLC的数控机床电气控制系统,我们可以为我国工业自动化领域的发展做出贡献,推动我国制造业向高端、智能化方向迈进。
1.3 意义和价值基于PLC的数控机床电气控制系统具有重要的意义和价值。
这种电气控制系统可以实现自动化生产,提高生产效率,减少人力成本,提高产品质量和一致性。
基于PLC的数控机床电气控制系统可以实现多功能控制,即便在复杂的加工工艺中也能保持高度的稳定性和精度。
随着信息化和智能化的发展,基于PLC的数控机床电气控制系统还可以与其他系统进行数据共享和联网,实现智能制造。

目录中文摘要 (1)英文摘要 (2)1 绪论 (3)1.1 造纸机控制系统设计目的与意义 (3)1.2 造纸机控制系统的研究现状 (3)1.3 本文的主要内容 (4)2 造纸机控制系统 (5)2.1 造纸机控制系统要求 (5)2.2 造纸机控制系统的方案 (6)3 控制系统的硬件电路设计 (7)3.1 硬件系统组成 (7)3.1.1 硬件电路主要器件 (7)3.1.2 硬件电路的工作原理 (8)3.2系统硬件原理图 (12)3.2.1系统电机部分原理图 (12)3.2.2 PLC与变频器连接的硬件电路 (14)3.2.3 PLC的模块电路 (17)4 系统软件设计 (21)4.1 系统软件设计的介绍 (21)4.1.1 Step7软件内容 (21)4.1.2 添加通讯适配器 (21)4.2 系统硬件组态与软件编程 (22)4.2.1 系统硬件组态 (22)4.2.2 软件流程图 (22)4.2.3 PLC的软件编程 (23)结论 (26)谢辞 (27)参考文献 (28)附录1:系统控制原理图 (29)附录2:PLC原理图 (30)基于PLC的造纸机控制系统的设计摘要:造纸业是与社会文明和经济发展息息相关的基础原材料产业,目前国内造纸业自动化水平与国外存在着一定差距,因此造纸系统的设计对造纸业来说至关重要。
本文设计了一套基于PLC的造纸机控制系统,系统以S7-300 PLC作为控制核心,以ABB变频器作为驱动单元,三相交流电机作为执行单元,由PLC通过Profibus-DP网络与变频器之间的通信完成各传动点的启动、停止、加速、减速、紧纸等操作。
论文介绍了国内外造纸行业的发展历程,根据造纸机的控制要求确定了系统的控制方案;设计了控制系统的硬件电路图,介绍了其工作原理,并进行了元器件的选型;基于编程软件Step7完成了系统的硬件组态以及控制程序的编写。
本文设计的基于PLC的造纸机控制系统,结构简单,成本低,控制方便。
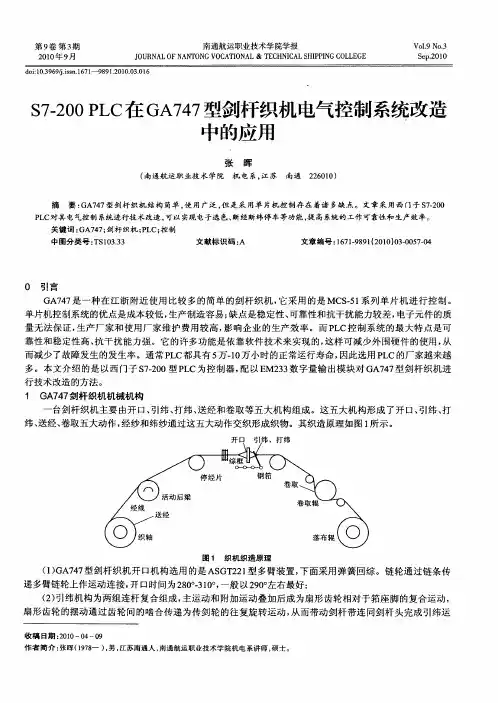
第1期(总第125期)机械管理开发2012年2月No.1(S UM No.125)M EC HANIC ALM ANAGEM ENT ANDDEVELOPM ENTFeb.20121国内外剑杆织机的发展现状我国剑杆织机(无梭织机)自20世纪80年代引进以来,经过30多年的摸索、消化、改进、研制,现已形成了“品种齐全,高、中、低档皆有”的局面,近几年来发展速度很快,生产企业遍及全国十几个省市共约50多家,其中,几大生产厂家都有了自己的特色产品。
目前,国内企业批量生产和销售的机型主要有意大利舒美特公司的SM 93机型,如山东聊城昌润纺织厂(GA731-II ,ER-1000型)和经纬纺织机械股份有限公司(JWG1724及其延伸型);另外,还有比利时比加诺GTM 机型,如毕加诺(苏州)纺机公司(型号为GTM -AS ),高淳纺机厂(型号为SGA726型)等等。
近年来引进的剑杆织机普遍应用了微处理机监控,可对设备的运行情况和各项工艺参数进行监测和显示,使产品结构和档次明显提高。
在机电一体化应用方面,以CPU (中央处理器)为核心的高性能工业控制器和新型驱动技术的结合,以及各种新型传感器在织机上的应用,使剑杆织机实现了自动化和智能化。
机电一体化和信息化提升了剑杆织机的整体水平,由于对织机实现了实时信息控制,为设备的监控提供了更精确的数据信息,织机的控制更方便,织机性能更优越,结构更简单。
国外剑杆织机主要生产厂商在体现织机高速化、智能化、自动化、多适用化、模块化等方面作了大量的改进和努力。
如意大利SM IT 公司推出的GS920型剑杆织机,比利时必佳诺(PICANOL )公司最新一代的OPTIM AX 型剑杆织机,都充分应用了最新的、综合性的模块化设计理念,可扩展和演化原机型。
国内外剑杆织机均可选用SQC (统计质量控制)品种快速更换系统,多种机型主传动还采用了变速电机驱动[1]。
从面料市场的情况看,无论是国内市场还是国际市场,要求越来越高,花色品种的变化也越来越快,布幅要求越来越宽,从而使织机对织物的适应性要强,生产效率要高成为市场对织机的基本要求。
装备技术数码世界 P.260基于PLC的滚珠丝杆运动控制系统尚磊 张可菊* 沈阳工学院信息与控制学院摘要:随着微电子技术、计算机技术和软件技术的迅速发展,数控机床的控制系统日益趋向于小型化和多功能化,具备完善的自诊断功能;可靠性也大大提高。
数控系统本身将普遍实现自动编程PLC (可编程控制器) 是一种专门为在工业环境下应用而设计的数字运算操作的电子装置。
关键词:可编程控制器 数控系统 数字运算1 引言滚珠丝杆是将角位移转化为线位移,或将线位移转化为角位移的理想产品,可以使传动和定位在同一零件上得到实现。
另外,滚珠丝杠不但能作定位,传动零件,还可以起到定位的作用。
由于使用滚珠作为其传递运动的媒介,使得滑动运动变为滚动运动,从而大大减少了摩擦作用,提高了传动的效率。
滚珠丝杠有效率高、精度高、微给进、使用寿命长等特点,因此,它成为了工具机械和精密机械上最常使用的传动元件。
2 系统工作原理运动控制通常是指在复杂条件下,将预定的控制方案、规划指令转变成期望的机械运动。
一般表现为直接对电动机的控制,使其完成位置、速度及加速度等实时控制过程,使运动部件按照预期的轨迹和规定的运动参数完成相应的动作。
运动控制系统是以机械运动的驱动设备——电动机作为控制对象,以控制器为核心,以电力电子、功率变换装置为执行机构,在自动控制理论指导下组成的电气传动控制系统。
这类系统控制电动机的转矩、转速和转角,将电能转换为机械能,对被控机械实现精确的位置、速度、加速度、转矩或力控制,以及这些被控量的综合控制。
基于PMAC2型运动控制器的滚珠丝杆运动运动系统是由三相电源、变压器、接触器等电子设备和上位计算机、PMAC2运动控制卡型控制器、驱动器、电机、滚珠丝杆、编码器、接近开关以及光栅尺等机械器件组成的。
三相电源380V经过变压器变压分别给电动机、驱动器和控制电路供电,接近开关对工作台的行程位置进行限位控制;上位计算机进行系统管理、任务协调和人机交互,运动控制器的主要任务是根据作业的要求和传感器件的信号进行必要的逻辑/数学运算,将分析、计算所得出的运动命令以数字脉冲信号或模拟量的形式送到驱动器中,为电机驱动装置提供正确的控制信号。
令狐文艳创作毕业论文(设计)令狐文艳题目:基于PLC的数控机床控制设计班级专业电气自动化学生姓名指导教师摘要数控机床是一种机电一体化的数字控制自动化机床。
早期的数控机床是依靠继电器逻辑来实现相应的功能。
由于继电器逻辑是一种硬接线系统,布线复杂,体积庞大,更改困难,一旦出现问题,很难维修。
这样的系统,其可靠性往往也不高,影响正常的生产。
本文正是针对这一问题展开工作的。
本文介绍了西门子可编程控制器对CK9930机床的电气控制部分的改造设计,重点阐述了数控机床PLC的功能、机床的电气控制原理及相应的PLC程序编制与调试三方面的问题。
并且详尽地展示了PLC控制程序的开发过程。
根据数控车床所承担加工任务的特点,可知其操作过程比较复杂。
要用PLC控制车床动作,必须将PLC及其控制模块和相应的执行元件加以组合。
所以在该控制程序的开发过程中,采用了模块化的结构设计方法。
本文主要完成了主轴控制、坐标轴控制、自动换刀控制、定时润滑控制以及报警处理等功能的PLC控制程序的开发。
并且利用FXGP_WIN-C软件编写了该机床的PLC控制程序,并借助其运行、监控功能,通过相关设备,观察了程序的运行情况。
关键词:PLC控制,数控车床,梯形图目录摘要1第1章概述41.1数控系统的工作原理41.1.1 数控系统的组成41.1.2 数控系统的工作原理51.2 PLC的硬件与工作原理61.2.1 PLC简介61.2.2 PLC的基本结构61.2.3 PLC的工作原理7第2章数控车床PLC82.1 数控车床PLC的信息传递82.2 数控车床中PLC的功能92.2.1 PLC对辅助功能的处理92.2.2 PLC的控制对象92.3 用PLC实现车床电气控制系统的功能102.4 利用PLC代替继电器--接触器控制方式的优越性11第3章 CK9930数控车床电气控制分析123.1 车床主要结构和运动形式123.2 车床对电气控制的要求123.3 车床的电气控制电路分析123.3.1 主电路分析143.3.2控制电路分析15第4章 PLC程序设计方法164.1 PLC的编程语言164.2 PLC程序设计步骤164.3 PLC程序的模块化设计184.4 输入输出分配184.5 梯形图程序设计204.5.2 公用程序214.5.3 回原点程序214.5.4 主轴控制程序224.5.5 坐标轴控制程序244.5.6 报警处理程序274.5.7 定时润滑控制程序274.5.8 冷却程序294.5.9 自动换刀控制程序304.5.10 需要说明的问题324.6 梯形图程序的调试324.7 本章小结33第5章调试程序33结论36致谢38参考文献39、第1章概述CK9930型数控车床配备的是华中I型数控系统,是一种比较老式的小型简易经济型数控系统。
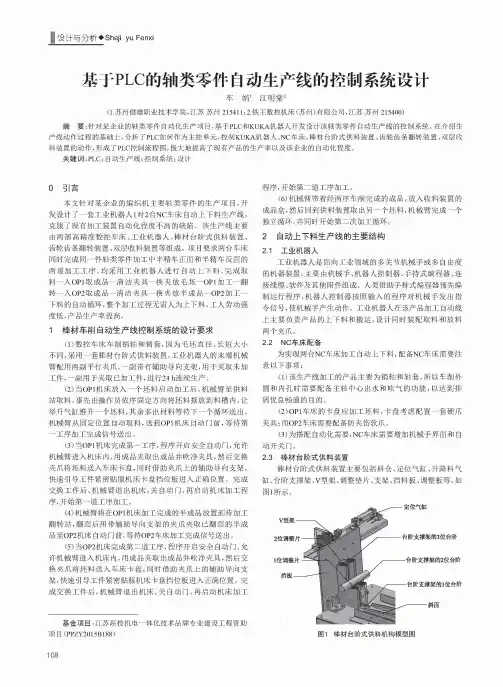
目录 摘要 ...................................................................... III 关键词 .................................................................... III Abstract .................................................................... IV Keywords ...................................................................................................................................... IV 第一章 绪论 ................................................................. 1 1.1 课题研究背景 ........................................................ 1 1.2 国内外车床发展现状 .................................................. 1 1.3 本课题研究内容及设计思路 ............................................ 1 第二章 总体设计方案 ......................................................... 3 2.1 CA6140主要技术指标 ................................................. 3 2.2 CA6140机床控制要求 ................................................. 4 2.3 CA6140电气改造总体方案 ............................................. 4 2.4 本章小结 ............................................................ 4 第三章 电气控制系统设计 ..................................................... 5 3.1 CA6140型普通车床的电气控制 ......................................... 5 CA6140普通车床的电气控制电路 ....................................... 5 ..................................................................... 5 3.2 程序设计的基本思路 .................................................. 6 PLC的温度传感器的设计 ............................................... 6 PLC的光电传感器的设计 ............................................... 7 ..................................................................... 8 3.3 本章小结 ............................................................ 9 第四章 梯形图程序设计 ...................................................... 10 4.1 Step7软件介绍 ...................................................... 10 4.2 PLC的I/O配置 ..................................................... 10 4.3 PLC的I/O接线图 ................................................... 11 4.4 PLC的顺序功能图 ................................................... 11 4.5 梯形图程序 ......................................................... 12 4.6 本章小结 ........................................................... 16 第五章 梯形图程序的仿真与调试 .............................................. 17 5.1 西门子PLC仿真软件介绍 ............................................. 17 5.2 温度传感器程序的仿真 ............................................... 17 5.3 光电传感器程序的仿真 ............................................... 19 5.4 编码器程序的仿真 ................................................... 20 5.5 本章小结 ........................................................... 23 第六章 结论与展望 .......................................................... 24 参考文献 ................................................................... 25 致谢 ....................................................................... 26 基于PLC的机床控制系统设计与仿真 摘要 机床是制造业的重要组成部分,我国机床行业经过几十年的发展,目前获得了很多成就,现在我国作为机床生产国家排名世界第三。但是从整体来看,我国的机床技术水平不高,并且其自动化程度比较低,以手动操作为主,与发达国家比较差距仍然非常大。 本文以CA6140型卧式车床为研究对象,利用PLC控制技术对其电气部分进行优化改造,以提高车床的功能,进而提高产品品质及生产效率。车床电气改造的设计是其核心内容,对改造机床进行电气部分调试和仿真研究。根据机床加工精度的要求,给刀具和主轴电动机加入测试装置,制定关于刀具温度检测,主轴电动机转速控制的详细方案。为了进一步提高生产操作的安全性,设置了急停措施。经过完善后的CA6140电气控制系统在简洁性、柔性化、安全性上都有一定提高。 关键词:电气改造,PLC,CA6140机床 IV
基于PLC的堆垛机控制系统设计摘要在现代的物流仓储系统中,自动化立体仓库应用日益广泛。
而堆垛机是立体仓库的关键组成部分,堆垛机性能的优劣对整个立体仓库的运行起到至关重要的作用,所以设计与开发自动化程度较高的堆垛机控制系统成为当前立体仓库的发展趋势,开展与此有关的研究具有重要的理论和应用价值。
本文基于现代物流技术的应用和发展要求,介绍自动化立体仓库的应用及其功能和作用,结合现代科技的发展,着重研究自动化立体仓库堆垛机控制系统的控制技术。
本文详细阐述了本控制系统的设计思想,以及整个系统的硬件实现和软件设计。
论文依据立体仓库的有关设计参数,对堆垛机电气控制的硬件系统进行了设计,为了提高堆垛机的性能,本文采用了转速、位置反馈的双闭环控制,以满足系统的调速要求。
系统的水平认址采用激光测距传感器定位,垂直认址采用光电开关和认址片组合定位。
变频调速系统由S7-200PLC及其扩展模块EM235通过变频器MM440控制交流电动机,采用光电编码器反馈转速信号,实现转速闭环控制。
货叉伸叉系统由S7-200PLC通过步进电动机驱动器SH-20403控制二相混合式步进电动机。
根据系统的控制要求进行了PLC、变频器、电机和电机驱动器的选型,并给出了系统的硬件接线图,然后利用西门子的编程软件step7设计了堆垛机控制程序。
关键词自动化立体仓库,堆垛机,PLCStacker control system design based on PLCAbstractIn modern logistics warehousing systems, automated storage is increasingly widespread. And stackers are the key equipments, performance of the stacker plays an important role. This paper introduces application and performance of automated High-rise Warehouse basing on application and development requirement of modern logistics techniques. And puts emphasis on the researching of control techniques in automated High-rise Warehouse stacker combining modern science and techniques. This paper elaborated on the design of the system of control, as well as the implementation of the system's hardware and the design of the software.Based on the parameter related to the automated storage, this paper presented the hardware system of stacker electrical control. Speed of the stacker was the basic. In order to improve the performance of the stacker, the system adopts the speed, position, double feedback control. The horizontal recognize addresses of system using laser rangefinder sensor positioning, and vertical recognition using photoelectric switches and address piece combination addressing. Speed-adjusted system by S7-200PLC and its extension module EM235 through transducer MM440 control ac motor. Goods fork system is by S7-200PLC binary system through stepping motor driver SH - 20403 control two-phase hybrid stepping motor. According to the requirements of the control system, this paper completed the selection of PLC,frequency converter, the motor and its controller. And presents the system hardware hookup. Then use the software of Siemens step7 designs the stacker control procedures.Key Words: Automated Storage and Retrieval System,Stacker,PLC目录摘要 (I)Abstract (II)第1章绪论 (1)本课题设计的背景和意义 (1) (1) (3)第2章系统控制方案的确定 (4)自动化立体仓库的概述 (4)自动化立体仓库的组成 (4)自动化立体仓库的优点 (5)自动化立体仓库的发展 (6)堆垛机概述 (6)堆垛机的发展 (7)堆垛机技术的研究现状 (7)第3章堆垛机控制系统的硬件设计 (9)控制技术要求和系统总体设计 (9)堆垛机位置控制 (11)定位控制 (11)认址检测方式 (12)认址方式确认 (13)堆垛机速度曲线分析 (15)PLC及资源配置 (15)S7-200系列PLC概述 (16)CPU型号选择 (17)PLC模块选型 (18)堆垛机变频调速系统设计 (19)变频器的选型 (20)水平方向变频调速系统设计 (22)垂直方向变频调速系统设计 (23)堆垛机货叉控制系统设计 (25)安全检测传感器的应用 (27)元器件的选型 (27)通信方案的确定 (28)输入输出点分配 (30)本章小节 (31)第4章堆垛机控制程序设计 (32)堆垛机自检和复位/归位程序 (34)堆垛机自检程序 (34)堆垛机复位/归位程序 (35)自动方式下的堆垛机运行控制 (36)列向运行PLC程序实现 (36)行向运行PLC程序实现 (39)货叉伸缩控制PLC程序实现 (40)手动方式下的堆垛机运行控制 (43)本章小节 (45)总结 (46)参考文献 (47)致谢 (48)第1章绪论本课题设计的背景和意义自动化立体仓库是物流中的重要组成部分,它是在不直接进行人工干预的情况下自动地存储和取出物流的系统。
收稿日期:2004-06-03
作者简介:赵 斌(1969)男,讲师,东华大学控制工程硕士生,研究方向:控制理论与控制工程。
纺机与仪表基于PLC的SGA726
型剑杆织机控制系统
赵 斌,孙 兵(南通纺织职业技术学院,江苏南通 226007)摘 要:以欧姆龙CPMIA型PLC为核心,设计SGA726型剑杆织机电气控制系统,介绍该系统组成,对主要电路进行了分析。关键词:剑杆织机;PLC;控制;输入/输出中图分类号:TS10313371303 文献标识码:B 文章编号:1002-3348(2005)03-0042-05
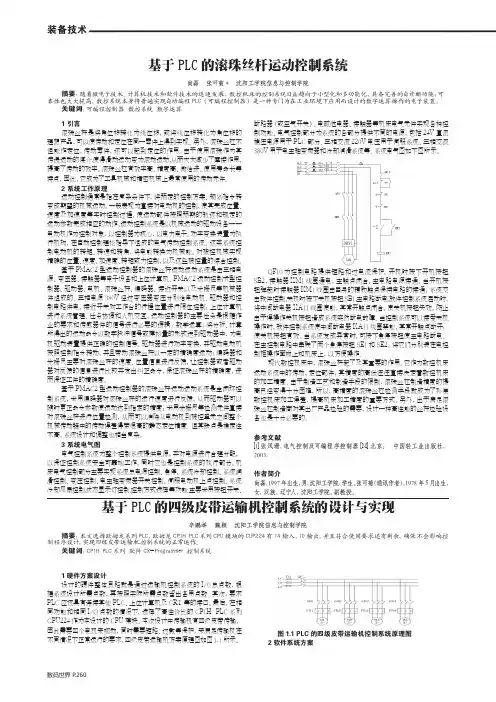
剑杆织机是最早发明和推广应用于生产实践的一种无梭织机,早期的剑杆织机选色、送经、卷取、开口、绞边等机构都是机械式,淘汰型剑杆织机只有一个电动机,一个开关箱(电气控制箱)。随着电子技术、自动化技术的迅猛发展,各织机制造厂不断采用新技术、新材料、新工艺,提高了剑杆织机机电一体化的程度。现在的剑杆织机幅宽至少是190cm的筘幅,宽至360cm或380cm筘幅,纬纱至少是4色或6色选纬,甚至是8色或16色选纬,采用计算机控制电子选色机构,这是机械式选色机构无法比拟的。当今计算机控制的剑杆织机除了主电动机以外,至少还有5~7只各种特殊功能的微电机,分别应用于送经、卷取、开口、自动找断纬、选色、织边、剪边纱等机构。这些特种电机都是由计算机控制,剑杆织机中的计算机还担负着监测、显示各种数据的功能。高档剑杆织机所采用的不是过去的单板机或8位机、16位机,而是32位计算机。计算机控制的特种变速电动机或变频调速电动机在织机中的应用,实现了织机在运行中任意变速,这是织机速度控制发展的趋势,它不仅在剑杆织机上使用,而且已在其它无梭织机上推广应用。近年来,日本津田驹公司和丰田公司、意大利的SOMET公司、比利时的PICANOL公司、瑞士的SULZERTEXTIL公司和STAUBLI公司等无梭织机,普遍采用新型高速可靠的微机群或计算机系统及人机界面,具有自诊断和数据采集管理功能,实现电子送经、电子卷取、电子选纬、电子多臂、电子提花等控制。国内的无梭织机其技术水平与国外差距较大,国产剑杆织机的产量很大,但使用的技术普遍是从国外80年代的机型改进而来,大多数采用商用微机,档次不一。可编程控制器(PLC)以微处理器为基础,综合计算机技术、自动控制技术和通信技术,面向控制过程,面向用户,适应工业环境、操作方便、可靠性高。近两年,中纺机、经纬纺机、龙力机械和杭州精加工等厂家都把PLC应用于剑杆织机的电气控制,把人机界面、操作按钮、编码器、断纱检测装置、多臂机、电磁离合器、选色器等通过PLC来控制剑杆织机的动作。PLC技术的应用对提高剑杆织机布面质量、扩大织物品种、提高织机的效率、简化操作、减低消耗、减轻劳动强度等方面起了重大作用。本文介绍以欧姆龙CPMIA型PLC及-20EDT
的扩展模块为核心,构成剑杆织机电气控制系统,完成织机角度检测、可编程控制器对选色电磁铁、主离合器、慢车及找纬离合器等控制。1 SGA726型剑杆织机系统组成和特点
・24・2005年6月SGA726型剑杆织机电控系统充分采用当今先进的微电子技术和微机技术,采用欧姆龙可编程序控制器,解决现有的单片机系统无法解决的工艺差,稳定性差,抗干扰能力差,故障率高的缺陷,使整个电控系统的控制水平有了很大的提高,反映了当今国内纺机控制技术的发展方向。系统组成框图如图1所示。图1 系统组成框图电控系统角度传感器采用绝对值式光电编码器,准确给出织机任何定位角度,PLC为模块式,可根据需要增减输入输出模块。经停按钮和停经片等组成经停检测装置,该按钮可在织机后部控制织机停车,拔出后用于织机调试。①开车按钮:当筘座位于起动区(310~40度),且所有起动条件都满足时,按此开车按钮,则织机开快车。②停车按钮:如果按下时间短,织机停车,并自动回转到330度,如果按下时间较长,则织机停车后不回转。回转过程中按此按钮则织机立即停止回转。若按住此按钮不放可封锁一切操作。③点动按钮:按住点动按钮织机则慢车正向转动,当有些故障发生时可用点动按钮复位。④回转按钮:当筘座位于回转区(330~260度)时,按此回转按钮,织机则慢车回转至330度,同样回转过程中按停车按钮,则织机立即停止回转。⑤正找纬按钮:按此按钮,多臂机带动综框正向找纬。⑥反找纬按钮:按此按钮,多臂机带动综框反向找纬。⑦急停按钮:按住此按钮可切断电柜电源。⑧用一油压继电器检测织机油路系统油压情况。111 主要电器机上系统包括传感器7只、抬纬电磁铁1只、主电机、风机、慢车电机、储纬器、主离合器、制动器、慢车离合器、找纬离合器等。112 控制电源三相交流电源首先接入自动空气开关QF,其保护电流是20A,电源变压器提供二组交流21V电压,一组全波整流滤波后,产生直流24V电压,用于主离合器、慢车离合器线圈、光电编码器和报警灯电源;另一组交流21V半波整流后,用于正常低压制动;交流220V半波整流后,对储能电容器进行充电用于高压制动;电源变压器输出的交流110V经全波整流后用于找纬离合器线圈,交流110V还用于交流接触器线圈驱动;变压器输出交流15V经全桥滤波、7812稳压后,用于纬纱检测器、液晶显示器、传感器驱动。电机起动按钮和关机自锁按钮串入主交流接触器KM1线圈电路,KM1控制主电机、风机和慢车电机。慢车电机正反转KM2、KM3
接触器接在主交流接触器KM1后,线圈由PLC控制。3只电机主电路各接入1只热继电器实现过载保护。织机主电路如图2示。
图2 主电路113 传感器和执行器件的配合绝对值式光电编码器通常安装在织机主轴快车端上,以便检测出织机控制所需的任何角度。设计时把编码器改至剪刀轴上,有效减少了编码器的震动和不必要的损坏。慢车和找纬离合器上装有二只接近开关,一只为PXsm,当慢车离合器啮合时,禁止织机启动快车;另一只为PXpf,当找纬离合器脱开时使慢车离合器啮合,在找纬过程中封锁开车按钮、慢车按钮,找断纬过程完毕后使慢车离合器脱开。织机的引纬方向有一只纬纱检测器和一只抬纬电磁铁,在运动过程中以及倒车过程中抬纬,以排除不正常引纬。2 PLC控制211 断纱检测织机的定位停车位置,由MPT001-C中文人机界面上设定,PLC根据绝对值式光电编码器的角度而实现,无须机械安装定位停车开关。断经信号由经停片直接通过导线传给PLC,
・34・北京纺织 第26卷 第3期PLC根据用户设定的断经停车角度(MPT001-C中文人机界面上设定)和绝对值式光电编码器的角度信号实现定位停车。经纱品种不同时,通过调节PLC对停经片的灵敏度,可以准确实现定位停车,有效提高产品质量。纬纱信号经过处理电路分两点(断纬、重纬)进入PLC,无须选纬传感器和定位停车开关,PLC程序将会根据用户设定的断纬、重纬停车角度和绝对值式光电编码器的角度信号实现定位停车。212 编码器连接绝对值式光电编码器轴旋转时,产生与位置一一对应的代码(二进制、BCD码等)输出。从代码大、小的变更,即可判别正反方向和位移所处的位置,而无须判向电路。它有一个绝对零位代码,当停电或关机后再开机重新测量时,仍可准确地读出停电或关机位置的代码,并准确地找到零位代码。一般情况下,绝对值式编码器的测量范围为0~360度,但特殊的型号也可实现多圈测量。本编码器的出口端引出10根线,其中两根分别接24V和公共(COM)端,其余8根不同颜色的线和PLC输入端的
前8个端子即(00000~00007)相连接,利用剪刀轴带动编码器所转的角度传给PLC,再由PLC传给显示屏,这样就可以通过人机界面准确把握织机的停车角度、织机的转速、纬检开始角度、纬检结束角度、经停角度、纬停开始角度等。213 可编程控制器(PLC)I/0接线PLC的主体由CPMIA(30点输入输出)和20EDT晶体管扩展模块(20点输入输出)组成,CP2MIA可编程控制器有两排进口端子和两排出口端子,分为上下两层,由一根通讯线连至显示屏,以监控织机的运行情况。图3示出PLC输入/输出接线图。
图3 PLC输入/输出接线图 PLC输入点00000~00007按编码器8根输出信号线,输入点00008与纬纱检测器输出ws相连,接收纬纱检测器的给定信号,00009点和手轮保护开关hw相连。为了及时检测接近开关和找纬接近开关的工作情况,把00010和00011点分别用来反映慢车接近开关和找纬接近开关的动作情况,所以把这两点分别接至织机的慢车接近开关(sm)和找纬接近开关(pf)。慢车和找纬接近开关动作情况通过PLC传到人机界面上,维修人员可以在织机突然停止情况下及时了解织机系何种原因停机。00100点和油压信号sp相连接,当油路出现故障时,PLC接收到sp信号,显示屏上即显示油压低的警告。00101点与经停开关(js)相连,当织机在正常开车时,一旦经停开关(js)动作,织机立即停止工作。根据操作需要,利用PLC和00102点和快车按钮相连接,00103和慢车按钮相连接,00104和点动按钮相连接,00105和回转按钮相连接。晶体管扩展模块输入点00200、00201、00202分别连接正找纬、反找纬和急停按钮。这样,横档操作面板上所有按钮都通过PLC控制织机运动。扩展模块输入点00203、00204、00205分别连至人机界面上的运行编程、上移纬和下移纬按钮,便于操作人员把所要设定的工艺参数通过人机界面输入到PLC中。扩展输入点00206与维修开关相连接,可以在维修时关闭PLC的动作,确保维修安全。扩展输入点00207~00209与班次组合按钮相连,方便统计每班组织机运行和生产情况。214 PLC输出信号控制21411 主离合器、慢车离合器及找纬离合器控制
・44・2005年6月