一些常用模具标准
- 格式:pdf
- 大小:1.18 MB
- 文档页数:28
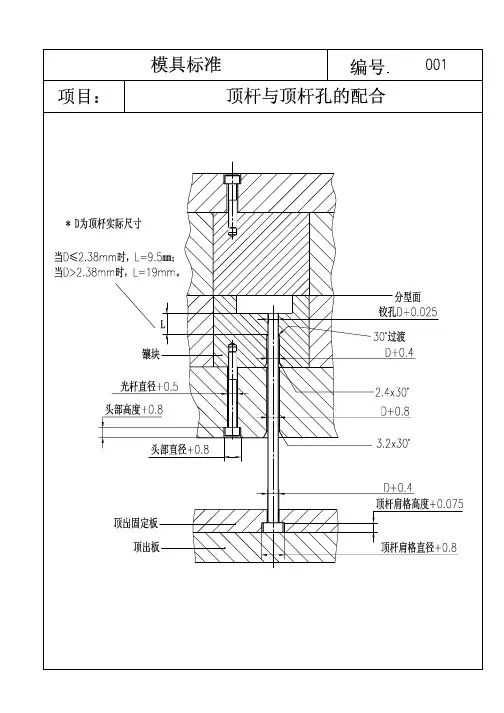

一、1、2、3、4、5、6、7、8、9、二、1、2、3、三、1、2、3、四、1、a、b、c、d、2、直径5/8 X 14”牙孔2个按客户要求:(以图纸另行通知)码模孔有效牙不少于1.5倍螺丝直径,并保证垂直。码模孔直径1/2 X 7”牙孔2个直径5/8 X 10”牙孔2个唧咀采用标准件唧咀,必须做定位防止转动并用法兰压上防止运输或其他原因脱落细水口唧咀及特殊唧咀按图加工。出口模唧咀、热咀、按图加工。违失。码模螺丝中心距离(以唧咀为中心)。加上一圆凹位深0.5MM。用规范字码端正打在正中位。唧咀所有螺丝孔沉头要做平底并做倒角,所有螺丝牙的有效配合,保证超过螺丝直径以拉杆螺丝要拧贴托位。内模螺丝中心距离是20的倍数方便CNC加工。上,并且保证牙孔要垂直,螺丝头沉下板面1-2MM。顶棍孔:直径(35-40)一般一个,大模按要求加多。6MM(两边计)。
螺丝模胚外观要保持光洁、平整、不生锈,不能有多余的孔或明显的划痕、凹陷等。不分形面,细水口活动板及推板之间要用锁模板锁紧,锁模板做在模具面向啤工之侧不必要的边角需要做倒角,但倒角一定要均等。模面、内模、行位、铲鸡、压块等如要打字码一定要对称整齐。并在字码的位置上得在模胚上用打磨机乱写乱划。面或装在顶面,并且在同一件板上要另做一螺丝孔与原锁模板的螺丝一齐固定锁模板。以防生产时出意外。制模规范守则模胚本厂模号打在非基准面上,字体端正整齐。按要求在方铁上雕上客户编号。AB板之间四角要做撬模角,大模40X45度;深10MM(两边计),小模25X45度;深码模坑:高(25-35)X深(20-30)。五、1、2、3、六、1、2、七、1、2、3、4、5、八、1、2、3、4、5、6、7、九、1、2、长度的60%。1.5以下的顶针最大避空直径为1/64。0.5-1mm。情况而定)两端一定要磨平整、平行,不能低陷,并比方铁高出0.05-0.2(看模具大小及模具撑头
PVC傍针垃圾位一般做6-8MM,磨尖部分单边5-10°并且大头与顶针外径形成台阶。一般的司筒柱要做0.5度-1度的出模角并且要省光。司筒针少时可用两粒无头螺丝收紧,多时要用压板压平顶针头。不能有披锋,倒扣位及顶针胶位要省光省滑,不能有拖胶碎现象。顶针做直径5/32,特殊除外。司筒成品上的顶针印不可以高出产品面要平或低于平面不超过0.05mm。顶针法定位。端面要和模哥一齐省。所有顶针都要在后面写明篇号。内模顶针孔致少要留20mm正位封胶,其余可避空0.5-1mm包括模胚及顶针板,直径1.5mm以上顶针要用钻咀钻出再用捻把捻正。顶针在装好后用手要能够转动,但不能前后移动。推入拉出要顺但不松。弹弓一般模具采用蓝弹弓。出口模、喜高模及带强回装置的模具采用黄弹弓-大同弹弓。小每隔100-150加1粒。弹弓根据大小不同及具体情况必须有预压8-15 mm。但压尽时的长度不可以少于原弹弓长度的经验计算:预压+行程/预压+孔深=0.3-0.4。总长=预压+行程+孔深。过长弹弓及喜高模、出口模,必须加扶针于弹弓内孔并固定在底板和托板上。行位藏弹弓孔做大二个科,顶针板藏弹弓孔可比弹弓大2MM。顶针头底要平顶针板或稍低于顶针板(0.05以内)顶针沉头要平底直径避空顶针头位于R面或斜面的顶针以及成型胶位的顶针要做管钉定位,无特殊情况不采用其他方根据模具大小及具体情况决定数量、大小、及高度。顶针板避空孔,比撑头做大2-3mm并用螺丝固定于底板上并处于顶针板避空孔的中垃圾钉心上。垃圾钉无论模具大小统一用标准件。同一模具的垃圾钉高度必须同高。垃圾钉种在底板上,配合孔要钻穿底板,对应回针底部各1粒,其余孔根据模具大3、4、5、十、1、2、3、4、5、6、7、8、9、1、2、3、4、5、6、7、8、9、10、采用油缸或气缸的行位必须装行程限位开关,而且要装在模胚处边行位座上,以免直顶、斜顶都要热处理加硬或者表面氮化处理。
出口模具的标准
有关与出口模的标准,内容很多,多到说不清。
简单的讲,可以分为两大类:
美英制、公制。
美英制以DME为主、公制以HASCO(欧洲)DAIDO(日本)为主。
一般出口模所要求的标准,都是为了模具出口后,客户方便维护或者模具样式规格的统一。
除了零件上的要求,剩下的就是各个客户他们自己的要求了。
比如设计标准、加工工艺、包装、材质等等。同一个地区不同客户或多或少会有不同的要求。
以我们公司来说,有日本客户要求简单易懂,有的连螺丝和图纸中的长度差了5mm都会呱呱叫,严重的还要老板写检讨书!
日本大同标准和大陆做模的标准差部不多,出口模主要是两大标准,欧洲的国家主要用HASCO标准,美洲主要是用DME标准,也就是英制的标准;HASCO与大同主要区别在导柱导套和顶针头的不同,所有的出口模都要加管钉和边锁。
出口模一般都是自动啤货,差不多都是潜水进胶,很少用小水口模胚。
DME和HASCO是国外的标准件品牌供应商,像国内的锦鸿,盘起之类的。
1。出口模具一般使用当地的标准件
2。出口模具对于水路要求比较严,不允许水路距离产品太远,能用直通水路的坚决不用水井。
3。欧洲模具喜欢分区冷却产品,一路水不允许冷却多个产品,太小的产品除外。动定模水路尽量走向一致。鬼子的模具喜欢用水井。
4。欧洲中大型模具喜欢用STAUBLI的快换水嘴,换模方便。
5。动模部分和定模部分要分别起吊平衡,整体起吊平衡。整体起吊装置不能跨动定模。
6。大部分零件要求能从分型面拆除。
7。习惯用弯钩胶口,潜胶口。避免人工修料把。取件多用机械手。

五金模具标准件
五
金
模
具
标
准
件
目录 ……………………………………………………………………2
1、内导柱、导套………………………………………………………3
2、外导柱、导套………………………………………………………4
3、内六角螺丝…………………………………………………………8
4、固定销………………………………………………………………10
5、弹簧…………………………………………………………………11
6、等高套筒……………………………………………………………14
7、顶料销………………………………………………………………15
8、止符螺丝……………………………………………………………18
9、两用销………………………………………………………………19
10、导正销 ……………………………………………………………21
11、圆冲子 ……………………………………………………………23
12、优力胶 ……………………………………………………………25
13、检测销 ……………………………………………………………25
第一节:内导柱、导套
一、 要紧功能:
内导柱要紧用于模板间与上、下模间的导正。内导套要紧与内导柱相配合导正作用。
二、有关代号、规格及参数:
1、代号:内导柱为“GP”,如GP20-80=>4 表示内导柱直径为∮20mm,长度为80mm,共4支。内导套为肩型“GA”与直杆型“GB”,如GA20-25=>4 表示内导套内径为∮20mm,长度为25mm,共4支。
2、规格及参数:(见下图)
三、 选用原则:
1、通常以直径较大的来优先设计,最要紧还是根据模具的大小来选择直径的大小。
2、冲孔(或者连续)模上模内导柱长度选取原则:通常情况下,开模时内导柱伸出打板面15~20MM,例图(a);当下模定位块(或者导料块)等伸出模板面很高时,导柱伸出打板面的长度L=定位块(或者导料块)伸出模板面的长度H+(5-7)MM(保证模具闭模过程中,内导柱先导正,定位块后进入打板)例图(b)
三、顶棍孔(KNOCK -OUT HOLE)
a)顶棍孔设计注意事项
在设计顶棍孔时,一定要搞清楚客人的啤机要求,如是英制标准,则采用
7"+4"X16"+6"X28"的标准,如是公制则采用200+100X400的标准,顶棍孔
的直径为1-3/8"(35mm),此外还要留意客人是否要求在顶针底板上攻牙。B板
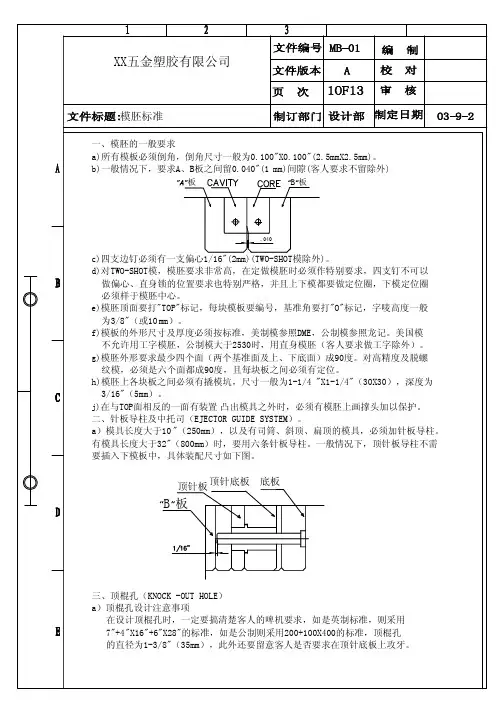
c)四支边钉必须有一支偏心1/16"(2mm)(TWO-SHOT模除外)。
d)对TWO-SHOT模,模胚要求非常高,在定做模胚时必须作特别要求,四支钉不可以
做偏心、直身锁的位置要求也特别严格,并且上下模都要做定位圈,下模定位圈
必须样于模胚中心。
e)模胚顶面要打"TOP"标记,每块模板要编号,基准角要打"O"标记,字唛高度一般
为3/8"(或10mm)。
f)模板的外形尺寸及厚度必须按标准,美制模参照DME,公制模参照龙记。美国模
不允许用工字模胚,公制模大于2530时,用直身模胚(客人要求做工字除外)。
g)模胚外形要求最少四个面(两个基准面及上、下底面)成90度。对高精度及脱螺
纹模,必须是六个面都成90度,且每块板之间必须有定位。
h)模胚上各块板之间必须有撬模坑,尺寸一般为1-1/4"X1-1/4"(30X30),深度为 3/16"(5mm)。
j)在与TOP面相反的一面有装置凸出模具之外时,必须有模胚上画撑头加以保护。
二、针板导柱及中托司(EJECTOR GUIDE SYSTEM)。
a)模具长度大于10"(250mm),以及有司筒、斜顶、扁顶的模具,必须加针板导柱。
有模具长度大于32"(800mm)时,要用六条针板导柱。一般情况下,顶针板导柱不需
要插入下模板中,具体装配尺寸如下图。一、模胚的一般要求
a)所有模板必须倒角,倒角尺寸一般为0.100"X0.100"(2.5mmX2.5mm)。
b)一般情况下,要求A、B板之间留0.040"(1mm)间隙(客人要求不留除外)
顶针底板
B板顶针板底板板