铁型覆砂工艺特点介绍
- 格式:doc
- 大小:25.00 KB
- 文档页数:1
2024年覆膜砂壳型制造工艺是一种现代的铸造工艺,通过涂覆一层薄膜在砂壳模具表面来提高铸件的表面质量和整体性能。
以下是关于这种制造工艺的详细介绍。
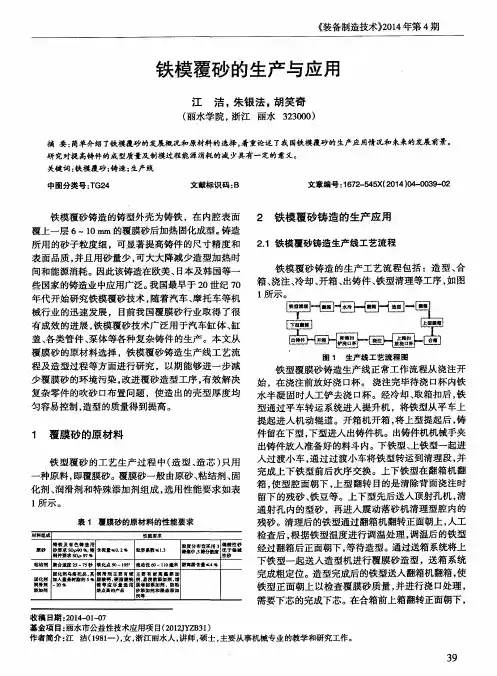
1.工艺流程2024年覆膜砂壳型制造工艺的主要工艺流程包括模具准备、涂覆膜料、固化、模具烘干和砂芯组装。
首先,需要准备好砂壳模具,包括选取适当的砂型材料和制作具有所需形状的砂壳模具。
然后,在砂壳模具内涂覆一层薄膜。
薄膜可以选择树脂膜、陶瓷膜、金属膜等材料,用于提高铸件表面光洁度和抗氧化性能。
涂覆可以采用喷涂、浸涂或滚涂等方法。
涂覆完成后,需要进行膜料的固化。
固化一般采用烘烤或紫外线照射等方法,使薄膜形成坚固的结构,以保证在砂芯浇铸过程中不会破裂或剥落。
固化完成后,模具需要进行烘干,以除去固化过程中产生的水分或溶剂,以免在浇铸过程中引起气孔或缺陷。
最后,进行砂芯的组装。
根据具体的铸件形状和要求,将多个砂芯组装在一起,形成铸件的中空结构。
2.工艺特点2024年覆膜砂壳型制造工艺相比传统的砂壳型铸造工艺具有以下几个特点:首先,覆膜工艺能够提高铸件的表面质量。
薄膜的涂覆可以有效地防止铸件表面氧化和烧蚀,提高表面光洁度和抗腐蚀性能。
其次,覆膜工艺能够提高铸件的整体性能。
薄膜的涂覆可以增加铸件的密封性能和抗氧化性能,从而提高铸件的使用寿命和稳定性。
此外,覆膜工艺能够提高生产效率和降低成本。
与传统的砂壳型铸造工艺相比,覆膜工艺的制备过程更简单,生产周期更短,同时能够降低原材料和能源的消耗。
3.应用领域2024年覆膜砂壳型制造工艺广泛应用于各个领域的铸件生产中,包括汽车制造、航空航天、工程机械、能源设备等。
在汽车制造中,覆膜工艺可以用于铸造发动机缸体、缸盖、曲轴箱等关键零部件,提高发动机的性能和可靠性。
在航空航天领域,覆膜工艺可以用于制造航空发动机叶片、涡轮盘和航空航天设备的各种零部件,提高其耐腐蚀性和疲劳性能。
在工程机械和能源设备领域,覆膜工艺可以用于铸造各种轴承座、管道法兰、阀门体等关键零部件,提高其耐磨性和耐高温性能。
・956・ 铸 造 FOUNDRY Sep.2006
Vo1.55 No.9
铁型覆砂无冒口铸造增压器涡轮壳 倪志全 ,朱年根 ,李鉴仪・,王燕照・ (1.无锡申达铸件厂,江苏无锡214192;2.无锡锡脉铸造有限公司,江苏无锡214046) j
摘要:铁型覆砂铸造技术是一种清洁、高效的铸造技术,呆用铁型覆砂技术生产中硅钼铁素体球铁增压器涡轮壳,铸 件尺寸精度、表面质量、内部质量均有明显改善,已铸造增压器涡轮壳20余万件,效果良好,对铁型覆砂铸造工艺的 ・ 应用有良好参考价值。 关键词:铁型覆砂;增压器涡轮壳;无冒口铸造 中图分类号:TG255文献标识码:B文章编号:1001—4977(2006)09—0956—03
Supercharger Turbo Shell Founded in the Technique of Iron Mou ld.TectoriaI Sand W ithout Riser NI Zhi—quan’,ZHU Nian—gen ,LI Jian—yi’,WANG Yan—zhao’ (1.Wuxi Shenda Foundry Factory,Wuxi 214192,Jiangsu,China;2.Wuxi Ximai Foundry Co.Ltd. Wuxi 214046,Jiangsu,China)
Abstract:The foundry technique of iron mould.tectoriaI sand iS a clean and high e仟icient technic.if the mid—silicon cast iron supercharger turbo shells are produced in the technic of iron mould-tectoriaI sand,the dimension precision,superficiaI quality and inside quality of castings wilI be improved obviously,more than 200 000 supercharger turbo shells have been produced successfully,it has good reference value to the use of the foundry technic of jrOD mould-tectoria J sand. Key WOrdS:iron mOuId.1ectO riaI sand;supercharger turbo shell;casts with no emit meatus
覆膜砂铸造工艺过程要点膜砂铸造在铸造领域已有相当长的历史,铸件的产量也相当大;但采用覆膜砂铸造生产精密铸钢件时面临很多难题:粘砂(结疤)、冷隔、气孔。
如何解决这些问题有待于我们去进一步探讨。
一、对覆膜砂的认识与了解(覆膜砂属于有机粘结剂型、芯砂)(1)覆膜砂的特点:具有适宜的强度性能;流动性好,制出的砂型、砂芯轮廓清晰,组织致密,能够制造出复杂的砂芯;砂型(芯)表面质量好,表面粗糙度可达Ra=6.3~12.5μm,尺寸精度可达CT7~CT9级;溃散性好,铸件容易清理。
(2)适用范围:覆膜砂既可制作铸型又可制作砂芯,覆膜砂的型或芯既可互相配合使用又可与其它砂型(芯)配合使用;不仅可以用于金属型重力铸造或低压铸造,也可以用于铁型覆砂铸造,还可以用于热法离心铸造;不仅可以用于铸铁、非铁合金铸件的生产,还可以用于铸钢件的生产。
二、覆膜砂的制备1.覆膜砂组成一般由耐火材料、粘结剂、固化剂、润滑剂及特殊添加剂组成。
(1)耐火材料是构成覆膜砂的主体。
对耐火材料的要求是:耐火度高、挥发物少、颗粒较圆整、坚实等。
一般选用天然擦洗硅砂。
对硅砂的要求是:SiO2含量高(铸铁及非铁合金铸件要求大于90%,铸钢件要求大于97%);含泥量不大于0.3%(为擦洗砂)--[水洗砂含泥量规定小于;粒度①分布在相邻3~5个筛号上;粒形圆整,角形因素应不大于1.3;酸耗值不小于5ml。
(2)粘结剂普遍采用酚醛树脂。
(3)固化剂通常采用乌洛托品;润滑剂一般采用硬脂酸钙,其作用是防止覆膜砂结块,增加流动性。
添加剂的主要作用是改善覆膜砂的性能。
(4)覆膜砂的基本配比成分配比(质量分数,%)说明:原砂100 擦洗砂,酚醛树脂1.0~3.0 占原砂重,乌洛托品(水溶液2)10~15 占树脂重,硬脂酸钙 5~7 占树脂重,添加剂 0.1~0.5 占原砂重。
1:2)10~15 占树脂重,硬脂酸钙5~7 占树脂重,添加剂0.1~0.5 占原砂重。
2.覆膜砂的生产工艺覆膜砂的制备工艺主要有冷法覆膜、温法覆膜、热法覆膜三种,目前覆膜砂的生产几乎都是采用热覆膜法。
第1篇摘要:覆膜砂铸造工艺是一种新型的铸造技术,具有许多优点,如砂芯表面质量好、尺寸精度高、生产效率高、环保性能好等。
本文将对覆膜砂铸造工艺的原理、特点、应用及发展趋势进行详细介绍。
一、引言随着我国工业的快速发展,对铸造产品的质量要求越来越高。
传统的铸造工艺由于砂芯表面质量差、尺寸精度低、生产效率低、环境污染严重等问题,已无法满足现代工业的需求。
覆膜砂铸造工艺作为一种新型铸造技术,具有许多优点,得到了广泛的应用。
二、覆膜砂铸造工艺原理覆膜砂铸造工艺是指在砂芯表面涂覆一层具有一定厚度和强度的有机膜,然后在膜上放置金属型腔,通过高温、高压的方式使熔融金属充填型腔,冷却凝固后取出砂芯,从而获得所需形状和尺寸的铸件。
1. 膜材料:覆膜砂铸造工艺所使用的膜材料主要有聚氨酯、酚醛树脂、环氧树脂等。
这些材料具有优良的耐热性、耐腐蚀性、绝缘性和粘结性。
2. 涂覆方法:覆膜砂铸造工艺的涂覆方法主要有浸涂法、刷涂法、喷涂法等。
其中,浸涂法操作简单,适用于大批量生产;刷涂法适用于小批量生产;喷涂法可提高涂覆效率,适用于自动化生产线。
3. 膜层厚度:覆膜砂铸造工艺的膜层厚度一般在0.1~0.5mm之间,过厚会影响铸件尺寸精度和表面质量,过薄则易造成砂芯损坏。
三、覆膜砂铸造工艺特点1. 砂芯表面质量好:覆膜砂铸造工艺的砂芯表面光滑,尺寸精度高,表面粗糙度低,可满足现代工业对铸件表面质量的要求。
2. 尺寸精度高:覆膜砂铸造工艺的砂芯尺寸精度高,可达到IT10~IT15等级,满足精密铸造的要求。
3. 生产效率高:覆膜砂铸造工艺的砂芯制备速度快,可提高生产效率,降低生产成本。
4. 环保性能好:覆膜砂铸造工艺采用环保型膜材料,无污染排放,有利于环境保护。
5. 可重复使用:覆膜砂铸造工艺的砂芯可重复使用,降低生产成本。
四、覆膜砂铸造工艺应用覆膜砂铸造工艺广泛应用于汽车、摩托车、航空航天、电子、机械、石油化工等行业。
以下列举几个典型应用案例:1. 汽车发动机缸盖:覆膜砂铸造工艺可制备出表面质量好、尺寸精度高的发动机缸盖,提高发动机性能。
覆膜砂铸造工艺过程要点参数可收覆膜砂铸造工艺过程要点参数可收!覆膜砂铸造在铸造领域已有相当长的历史,铸件的产量也相当大;但采用覆膜砂铸造生产精密铸钢件时面临很多难题:粘砂(结疤).冷隔、气孔。
如何解决这些问题有待于我们去进一步探讨。
一、对覆膜砂的认识与了解(覆膜砂属于有机粘结剂型、芯砂)(1)覆膜砂的特点:具有适宜的强度性能;流动性好,制出的砂型.砂芯轮廓清晰,组织致密,能够制造出复杂的砂芯;砂型(芯)表面质量好,表面粗糙度可达Ra=6.3 ~ 12.5pm ,尺寸精度可达CT7 ~ CT9级;溃散性好,铸件容易清理。
(2 )适用范围:覆膜砂既可制作铸型又可制作砂芯,覆膜砂的型或芯既可互相配合使用又可与其它砂型(芯)配合使用;不仅可以用于金属型重力铸造或低压铸造,也可以用于铁型覆砂铸造,还可以用于热法离心铸造;不仅可以用于铸铁.非铁合金铸件的生产,还可以用于铸钢件的生产。
二、覆膜砂的制备I .覆膜砂组成心•.en般由耐火材料、粘结剂、固化剂、润滑剂及特殊添加剂组成(1)耐火材料是构成覆膜砂的主体。
对耐火材料的要求是:耐火度高、挥发物少、颗粒较圆整、坚实等。
一般选用天然擦洗硅砂。
对硅砂的要求是:SiO2含量高(铸铁及非铁合金铸件要求大于90%,铸钢件要求大于97% );含泥量不大于0.3% (为擦洗砂)--[水洗砂含泥量规定小于;粒度①分布在相邻3〜5 个筛号上;粒形圆整,角形因素应不大于 1.3;酸耗值不小于5ml。
(2)粘结剂普遍采用酚醛树脂。
(3)固化剂通常采用乌洛托品;润滑剂一般采用硬脂酸钙,其作用是防止覆膜砂结块,增加流动性。
添加剂的主要作用是改善覆膜砂的性能。
(4)覆膜砂的基本配比成分配比(质量分数,% )说明:原砂100擦洗砂,酚醛树脂1.0〜3.0占原砂重,乌洛托品(水溶液2) 10〜15占树脂重,硬脂酸钙5〜7占树脂重,添加剂0.1〜0.5占原砂重。
1: 2) 10〜15占树脂重,硬脂酸钙5〜7占树脂重,添加剂0.1〜0.5占原砂重。
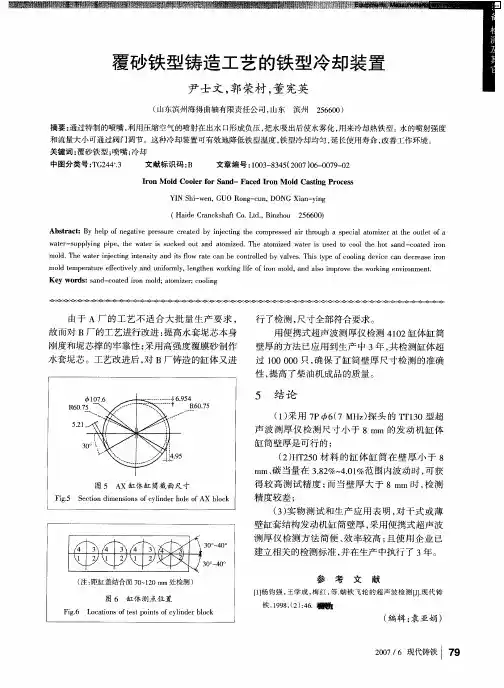
(山东滨州海得曲轴有限责任公司,山东滨州256600) 摘要:通过特制的喷嘴,利用压缩空气的喷射在出水口形成负压,把水吸出后使水雾化,用来冷却热铁型。水的喷射强度 和流量大小可通过阀门调节。这种冷却装置可有效地降低铁型温度,铁型冷却均匀,延长使用寿命,改善工作环境。 关键词:覆砂铁型;喷嘴;冷却 中图分类号:TG244+.3 文献标识码:B 文章编号:1003—8345(2007)06—0079—02
Iron Mold Cooler for Sand。。Faced Iron Mold Casting Process YIN Shi—wen,GUO Rong—cun,DONG Xian-ying (Haide Cranckshaft Co.Ltd.,Binzhou 256600) Abstract:By help of negative pressure created by injecting the compressed air through a special atomizer at the outlet of a water—supplying pipe.the water is sucked out and atomized.The atomized water is used to cool the hot sand—coated iron mold.The water injecting intensity and its flow rate can be controlled by valves.This type of cooling device can decrease iron mold temperature effectively and uniformly,lengthen working life of iron mold,and also improve the working environment.
覆膜砂壳型铸造工艺覆膜砂壳型铸造工艺是一种高效、节能、节材的先进铸造工艺,它是在传统的砂型铸造基础上发展起来的。
其主要特点是在铸造过程中利用覆膜材料在砂型表面形成高密度无毒无害的薄膜,从而阻止铸件与砂型之间的直接接触,减小结合力,避免铸造缺陷的产生,从而获得高质量的铸件。
一、覆膜材料的选用在覆膜砂壳型铸造中,覆膜材料的选择非常重要,一般选择具有以下特点的覆膜材料:1、高度透明且不粘连的覆膜材料,可以让铸造工人清晰地看到铸件的情况,方便检查,同时不附着在铸件表面,以免影响铸件质量。
2、耐高温、耐腐蚀的覆膜材料,以承受铸造过程中的高温和化学腐蚀。
3、环保型、无毒无害的覆膜材料,以确保铸造过程的安全性和环保性。
1、模具准备:根据产品要求,制作出相应的模具,盛装铸造材料,制作出砂型。
2、覆膜处理:选择合适的覆膜材料,在砂型表面形成一层薄膜,通过振动等方式去除多余气泡。
3、砂型烘干:将覆膜处理后的模具放入烘箱中,进行干燥处理,以去除残留水分,增强模具稳定性。
4、浇注铸造:将铸造材料加热并浇入模具中,注意控制温度、流量、时间等铸造参数。
5、铸件处理:在铸件冷却至一定温度后,将其取出进行切割、抛光等处理,以得到高质量的铸件。
三、覆膜砂壳型铸造的优势和应用1、降低材料成本:使用覆膜砂壳型铸造可以减少废品率,降低材料损耗。
2、提高产品质量:覆膜砂壳型铸造可以避免铸造缺陷的发生,从而提高产品质量。
3、减少能源消耗:通过优化工艺流程,可以减少能源消耗,降低生产成本。
目前,覆膜砂壳型铸造已经广泛应用于汽车、机械、航空航天等领域中,成为现代铸造工业中的重要工艺之一。
覆膜砂铸造技术
1砂铸造技术
砂铸造技术是利用砂模铸造的方法,将熔融金属浇于模具中而制成零件或器械零件的工艺。
它有两个主要优点:一是利用模具把熔融金属浇入模型中,可以形成复杂度较高、尺寸稳定性强、表面光洁度高的产品;二是可以节约金属材料,降低成本。
砂铸造技术除了研究自身的技术方法外,还与其他技术相结合,大大增强了研究和应用的可能性。
例如,采用覆膜砂铸造技术可以将金属和非金属材料维系在一起,制造出种类繁多的产品。
它比传统砂铸造技术有更多的应用前景。
覆膜砂铸造是指采用非常薄的覆膜材料覆盖着砂模,使砂模表面能够较长时间地保持其质量和强度,从而改善产品表面的质量,增强金属非金属材料的黏结力,提高砂模的可靠性和耐久性。
在传统砂铸造技术基础上运用覆膜砂铸造技术,不仅可以使产品的精度更高、表面更光滑,而且可以在一定程度上抑制成核的形成,改进砂穴的表面品质,有效降低砂模的折边、网格等缺陷形成,从而大大提高制品的综合性能和可靠性。
有了覆膜砂铸造技术的加入,砂铸造技术的应用范围更加广泛,特别是基于高副模注塑砂铸技术,可以把材料更优化地应用在五金类、机械结构件等产品上。
总而言之,覆膜砂铸造技术在国际上确实得到了广泛的应用,该技术有助于提高砂铸造产品的附着力、精度、耐久性及耐磨性,大大提高了制品的质量,也给广大消费者带来了很多实惠。
覆膜砂铸造工艺过程要点参数可收一般由耐火材料、粘结剂、固化剂、润滑剂及特殊添加剂组成。
(1)耐火材料是构成覆膜砂的主体。
对耐火材料的要求是:耐火度高、挥发物少、颗粒较圆整、坚实等。
一般选用天然擦洗硅砂。
对硅砂的要求是:SiO2含量高(铸铁及非铁合金铸件要求大于90%,铸钢件要求大于97%);含泥量不大于0.3%(为擦洗砂)--[水洗砂含泥量规定小于;粒度①分布在相邻3~5个筛号上;粒形圆整,角形因素应不大于1.3;酸耗值不小于5ml。
(2)粘结剂普遍采用酚醛树脂。
(3)固化剂通常采用乌洛托品;润滑剂一般采用硬脂酸钙,其作用是防止覆膜砂结块,增加流动性。
添加剂的主要作用是改善覆膜砂的性能。
(4)覆膜砂的基本配比成分配比(质量分数,%)说明:原砂100擦洗砂,酚醛树脂1.0~3.0占原砂重,乌洛托品(水溶液2)10~15占树脂重,硬脂酸钙5~7占树脂重,添加剂0.1~0.5占原砂重。
1:2)10~15占树脂重,硬脂酸钙5~7占树脂重,添加剂0.1~0.5占原砂重。
2.覆膜砂的生产工艺3.覆膜砂的主要产品类型(1)普通类覆膜砂普通覆膜砂即传统覆膜砂,其组成通常由石英砂,热塑性酚醛树脂,乌洛托品和硬脂酸钙构成,不加有关添加剂,其树脂加入量通常在一定强度要求下相对较高,不具备耐高温,低膨胀、低发气等特性,适用于要求不高的铸件生产。
(2)高强度低发气类覆膜砂特性:高强度、低收缩、低发气、慢发气、抗氧化简介:高强度低发气覆膜砂是通俗覆膜砂的更新换代产物,通过插手有关特性的“添加剂”和接纳新的配制工艺,使树脂用量大幅度下降,其强度比通俗覆膜砂高30%以上,发宇量显著降低,并能延缓发气速度,能更好地适应铸件生产的需要。
该类覆膜砂首要适用于铸铁件中,中小铸钢、合金铸钢件的生产。
现在该类覆膜砂有三个系列:GD-1高强度低发气覆膜砂;GD-2高强度低收缩低发气覆膜砂;GD-3高强度低收缩低发气抗氧化覆膜。
(3)耐高温(类)覆膜砂(ND型)特性:耐高温、高强度、低收缩、低发气、慢发气、易溃散、抗氧化简介:耐高温覆膜砂是通过特殊工艺配方技术生产出的具有优异高温性能(高温下强度高、耐热时间长、热收缩量小、发宇量低)和综合铸造性能的新型覆膜砂。
铁型覆砂工艺特点介绍
1. 铁型覆砂铸造具有砂型铸造的特点,即有一刚性砂型外壳,使得 砂型整体强度高、
不变形,其适应性广泛,铸件易脱模,并且定位可靠,精度高。
2. 铁型覆砂铸造具有覆膜砂壳型铸造的特点,造型方便、快捷、不论什么铸件砂型,
二、三分钟之内便可造型完毕,高频红外碳硫分析仪 型砂密度、铸型表面硬度等通过设备
保证,永远一致,并且不需要涂刷任何涂料。既得到了光洁的铸件,又提高了铸件的形状和
尺寸精度。
3. 铁型覆砂铸造还具有金属型铸造的特点,铁的铸型在金属液结晶过程中有明显的冷
激作用,可使铸件晶粒度细化,从而提高了铸件的综合强度,同时又由于有砂胎的存在避免
了金属型铸造的短处,铸件不会产生白口,对铸铁件而言,可铸态生产各种材质,无需热处
理。
4. 由铁型和薄的砂胎组成的铸型锁紧后刚度高、变形小、冷却快,得到的铸件尺寸精
度高、加工余量小、组织致密,特别适合球墨铸铁的生产,在生产球墨铸铁时能利用球墨铸
铁的石墨化膨胀对铸件进行高频红外碳硫分析仪 自补缩——实现球墨铸铁的少、无冒口铸
造,得到优质铸件;因为铁型冷却快,对生产高牌号的珠光体基体的盘类、杆类、轴类铸件
尤其有利。
5. 一般情况下铁型覆砂生产的铸件硬度比普通铸造方法生产的铸件要高20个HB单位
左右。
6. 利用铸件浇注后铁型的余热进行再循环生产的覆膜砂固化, 不只减少了用电,而且铸
造过程呈现封闭式循环生产状态,生产占用面积很小(例如,一小时熔炼一吨铁(钢)水时,造
型浇注面积有二、三百平方米就足够了),不需要砂处理设备,投资少、见效快。
7. 由于铁模的激冷,使得型砂不会被过烧,不但型砂可以重复使用,而且因为浇注过
程的焙烧,从而使得型砂(石英砂)发生相变,砂子的热膨胀系数由15减至5。所以,生产过
程中产生的旧砂还可以再生回用,符合发展循环经济。
8. 铁型覆砂铸造特别适合批量大的中、小铸件的生产,若换装少时其综合废品率可以
降到3%左右。
9. 铁型覆砂的铁型使用寿命可达万次以上,但长期反复的热胀冷缩和铸造环境影响下,
需要增加维护保养。