旧砂热法再生生产线设备参数
- 格式:doc
- 大小:27.50 KB
- 文档页数:2
酯硬化水玻璃旧砂再生工艺1工作前准备按酯硬线水玻璃砂热法再生设备操作规程,检查维护设备。
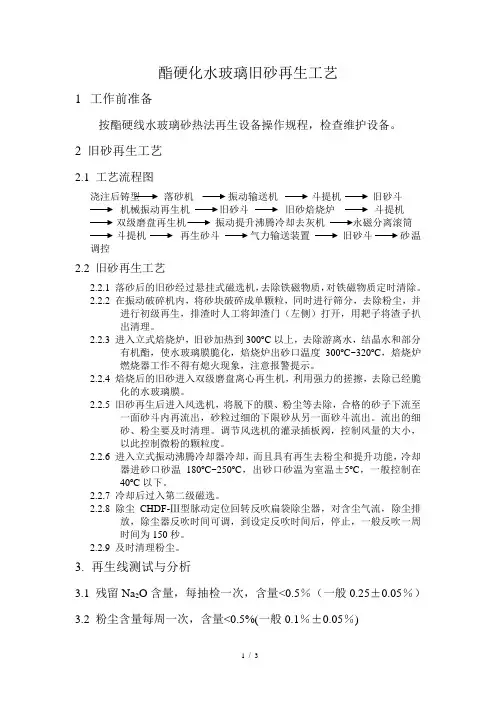
2 旧砂再生工艺2.1 工艺流程图浇注后铸型落砂机振动输送机斗提机旧砂斗机械振动再生机旧砂斗旧砂焙烧炉斗提机双级磨盘再生机振动提升沸腾冷却去灰机永磁分离滚筒斗提机再生砂斗气力输送装置旧砂斗砂温调控2.2 旧砂再生工艺2.2.1 落砂后的旧砂经过悬挂式磁选机,去除铁磁物质,对铁磁物质定时清除。
2.2.2 在振动破碎机内,将砂块破碎成单颗粒,同时进行筛分,去除粉尘,并进行初级再生,排渣时人工将卸渣门(左侧)打开,用耙子将渣子扒出清理。
2.2.3 进入立式焙烧炉,旧砂加热到300o C以上,去除游离水,结晶水和部分有机酯,使水玻璃膜脆化,焙烧炉出砂口温度300o C~320o C,焙烧炉燃烧器工作不得有熄火现象,注意报警提示。
2.2.4 焙烧后的旧砂进入双级磨盘离心再生机,利用强力的搓擦,去除已经脆化的水玻璃膜。
2.2.5 旧砂再生后进入风选机,将脱下的膜、粉尘等去除,合格的砂子下流至一面砂斗内再流出,砂粒过细的下限砂从另一面砂斗流出。
流出的细砂、粉尘要及时清理。
调节风选机的灌录插板阀,控制风量的大小,以此控制微粉的颗粒度。
2.2.6 进入立式振动沸腾冷却器冷却,而且具有再生去粉尘和提升功能,冷却器进砂口砂温180o C~250o C,出砂口砂温为室温±5o C,一般控制在40o C以下。
2.2.7 冷却后过入第二级磁选。
2.2.8 除尘CHDF-Ⅲ型脉动定位回转反吹扁袋除尘器,对含尘气流,除尘排放,除尘器反吹时间可调,到设定反吹时间后,停止,一般反吹一周时间为150秒。
2.2.9 及时清理粉尘。
3.再生线测试与分析3.1 残留Na2O含量,每抽检一次,含量<0.5%(一般0.25±0.05%)3.2 粉尘含量每周一次,含量<0.5%(一般0.1%±0.05%)3.3 酯硬化水玻璃旧砂出砂温度,立式振动冷却出砂口温度控制在40o C 以下,混砂机进砂口温度控制在35o C 以下。
第三节厂拌热再生技术一、旧路面材料性状及其再生适用性1流变性质老化沥青在流变指标上表现为粘度增大,针入度增加,延度减小,软化点升高。
表1是老化沥青流变指标随某A型再生剂掺量的变化情况。
可以看出,随着再生剂掺加比例的增加,老化沥青的流变指标逐渐向新沥青方面过渡。
由此说明,从流变力学指标角度,旧沥青材料具有较好的再生适用性。
2再老化性质沥青混凝土路面热再生工艺中,旧沥青受热时间及受热强度都不亚于普通拌制沥青混合料。
因此,旧沥青在耐热老化方面的再生适用性,即再老化后的性能如何应值得重视。
从测试结果可以得出,旧沥青再老化速率相对变缓。
考虑到已得出的低温劲度调合的直线线性关系,如果用于调合的软沥青的耐老化性能与S70相近时,那么,调合出的再生沥青的耐老化性能(用指标变化率表征)要好于原始沥青S70。
因此,也可以得出,在受热再老化方面,旧沥青也有着良好的适用性。
3 旧砂石材料性状及其再生适用性与普通沥青混合料组成机理相同,沥青混凝土路面旧矿料在再生沥青混合料中贡献的依然是级配和强度。
所以,应掌握受车辆荷载和环境气候作用几年、甚至十几年的旧矿料性状变化情况,以便对其再生适用性做出判断。
1)级配特征旧沥青砂石材料的级配性状直接影响到其再生作为路面结构层的适用性。
从旧料抽提筛分结果可以看出,经过长期交通荷载以及回收破碎的作用,旧沥青粗集料部分细化成细集料,而细集料进一步细化的程度较小,最终粉料量的变化并不是很明显。
由此得出,旧集料级配细化并不严重,骨料级配的本质没有改变,在再生中完全可以通过添加相对较粗的新骨料进行调整,形成合格的沥青混合料级配。
在沥青混凝土路面冷再生中,收集的旧集料直接作为骨料被冷拌。
因此,应对旧集料收集状态的表观级配组成状况进行分析,并以此为基础进行冷再生沥青混凝土路面的材料配比设计。
显然,由于旧沥青的裹覆结团作用,旧料原样筛分结果比抽提后筛分结果粗很多,但将该级配组成与高等级公路基层级配碎石规范要求相比较,仅细料通过率不满足要求,且偏差较小。
旧砂再生综述(2010年度)李珊;郭思福;张方;郭景纯【摘要】通过国内资料检索,对2010年度国内公开发表在杂志上的有关旧砂再生工艺及应用方面的论文进行了总结分析,以供同行参考.【期刊名称】《铸造设备与工艺》【年(卷),期】2011(000)005【总页数】3页(P45-47)【关键词】旧砂再生;工艺;应用;总结【作者】李珊;郭思福;张方;郭景纯【作者单位】昆明理工大学,云南昆明 650093;昆明市技术交流站,云南昆明650000;昆明理工大学,云南昆明 650093;昆明理工大学,云南昆明 650093【正文语种】中文【中图分类】TG2211 再生机理及计算机应用陈秋林、张希俊、张方、符龙“旧砂磨轮再生机理研究”一文[1],从力学角度探讨了磨轮式旧砂再生法的脱膜机理,通过模拟再生实验,发现处理时间一定时,要取得较好再生效果就要满足两个条件:①转动砂粒有更高转速;②搓磨部件对砂层施加适合压力。
通过再生中砂粒进行受力分析,可找到满足此二条件的理论依据,从而一反用能量理论的方法。
根据处于空间的砂粒受力分析从微观层面得出磨轮再生法脱膜条件,对再生机构的关键参数(轮筒间距、砂轮转速等)影响再生效果的因素,给出了牛顿力学理论解释,对磨轮式旧砂再生机设计与提高效果有一定指导意义。
在叶片式磨轮旧砂再生机再生研究中的应用”一文[2],介绍了 PFC(Particle Flow Code in 3 Dimensions)的基本原理,它是利用显示差分算法和离散元理论开发的微/细观力学程序,可以对砂粒进行追踪,从而清晰了解砂粒在运动机械中的情况,具有在颗粒流仿真领域的一些功能。
本文结合叶片式磨轮旧砂再生机给出PFC3D数值模拟的一些过程,包括模型构建、运动的加载以及运行过程中追踪记录,进而说明叶片式磨轮再生机的工作原理与工作方式。
随机选取一个砂粒,测量y轴分向速度变化追踪图,可以看到砂粒在叶片的提升下,提升到一段距离后,在砂轮的搓磨下下落,如此反复,从而达到持续搓磨的情况。
湿型旧砂再生处理的评述于震宗(清华大学机械工程系,北京100084)摘要:湿型旧砂进行再生处理的目的是要减少原砂消耗量和废砂排除量。
有些铸造工厂采取较简单的再生方法将旧砂的泥分降低,从而保持型砂泥分含量稳定。
另一种铸造工厂生产多砂芯铸件,为了减少旧砂溢流量,将旧砂深度再生处理后用于代替原砂混制树脂砂芯用砂。
凡是含有钠化膨润土的旧砂不可用高温焙烧再生方法,否则不适合制备热芯盒和冷芯盒砂芯。
关键词:旧砂再生;型砂含泥量;壳芯;热芯盒砂芯;冷芯盒砂芯中图分类号:文献标识码:文章编号:A Review on the Reclamation of Used Green Molding SandYU, Zhenzong(Department of Mechanical Engineering, Tsinghua University, Beijing 100084, China) Abstract: The aim of used sand reclamation is to decrease the base sand requirement and the waste sand displacement. Some foundry shops are using rather simple equipments to reduce the clay content of used sand, for stabilizing the clay content of green molding sand. Other foundries with a great quantity cores reclaim the used sand to substitute the new sand making cores, to reduce the overflowing used sand. The used sand containing sodium carbonate cannot be thermal reclaimed with high temperature, since its alkaline property is unsuitable to make hot box and cold box cores.Key words: Reclamation of used sand; Clay content of molding sand; Shell core; Hot box core; Cold box core湿砂型铸造工厂在混制型砂和芯砂时,需要加入原砂、膨润土、煤粉和淀粉等材料,从而不可避免地需要扔掉近似量的废砂。

旧砂再生综述(2009年度)郭思福;张方;李珊;郭景纯【摘要】通过国内资料检索,对2009年度国公开发表在杂志上的有关旧砂再生工艺及应用方面的论文进行了总结分析,以供同行参考.【期刊名称】《铸造设备与工艺》【年(卷),期】2011(000)004【总页数】3页(P42-44)【关键词】旧砂再生;工艺;应用;总结【作者】郭思福;张方;李珊;郭景纯【作者单位】昆明市技术交流站,云南昆明650093;昆明理工大学,云南昆明650000;昆明理工大学,云南昆明 650000;昆明理工大学,云南昆明 650000【正文语种】中文【中图分类】TG2211 综述部分郭景纯、张方“铸造旧砂再生设备及循环使用的开发与研究”一文[1],介绍了旧砂再生的优点与必要性,重点介绍了在国家自然科学基金先后3次资助研究开发的横吹式气流再生机系列产品,立式机械逆流再生及新型卧式逆流再生系列产品。
例举了沪东造船厂等3家应用于有机酯水玻璃砂的效果。
并对二汽第二铸造厂、攀钢机修厂采用气流再生用于黏土砂再生的实例分析,说明有较好的经济效果,半年即可收回投资,已有20余家采用于粘土砂和呋喃树脂砂再生,应用后,认为工作稳定、简单实用。
最后介绍了最新开发的混合黏土砂再生,用于制有机黏结剂砂芯,解决汽车、拖拉机及内燃机制造厂等大量抛弃旧砂,使之循环使用的目标,将开发成套系列产品。
熊鹰、孙伟民“铸造砂再生技术及应用”一文[2],指出铸造企业排放固体废弃物中70%是废砂,以每生产1 t铸件可产生1.2 t废砂,而我国回用率仅20%~30%,大部分废弃,美国回用率60%~70%,日本回用率达80%~85%。
重庆长江公司超过10a研发对处理目前存在大量粘土混合旧砂再生取得突破,经系统试验再生砂与新砂在制芯、砂芯、铸件浇注品质等方面结果一致。
再生砂可100%代替新砂使用于覆膜砂、热芯盒树脂砂、三乙胺冷芯树脂砂、黏土砂,可制得强度高,发气量低的型砂;且采用再生砂能减少黏结剂和固化剂用量,降低型砂发气量,提高铸件合格率和尺寸精度,还可降低成本,减少环境污染,实现循环经济,符合可持续发展。
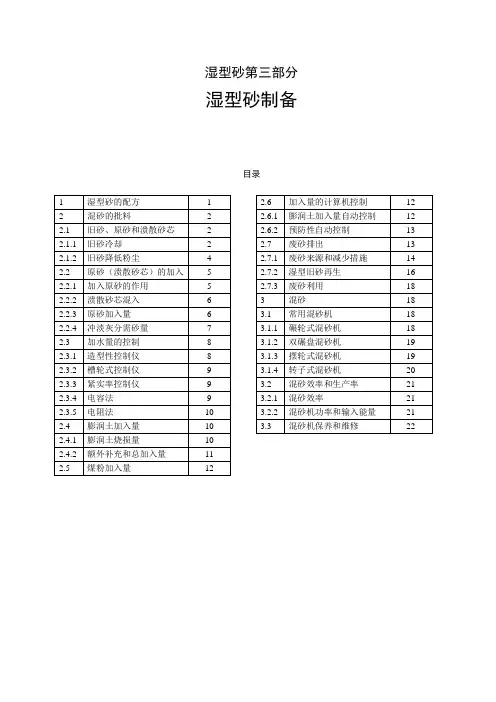
湿型砂制备目录要想制备出优良品质的湿砂型铸件,必须使用性能优秀的湿型砂。
优秀品质湿型砂的获得,除了需要选用优质的原材料以外,还需要有一个合理的配方、一整套较为理想的砂处理设备,也还要有良好的混砂工艺。
国内有些铸造工厂虽然所用原材料并不差,砂处理设备也基本齐全,但混制出湿型砂性能不够好,而且存在很多缺点。
例如最常遇到的问题有以下一些:混砂的膨润土加入量不少,型砂吸蓝量也足够高,但湿态强度低,韧性低,起模性差,型砂中砂豆多,铸件砂孔缺陷多。
这些问题大多是由于混砂设备维修保差不善,混砂制备工艺不良,混砂电能输入不足等原因造成的。
另外,有的工厂遇到的问题是废砂排出量大。
怎样才能把排废量降下来呢?有关落砂、筛分、除尘、降温、湿度调节、混砂、松砂和输送等砂处理设备的工作原理和具体结构等方面内容有专门的专业书籍介绍。
本文将首先简单介绍混砂原材料准备、配方的确定、混砂批料加入量的控制。
然后重点讨论常用混砂机的类型和混砂工艺对型砂品质的影响。
混砂机的混砂效率和混砂生产率。
还针对有些工厂在混砂机的保养和维修方面不足之处,提出改善的建议。
1 湿型砂的配方要想制备出优良的型砂,首先要有一个合理的混砂批料配方。
而配方取决于对型砂性能的基本要求。
不同类型的铸件和不同的铸件品质对型砂性能要求不同。
不同的造型方法也对型砂性能有不同的要求。
但是,同一种造型方法、同一种类型铸件和同样的品质要求,国内外的型砂性能要求是基本类似的,可以互相参考借鉴。
至于混砂批料加入量的确定则各个工厂之间可能有较大出入。
下表中数值综合了一些国内外生产中小灰铸铁件比较稳定铸造工厂单一砂的型砂性能。
各项性能都是从造型处(不是从混砂机处)取样的测定结果。
含泥量是指型砂而言,不是旧砂含泥量。
有效膨润土量是指5.00 g 型砂的0.20%浓度试剂纯亚甲基蓝溶液滴定量[mL];有效煤粉量是指1.00g 型砂900℃的发气量[mL]。
根据气候条件不同及运送距离不同,混砂机取样含水量可能需比造型机处提高0.2~0.4%,紧实率提高2~4%。
【关键字】精品铸造潮模旧砂再生应用铸造潮模旧砂再生应用2011年08月27日重要提醒:系统检测到您的帐号可能存在被盗风险,请尽快查看风险提示,并立即修改密码。
| 关闭网易博客安全提醒:系统检测到您当前密码的安全性较低,为了您的账号安全,建议您适时修改密码立即修改 | 关闭向 30 啊.......奔驰...别闹了摘要:本文介绍了潮模旧砂的再生工艺,以及在生产实践中的应用效果,提出旧砂再生对铸造生产和保护环境的重要性。
关键词:潮模旧砂再生保护环境前言东风汽车有限公司共在四个铸造厂,一个铸造厂在湖北襄樊市,地处平原地区,另外三个铸造厂都在湖北省十堰市,地处山区。
其中三个铸造厂都是国内规模较大的铸造企业,年生产铸件十几万吨,同时也产生十几万吨的铸造废砂。
从建厂三十多年来,襄樊铸造厂的废砂就储存在一块空地上,委托其它公司来处理,处理费用为60元/吨。
十堰市内三个铸造厂都采用填埋的方式处置产生的废砂,从建厂到现在共建造了多座挡砂坝,处置费用也很高。
随着企业用电、水和油成本的上升,废砂的运输和处置成本逐年上升。
国家对环保的要求越来越高,以及钢铁、水泥等材料胀价,每年的废砂处置费用成为企业一个不小的负担。
铸造废砂是铸造用造型潮模砂和树脂砂等的混合物,其中不仅有天然硅砂,还混有5%左右的膨润土,4%左右的煤粉,2%左右的呋喃树脂、酚醛树脂、聚异氰酸酯,以及对甲苯磺酸,氯化胺和金属氧化物等成分复杂的对环境极为有害的化工产品。
这些化工产品会随着雨水渗入地下,长期这样堆存,必然存在污染地下水和土壤的风险,这种风险一旦出现,巨额的污染索赔将给公司造成巨大的经济损失,对环境造成很大的危害。
废砂丢弃不仅对环境造成很大危害,而且也是一种资源浪费。
由于我国品质较好的铸造用硅砂都处在内蒙和河北围场等北方地区以及福建等南方地区,硅砂的供应严重受制于铁路运输,成为各铸造厂的瓶颈口,硅砂价格中80%为运输价格。
不仅如此,在铁路运输紧张时期,为了保证生产,不得以使用数倍于火车运费的汽车运输,铸造生产成本大幅上升。
Moulding Materials
碱酚醛树脂旧砂再生工艺试验研究李娜,冯月雪,
刘庆义,姜爱龙,孙玉成
,
高永菊
(潍柴动力股份有限公司
,
山东 潍坊261061)
摘要:介绍了 3种不同再生工艺的试验方法,通过对比分析,成功开发出以“化学再生+热法再生”为核心的组合再生工
艺,
获得的再生砂在灼减量、酸耗值、可使用时间等方面均达到理想效果,可应用于冷芯盒制芯应用。最后得出结论:(1
)
通过650瓦以上的热法再生均能获得理想的灼减量
,
但采用“热法再生+机械再生”工艺,碱性物质难以彻底去除,再生
砂的酸耗值难以达到新砂水平;⑵碱酚醛树脂再生砂中碱性物质的残留,使得再生砂可使用时间越短;(3)化学再生添
加物能够有效消除碱性物质对再生砂使用性能的恶化。关键词:碱酚醛树脂砂;再生工艺;冷芯盒制芯中图分类号:TG221 文献标志码:B 文章编号:1003-8345(2021 )04-0019-03
D01:10.3969/j.issn.l003-8345.2021.04.006
Experimental Research on the Regeneration Process of Alkali Phenolic Aldehyde Resin Used SandLI Na,FENG Yue-xue,UU Qing-yi,JIANG Ai-longjSUN Yu-cheng,GAO Yong-ju
(Weichai Power Co.,Ltd., Weifang 261061, China )
Abstract:The test methods of three different regeneration processes were introduced. Through comparative analysis,a combined
regeneration process
with chemical regeneration + thermal regeneration as the core was successfully developed. The buming
树脂砂树脂砂用途:工件表面的清理、工件表面涂覆前的预处理、改变工件的物理机械性能、工件表面的光饰加工。
树脂砂用于电子产品,热固塑料制品及橡胶制品的去飞边,清洁模具、敏感元件及镀金零件,可用作脱漆剂,粘合剂,增强剂,防水剂,阻燃剂等,广泛应用于建筑装饰业,交通运输业,广告业,农业,电子电器,铸造业等各种领域。
树脂砂的优点1) 铸件的尺寸精度高、外部轮廓清晰;铸件表面光洁,外观质量好;组织致密,铸件综合品质高。
由于树脂砂具有较好的流动性、易紧实、脱模时间可调节、硬化后强度高、在其后的搬运及合箱过程中不变形;因树脂砂的刚度高,在浇注和凝固过程基本上无形壁位移现象,所以铸件的尺寸精度高,它比粘土砂及油砂生产的铸件可提高1-2个级别。
2) 不用烘干,缩短了生产周期,节省了能源。
3) 省去了烘干工序,型砂易紧实,溃散性好易清理等,大幅度降低了工人的劳动强度,为实现机械化生产创造了条件。
树脂砂的不足之处1) 对原砂质量要求高;2) 造型和浇注现场,在生产过程中有刺激性气味。
3) 采用树脂砂生产,成本较高,应综合考虑技术使用:喷砂技术是采用普通的压力喷砂机,在0.1MPa到0.3MPa的空气压力下,将颗粒状塑料砂喷向工件表面,快速而无损伤地清理工件表面。
技术参考巴氏硬度:64-72 莫氏硬度:4.0 比重(克/厘米3):1.461-1.53体积密度(g/cm3):0.93-0.96 耐热温度(℃):100 热变型温度(℃):205PH值:6--8(中性)气味:无味含铁量:0.05%含灰量:3%含氯量:微量应用领域:塑料砂喷射的工业应用包括漆膜清除、涂层去除、表面清洗和调整,经工业应用证明是一种比化学清除更快速、更环保的手段,对基底的损伤也更小。
该技术也可用于电子产品,热固塑料制品及橡胶制品的去飞边、毛边,清洁模具、敏感元件及镀金零件,可用作脱漆剂,粘合剂,增强剂,防水剂,阻燃剂等,广泛应用于各种领域。
具体应用范围如下:1、预处理(表面处理):电镀、喷漆、喷涂等所有被覆盖加工前喷砂处理,表面绝对清洁,同时大大提高覆盖层附着力及防腐蚀能力。
湿型砂制备目录要想制备出优良品质的湿砂型铸件,必须使用性能优秀的湿型砂。
优秀品质湿型砂的获得,除了需要选用优质的原材料以外,还需要有一个合理的配方、一整套较为理想的砂处理设备,也还要有良好的混砂工艺。
国内有些铸造工厂虽然所用原材料并不差,砂处理设备也基本齐全,但混制出湿型砂性能不够好,而且存在很多缺点。
例如最常遇到的问题有以下一些:混砂的膨润土加入量不少,型砂吸蓝量也足够高,但湿态强度低,韧性低,起模性差,型砂中砂豆多,铸件砂孔缺陷多。
这些问题大多是由于混砂设备维修保差不善,混砂制备工艺不良,混砂电能输入不足等原因造成的。
另外,有的工厂遇到的问题是废砂排出量大。
怎样才能把排废量降下来呢?有关落砂、筛分、除尘、降温、湿度调节、混砂、松砂和输送等砂处理设备的工作原理和具体结构等方面内容有专门的专业书籍介绍。
本文将首先简单介绍混砂原材料准备、配方的确定、混砂批料加入量的控制。
然后重点讨论常用混砂机的类型和混砂工艺对型砂品质的影响。
混砂机的混砂效率和混砂生产率。
还针对有些工厂在混砂机的保养和维修方面不足之处,提出改善的建议。
1 湿型砂的配方要想制备出优良的型砂,首先要有一个合理的混砂批料配方。
而配方取决于对型砂性能的基本要求。
不同类型的铸件和不同的铸件品质对型砂性能要求不同。
不同的造型方法也对型砂性能有不同的要求。
但是,同一种造型方法、同一种类型铸件和同样的品质要求,国内外的型砂性能要求是基本类似的,可以互相参考借鉴。
至于混砂批料加入量的确定则各个工厂之间可能有较大出入。
下表中数值综合了一些国内外生产中小灰铸铁件比较稳定铸造工厂单一砂的型砂性能。
各项性能都是从造型处(不是从混砂机处)取样的测定结果。
含泥量是指型砂而言,不是旧砂含泥量。
有效膨润土量是指5.00 g 型砂的0.20%浓度试剂纯亚甲基蓝溶液滴定量[mL];有效煤粉量是指1.00g 型砂900℃的发气量[mL]。
根据气候条件不同及运送距离不同,混砂机取样含水量可能需比造型机处提高0.2~0.4%,紧实率提高2~4%。
型砂测试操作规程1. 目的本规程为沙铸混砂工序中型砂测试的一般性工艺规则,为检验人员,技术人员在工作中提供依据.2. 使用范围本规程适用于本厂砂型铸造用沙的性能测试.3. 规程要求3.1 透气性的测定:a) 设备:SAC锤击式制样机,天平,STZ直读式透气性测定仪称取试样150-190克,倒入样筒内,将样筒连同底坐放在锤击式制样机上,轻轻放下锤杆扳手,使冲头压入筒内b) 转动凸轮摇手,转三转,使重锤冲击试样三次, 凸轮摇手,摇动速度以每3秒为宜,重锤落下冲击时,摇手要静止片刻,并注意重锤不要冲击凸轮边上,此时冲击导杆顶端应在公差刻度线内c) 右手拉下械杆扳手,使冲头举起,左手将试样筒取出,将试样样筒放在透气性测定仪的橡皮试座上,并轻微压紧d) 将三通阀旋至工作位置,钟罩下降,水柱上升,由水柱压力计读数, 读出透气性e) 试验前应首先检查仪器的准确程度,提起密封样筒,保持10分钟钟罩不下降.调节水柱压力计右上角的调整螺丝,使标尺的零位线与水柱内的水面齐平3.2 强度的测定3.2.1 设备:SWY液压强度机3.2.2 正强度的测定:将抗压夹具置于仪器上,把冲制的圆柱形试样放在夹具上(试样的制作同透气性测定2 , 3 )转动手轮,使压逐渐作用于试样上,直至试样破碎,破碎时压力表指针停留位置所指抗压圈刻度值即为测试的抗压值。
3.2.3 拉强度的测定:将抗拉夹具置于仪器上,将冲制的θ字型试样放入夹具中并使夹具中四个滚动栏的中面贴住试样腰部,使压力通过夹具顶板作用于试样上,直至试样断裂,压力表挡针停留,住圈所挡抗拄圈刻度值即为测试的抗拄强度值。
3.3 粒度的测试:a) 设备:SSZ震摆或筛砂机天平sgh双盘红外线烘干器b) 操作方法:将试验筛按照筛孔径大小顺序摆放,称50克型砂,放入烘干器烘6-9分钟后,倒入顶层SBSO1号6目筛内,盖好筛盖,并放在筛砂机筛座上逆时针旋转夹筛盘6上的手柄,将整个夹筛盘向上调得筛盖上然后顺时针旋转夹筛盘上的手柄,其内顶杆轴夹紧支承套,把标准筛固定.将定时器放钮拨到筛分所需的时间(3-15分钟)打开电源开关,筛砂机自动停止,逆时针旋转夹筛盘上手柄使夹筛松开,并上提固定滑套,取下试验筛,依次将残存在各号筛内的砂粒倒在纸上,分别用天平称重(精确到0.1克)筛内如嵌有砂粒不可敲击标准筛应用毛刷轻轻刷下,将各号筛内残存砂粒称重后并记录,最后计算出每种砂粒占试样总重(50)克的百分率.3.4 含水量(水分)的测定:a) 设备: 天平sgh双盘红外线烘干b) 操作方法:称砂20(+ -)0.05克倒入盛砂盘中,均匀铺平,将盛砂盘放置在红外线烘干器内,烘6-10分钟,取下试样,冷至室温,再用天平重新标重,精确至0.01克.含水量= (烘前重量-烘后重量)÷烘前重量×100%3.5 紧实率的测定:a) 设备: SAC锤击式制样机,SBS型标准筛b) 操作方法:将试样筒放在标准筛下面,把型砂倒入标准筛,使之自然漏入试样筒内,用刮刀将试样筒上多余的试样刮去,然后将装有试样的标筒在SAC锤击式制样机上冲击三次,试样体积压缩的程度,即为紧实率,其数值可直接从制样机上读取.3.6 灼烧减量的测定:a) 设备:SX2-4-10箱式电阻炉天平b) 操作方法: 称砂2(+ -)0.05克放在瓷舟中,电阻炉温度调到1000-1050度之间,把型砂放入电阻炉中,30分钟后拿出,称重.灼烧减量=(灼烧前重量—灼烧后重量)÷灼烧前重量×100%3.7 发气量的测定:a) 设备:GET—11智能发气性测试仪天平b) 操作方法:(1)按下船型主电源开关,接通主电源,参数显示区显示(HELLO)约30分钟左右,自动进入监控状态,参数显示区显示“)-”(2)在监控状态下,按下电源“通”按钮,指示灯亮,开始升温,约30分钟左右,炉温和系统温度将达到设定值.恒温10分钟左右,即可进行发气性的测试(3) 称取1.00克试样置于烧舟中,在监控状态下,将样舟推入炉膛的恒温区,迅速盖上密封盖并按“测量”键,仪器开始工作,试样的发气量和对应的时间将同步显示在参数显示区.(4) 当参数显示区的数值不再上升或下降时,按“结束”键,参数显示区显示出发气量和对应时间,再按“打印”键,发气量以图形方式输出,再按“0”键,发气量以数据方式输出.(5) 试验结束后,取下炉口的端盖,先按“断”按钮关断控制电源,然后切断主电源.4. 详情请参照使用说明书.5.1 焦碳的检测:5.1.1 检验设备:烘干箱天平5.1..2 水分(每次分析必须新到试样),称样1.00(+ -)0.05g,记录(1)皮重,(2)料重,将料置于烘干过圆坩锅中,放入105-110℃的烘干箱内烘90分钟,取出试样冷却至室温,备注:从保温箱中样品取出时,注意样品的完整性5.1.3 计算公式:水分含量%=(皮重+净料-烘后总重)÷净料×1005.2. 检验设备:电炉天平5.2.1 灰分:称样1(+ -)0.05g,置于燃烧过的方灰四(方舟)中,均匀撒开,不要将样品堆放在一起,防止燃烧不彻底,将方舟置于灰四架上,用长钳将灰四架,灰四放入已设定好的8.5(+ -)10℃的炉中.注意:刚放入的灰四架要在炉门处,并将炉门开一缝进氧,时间2分钟后再将灰四架移入电炉中心,保温90分钟,炉门一直留一条缝进氧备注:灰四,方舟,圆坩锅在815(+ -)10℃的温度中烘烤30分钟后方可使用,取出试样,冷至室温(注意避风,灰分流失)5.2.2 计算公式:灰分含量%=(烘烧后总重-皮重)÷净料×1005.3 检验设备:电炉天平5.3.1 挥发分: ,称样1.00(+ -)0.05g置于烘干过圆坩锅中,(1)记录坩锅皮重,(2)去皮记录净料重. 将置好试样盖上盖子放到灰四架上迅速将灰四架放入已设好的900℃电炉中,放置位置入炉中心,保温7分钟,将炉门关严,取出试样冷至室温,称量:烘后总重.5.3.2 计算公式:挥发分%=皮重+净料重烘后总重÷净料×1005.4 固定碳计算公式:固定碳%=100-挥发分-水分-灰分备注:焦碳的碳含量是经各步试验结果计算出来的,所以称固定碳.6. 亚甲基蓝吸附量(吸蓝量)的测定注:膨润土中蒙脱石具有吸附亚甲基兰的能力,其吸附量称吸蓝量以100克试样吸附的亚甲基蓝的克数表示.6.1 设备:天平(感量0.01g)电炉滴定管6.2 试剂配制:质量分数为1%的焦磷酸钠溶液.质量分数为0.2%的亚甲基兰溶液(化学试剂纯度为≥98.5%.亚甲基兰必须在干燥皿中保存)亚甲基兰溶液的配制:称取亚甲基兰2克溶于1000ml水中,即配成质量分数为0.2%的亚甲基兰溶液6.3 操作程序:称取烘干的试样0.20g(+ -)0.01g置于三角烧杯中,加入50ml蒸馏水使其预先润湿.然后加入质量分数为1.0%的焦磷酸钠溶液20ml摇晃均匀后在电炉上加热煮沸5分.在空气中冷却至室温,用滴定管滴入质量分数为0.2%的亚甲基兰溶液,滴定时第一次可加入预计的亚甲基兰溶液量的2/3左右,以后每次滴加1-2ml.检验终点的方法是:每次滴加亚甲基兰溶液后摇晃30秒,用玻璃棒蘸一滴试液在中速定量滤纸上,观察在中央深兰色的周围在无出现淡兰色的晕环,若末出现,继续滴加亚甲基兰溶液.如此反复操作,当开始出现兰色晕环时,将试液静置1分后,再用玻璃棒蘸一滴试液,若四周还末出现淡兰色的晕环,说明末到终点,应再滴加亚甲基兰溶液,直到出现明显的淡兰色晕环为试验终点.6.1 计算公式: P B VMB =----------×100%mMB:100g膨润土试样的吸兰量(g)P B:亚甲基兰溶液的质量浓度(g/ ml)V: 亚甲基兰溶液的滴定量(ml)M: 膨润土试样的质量(g)100: 膨润土的质量(g)7. 有效膨润土含量的测定:7.1 设备:电烘箱电热板滴定装置7.2 试剂配制:质量分数为1%的焦磷酸钠溶液.质量分数为0.2%的亚甲基兰溶液7.2.1操作程序:测定有效膨润土含量,是根据膨润土中含蒙脱石矿物能吸附亚甲基兰,等染料的特性,而粉尘,砂粒被烧死的无效膨润土等元素粘结作用,物料则不吸附或极少吸附亚甲基兰染料的原理进行的.为了测定旧砂中有效膨润土含量,取车间所用原砂和膨润土在105-110℃烘干到恒重后,置于一组(5)个250ml的烧杯中,分别加入膨润土0.1g, 0.2g, 0.3g, 0.5g及原砂4.9g, 4.8g, 4.7g, 4.6g,4.5g,使每份试样原砂和膨润土总量为5.0g,先分别加入质量分数为1%的焦磷酸钠溶液20ml,摇晃均匀后在电炉上加热煮沸5分.在空气中冷却至室温,按吸兰量的测试步骤测定出每份试样的亚甲基兰滴定量,然后以试样中的膨润土量为横坐标, 亚甲基兰滴定量为纵坐标,绘制标准附曲线.备注:试验时取旧砂(或型砂) 5g用亚甲基兰溶液滴定,根据滴定量从标准吸附曲线上可直接查出旧砂或型砂中有效膨润土含量8. 有效煤粉含量的测定:备注:粘土砂中有效煤粉含量是指在旧砂中除去已失效的而能起着相当于新鲜煤粉作用组分的质量分数8.1 设备:SFL型记录式发气性测定仪, 天平(感量0.01g)8.2 操作程序:将发气性测定仪开温至900℃,称取生产中使用的煤粉试样0.01 g,放入瓷舟中,(瓷舟使用前预先在1000℃灼烧30分钟表, 并保存在干燥器中)然后再将盛有试样的瓷舟放入发气性测定仪的石英管红热的部分,立即塞上塞子,记录仪开始工作,记下被测试样的发气量,保温7分钟至无气体产生为止.按上述同样的方法测定0.01 g膨润土及其它附加物的发气量,最后再按上述方法测定除去含铁物质和风干过的1.0 g(精确至0.01 g)型砂(芯)砂或旧砂的发气量.备注:按上述方法对同一试样测定三次取其平均值,若其中任一结果与平均值的差大于10%试验需重新进行8.3 的计算公式: Q1-∑Q2W (M) =-----------------------×100%QW (M):旧砂中有效煤分的质量分数%Q1: 1克旧砂的发气量∑Q2: 1.0克旧砂中除煤粉外的膨润土和其它附加物的总发气量Q: 0.01克煤粉的总发气量(ml)本文件根据铸钢件造型对型砂的要求并结合酚醛树脂的基本特性而编制1. 原材料及基本要求:原砂:硅砂SiO2≥98% 粒度40/70目角形因数≤1.45含泥量≤0.3% 含水量≤0.2%酚醛树脂砂:比强度24(h)≥0.6MPa 游离酚≤0.5% 游离醛≤0.2%粘度(mPa.s)20℃≤120固化剂:脂含量≥98% 游离酸≤0.2% 粘度(mPa.s)20℃≤52. 型(芯)砂的配比碱性酚 醛树脂砂的配比如表11各种材料的具体加放量,应概据现场温度及使用要求来确定.在型砂的各项指标达到表2要求的情况下,应尽可能减少树脂和固化剂的加入量表24. 酚醛树脂砂的混砂及控制(1) 将酚醛树脂和固化剂分别加入带有保温装置的液料桶内,使树脂和固化剂的使用温度控制在20℃-40℃之间.当树脂或固化剂液面低于标定的下料位时,应及时补添.切记,勿将两者错加入对方的液料桶内.(2)将混砂机控制界面调至首页,进入自动计时菜单,分别调整卸砂闸析及树脂和固化剂的电机频率数,然后对放出的砂,树脂和固化剂分别进行计量称重,使混砂机单位时间的出砂量及泵出树脂和固化剂量达到预定值.(3) 从按设定比例混制好的型砂中取砂制样,按表2进行检测,符合要求后进行正常生产.不符合要求,再按(2)的步骤要求调整砂,树脂,固化剂之间的比例.(4)旧砂经过再生,应符合表3要求表3当再生砂不能满足表3中的指标要求时则应及时整修再生或除尘设备.表3 中的PH 值,灼烧减量每天检定一次,其余每个工作日检测一次(5)在环境温度较高或旧砂循环使用频率较高时,再生砂的温度会随着旧砂热量的积累越来越高,当进入混砂机的砂温超过35℃时,就需开启冷却水来降低砂温.如果砂温仍温合肥市不能降至35℃以下,则需在落砂前开箱,让其充分冷却后再落砂.如条件允许,也可通过增加新砂比例的办法来降低砂温.(6)在正常生产中,为确保砂,树脂,固化剂相互之间的比例符合要求,至少每周按(2)的步骤要求,对砂,树脂,固化剂进行称重检测,并做好记录,不符合要求时,及时调整.根据我公司的设备特点及粘土砂既要生产铸铁件,以要生产铸钢件这一实际情况,制定本工艺规程1. 粘土砂用原材料及要求(1)原砂:硅砂SiO2≥98% 粒度50/100目或70/140目含泥量≤0.3% 含水量≤0.2%(2)膨润土:采用钠基或钠化膨润土,其指标如表1表1(3)煤粉:指标及要求见表2表2(4)氧化铁红:Fe2O3含量≥67%2. 粘土砂的配比粘土砂配比如表3表33. 粘土砂的性能粘土砂砂样是在全部主要辅材料都加入混砂机,并按规定时间进行充分混合后,从混砂机的取样口取砂制样.粘土砂的性能应达到表4的要求表4粘土砂的性能检测,在各种加入材料的各项指标都有明确掌握,检测结果符合要求且稳定的情况下,可每班检测二次,否则,每碾必须进行检测. 4.粘土砂的混制按照定量器定量,每碾加入砂800Kg,其它材料根据表3设定计量加入.如有特殊要求,可适当调整型砂的配比比例或在型砂中增加其它辅助材料型砂经过反复使用,其中的膨润土,煤粉就会失效形成粉尘,当粉尘含量超过一定比例后,会使型砂的紧实率,透气性,热湿拉强度明显下降,型砂性能恶化,造成铸件气孔等缺陷增加,当型砂中的总含泥量超过16%时,应开启旧砂再生装置,.使回用的旧砂通过旧砂再生机降低粉尘的含量..旧砂经过反复浇铸使用,热量积蓄,旧砂温度不断升高,会造成型砂性能恶化,造型困难,砂处理设备因粘砂而不能正常工作.因此,须把混砂机混出的砂温控制在≤40℃.由于本砂处理线末配备砂温调节装置,所以在旧砂回用较频繁时,一方面适当延长打箱时间或现场开箱让砂型充分冷却,另一方面增加新砂加入量,以降低砂温.。
旧砂热法再生生产线设备参数
-------邹年步
一、该生产线应适用下列条件:
冷芯树脂砂,热芯树脂砂,酚醛树脂砂(即覆膜砂)等旧砂再生和热覆膜砂
各种型砂材质为硅砂的树脂类铸造型砂。
二、旧砂再生生产线主要技术指标
1、生产能力:2吨/小时
2、焙烧温度:700----900度
3、总装机功率:42 kw
4、再生砂所得率:≥90%
5、除尘效率:95%
三、生产线各配套设备技术参数:
1、振动破碎机:1台
A、入料粒度:300 mm; 出料粒度:3 mm;
B、配用电机功率:3千瓦
C、生产能力:3吨/小时;
D、振动最大激振力:50KN
2、斗式提升机:[加料] 1台
A、提升高度:10.7米;
B、提升能力:3吨/ 小时;
C、配套电机功率:1.5千瓦;
3、加料斗:1台
A、容量:10吨
4.螺旋加料机:1台
A、加料速度: 1.5 - 3吨/小时(可调);
B、配用电机:1.5 千瓦
5、预热器:1台
A、废砂预热到250--300 ℃
6、烟气热烧器:1台
A、废气二次燃烧
7、沸腾式再生焙烧炉:1台
A、焙烧温度:700----900度
B、采用高压风机11kw,送风助燃,形成热气流,使砂流动.
C、炉外温度≤50℃
8、复合式沸腾床:1台
沸腾床内部设有冷却水管,改善冷却效果,冷却床自配1台高压风机,砂粒在鼓风的作用下沸腾,同时得到冷却和去灰。
出沙温度≤50℃
电机功率:7.5kw
9、出料斗式提升机:1台
A、提升高度:3.3米
B、提升能力: 3 吨/ 小时;
C、配套电机功率: 1.5千瓦;
10、振动分级筛:1套
A、生产能力:3吨/ 小时;
B、分级:70/140目50/100目
C、配套电机:0.2千瓦x2;
11、除尘器:2台
A . 配用电机功率: 7.5千瓦
B、采用1级旋风分离器和水湿除尘器,
12、储料提升机:1台
A、提升高度:6.5米;
B、提升能力:3 吨/ 小时;
C、配套电机功率:1.5千瓦;
13、成品砂库一个:
容量:35吨
14、煤气发生炉:1台
配套电机功率:2.2千瓦
四、电器控制部分:
1、控制柜:
A、350×700×1700标准控制柜一台;
B、温度自动控制系统1套;
C.控制面板采用旋转开关,手动和自动可分别进行。
D.对设备故障和安全系统采用声光报警显示。
E.所有温度采用数字显示。