模具表面处理技术_2
- 格式:pptx
- 大小:869.86 KB
- 文档页数:50

表面处理方法
TD处理
1、技术简介
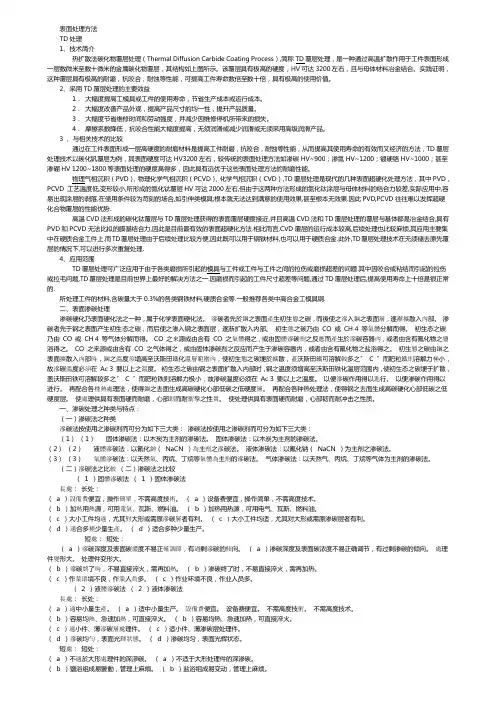
热扩散法碳化物覆层处理(Thermal Diffusion Carbide Coating Process),简称TD覆层处理,是一种通过高温扩散作用于工件表面形成一层数微米至数十微米的金属碳化物覆层,其结构如上图所示。该覆层具有极高的硬度,HV可达3200左右,且与母体材料冶金结合。实践证明,这种覆层具有极高的耐磨,抗咬合,耐蚀等性能,可提高工件寿命数倍至数十倍,具有极高的使用价值。
2、采用TD覆层处理的主要效益
1. 大幅度提高工模具或工件的使用寿命,节省生产成本或运行成本。
2. 大幅度改善产品外观,提高产品尺寸的均一性,提升产品质量。
3. 大幅度节省维修时间和劳动强度,并减少因维修停机所带来的损失。
4. 摩擦系数降低,抗咬合性能大幅度提高,无须润滑或减少润滑或无须采用高级润滑产品。
3 、与相关技术的比较
通过在工件表面形成一层高硬度的耐磨材料是提高工件耐磨,抗咬合,耐蚀等性能,从而提高其使用寿命的有效而又经济的方法,TD覆层处理技术以碳化钒覆层为例,其表面硬度可达HV3200左右,较传统的表面处理方法如渗碳HV~900;渗氮HV~1200;镀硬铬HV~1000;甚至渗硼HV
1200~1800等表面处理的硬度高得多,因此具有远优于这些表面处理方法的耐磨性能。
物理气相沉积(PVD),物理化学气相沉积(PCVD),化学气相沉积(CVD),TD覆层处理是现代的几种表面超硬化处理方法,其中PVD,PCVD
工艺温度低,变形较小,所形成的氮化钛覆层HV可达2000左右,但由于这两种方法形成的氮化钛涂层与母体材料的结合力较差,实际应用中,容易出现涂层的剥落,在使用条件较为苛刻的场合,如引伸类模具;根本就无法达到满意的使用效果,甚至根本无效果.因此PVD,PCVD往往难以发挥超硬化合物覆层的性能优势.
高温CVD法形成的碳化钛覆层与TD覆层处理获得的表面覆层硬度接近,并且高温CVD法和TD覆层处理的覆层与基体都是冶金结合,具有PVD和PCVD无法比拟的膜基结合力,因此是目前最有效的表面超硬化方法.相比而言,CVD覆层的运行成本较高,后续处理也比较麻烦,其应用主要集中在硬质合金工件上.而TD覆层处理由于后续处理比较方便,因此既可以用于钢铁材料,也可以用于硬质合金.此外,TD覆层处理技术在无须褪去原先覆层的情况下,可以进行多次重复处理.

模具表面强化处理技术
模具是作为制造业的重要工艺装备,它的使用性能,特别是使用寿命反映了一个国家的工业水平,并直接影响到产品的更新换代和在国际市场上的竞争能力。因此,各国都非常重视模具工业的发展和模具寿命的提高工作。目前,我国模具的寿命还不高,模具消耗量很大,因此,提高我国的模具寿命是一个十分迫切的任务。模具热处理对使用寿命影响很大。我们经常接触到的模具损坏多半是热处理不当而引起。据统计,模具由于热处理不当,而造成模具失效的占总失效率的50%以上,所以国外模具的热处理,愈来愈多地使用真空炉、半真空炉和无氧化保护气氛炉。模具热处理工艺包括基体强韧化和表面强化处理。基体强韧化在于提高基体的强度和韧性,减少断裂和变形,故它的常规热处理必须严格按工艺进行。表面强化的主要目的是提高模具表面的耐磨性、耐蚀性和润滑性能。表面强化处理方法很多,主要有渗碳、渗氮、渗硫、渗硼、氮碳共渗、渗金属等。采用不同的表面强化处理工艺,可使模具使用寿命提高几倍甚至于几十倍,近几年又出现了一些新的表面强化工艺,本文着重四个方面介绍,供同行参考。
一、低温化学热处理
1.离子渗氮
为了提高模具的抗蚀性、耐磨性、抗热疲劳和防粘附性能,可采用离子渗氮。离子渗氮的突出优点是显著地缩短了渗氮时间,可通过不同气体组份调节控制渗层组织,降低了渗氮层的表面脆性,变形小,渗层硬度分布曲线较平稳,不易产生剥落和热疲劳。可渗的基体材料比气体渗氮广,无毒,不会爆炸,生产安全,但对形状复杂模具,难以获得均匀的加热和均匀的渗层,且渗层较浅,过渡层较陡,温度测定及温度均匀性仍有待于解决。
离子渗氮温度以450~520℃为宜,经处理6~9h后,渗氮层深约0.2~0.3mm。温度过低,渗层太薄;温度过高,则表层易出现疏松层,降低抗粘模能力。离子渗氮其渗层厚度以0.2~0.3mm为宜。磨损后的离子渗氮模具,经修复和再次离子渗氮后,可重新投入使用,从而可大大地提高模具的总使用寿命。

冲压模具表面处理方法
冲压模具表面处理方法包括以下几种:
1. 手工研磨抛光:这是一种传统的模具表面加工方法,主要依靠操作者的经验和技术。手工抛光比较费时,效率低下,一些较复杂曲面或者勾缝研磨抛光会比较难处理。
2. 机械精加工-磨削加工:常用的磨削加工设备有平面磨床、内外圆磨床、工具磨床。为了确保精确,一般选用数控方式进行加工。根据不同的零件形状进行选择合适的磨床种类,板式类零件选用平面磨床,弧面及回转面零件采用内外圆磨床或者工具磨床。
3. 机械精加工-数控铣床:这种冲压模具表面加工方法不经加工效率快,而且加工质量好,除有内锐角的型腔和极窄而深的型腔外,其它方面都能胜任。在国外已成为冲压模具加工的主流工艺,我国也在积极发展中。
4. 非机械精加工方法:比如超声波加工、电火花抛光、激光精加工、化学抛光、电化学抛光等。
以上方法仅供参考,如有需要,建议咨询专业人士获取帮助。
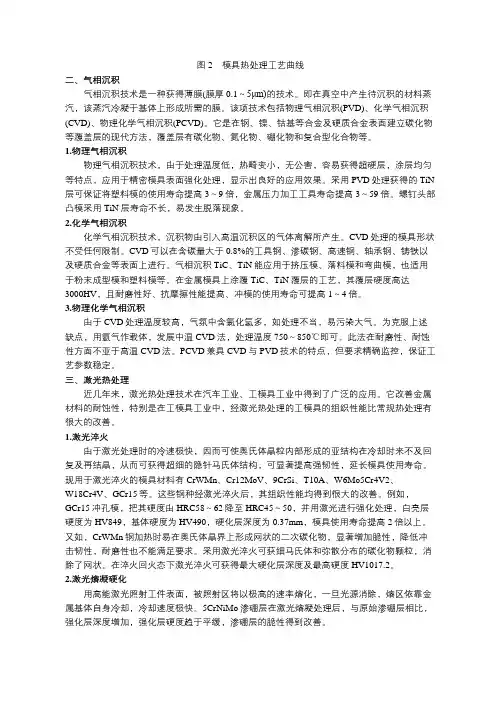
图2 模具热处理工艺曲线
二、气相沉积
气相沉积技术是一种获得薄膜(膜厚0.1~5μm)的技术。即在真空中产生待沉积的材料蒸汽,该蒸汽冷凝于基体上形成所需的膜。该项技术包括物理气相沉积(PVD)、化学气相沉积(CVD)、物理化学气相沉积(PCVD)。它是在钢、镍、钴基等合金及硬质合金表面建立碳化物等覆盖层的现代方法,覆盖层有碳化物、氮化物、硼化物和复合型化合物等。
1.物理气相沉积
物理气相沉积技术,由于处理温度低,热畸变小,无公害,容易获得超硬层,涂层均匀等特点,应用于精密模具表面强化处理,显示出良好的应用效果。采用PVD处理获得的TiN层可保证将塑料模的使用寿命提高3~9倍,金属压力加工工具寿命提高3~59倍。螺钉头部凸模采用TiN层寿命不长,易发生脱落现象。
2.化学气相沉积
化学气相沉积技术,沉积物由引入高温沉积区的气体离解所产生。CVD处理的模具形状不受任何限制。CVD可以在含碳量大于0.8%的工具钢、渗碳钢、高速钢、轴承钢、铸铁以及硬质合金等表面上进行。气相沉积TiC、TiN能应用于挤压模、落料模和弯曲模,也适用于粉末成型模和塑料模等。在金属模具上涂覆TiC、TiN覆层的工艺,其覆层硬度高达3000HV,且耐磨性好、抗摩擦性能提高、冲模的使用寿命可提高1~4倍。
3.物理化学气相沉积
由于CVD处理温度较高,气氛中含氯化氢多,如处理不当,易污染大气。为克服上述缺点,用氩气作载体,发展中温CVD法,处理温度750~850℃即可。此法在耐磨性、耐蚀性方面不亚于高温CVD法。PCVD兼具CVD与PVD技术的特点,但要求精确监控,保证工艺参数稳定。
三、激光热处理
近几年来,激光热处理技术在汽车工业、工模具工业中得到了广泛的应用。它改善金属材料的耐蚀性,特别是在工模具工业中,经激光热处理的工模具的组织性能比常规热处理有很大的改善。
1.激光淬火
由于激光处理时的冷速极快,因而可使奥氏体晶粒内部形成的亚结构在冷却时来不及回复及再结晶,从而可获得超细的隐针马氏体结构,可显著提高强韧性,延长模具使用寿命。现用于激光淬火的模具材料有CrWMn、Cr12MoV、9CrSi、T10A、W6Mo5Cr4V2、W18Cr4V、GCr15等。这些钢种经激光淬火后,其组织性能均得到很大的改善。例如,GCr15冲孔模,把其硬度由HRC58~62降至HRC45~50,并用激光进行强化处理,白亮层硬度为HV849,基体硬度为HV490,硬化层深度为0.37mm,模具使用寿命提高2倍以上。又如,CrWMn钢加热时易在奥氏体晶界上形成网状的二次碳化物,显著增加脆性,降低冲击韧性,耐磨性也不能满足要求。采用激光淬火可获细马氏体和弥散分布的碳化物颗粒,消除了网状。在淬火回火态下激光淬火可获得最大硬化层深度及最高硬度HV1017.2。