1
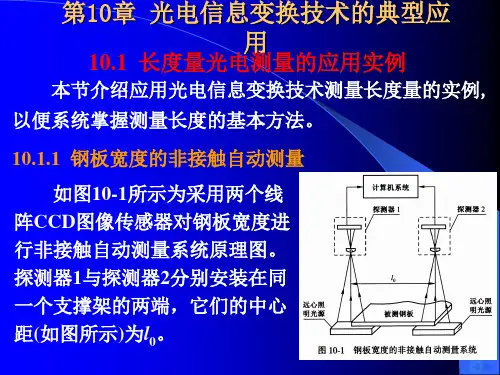
⒈ 宽度测量原理 如图10-2所示为宽度测量的原理方框图。稳定的远
心照明光源1与2发出的光使被测钢板的边沿能够被成像 物镜清楚地成像在两个线阵CCD的像敏面上。
2
CCD1与CCD2在同步脉冲的驱动下分别输出如图103所示的信号U1与U2。
输出信号经二值化处理或A/D转换在提取边界(软件 二值化处理),得到如图10-3所示的二值化信号D1与D2。 D1的下降沿对应于CCD1的第N1个像敏单元,D2的上升 沿对应于CCD2的第N2个像敏单元,它们又分别表示钢 板边缘的像在CCD1与CCD2像敏面上的位置。
L
S0
1
N1
S0
2
N 2
(10-2)
显然,测量精度与CCD的像元长度S0、光学系统的
放大倍率β等参数有关。
5
3. 测量速度
线阵CCD测量周期为其转移脉冲SH的周期T,它由 所选线阵CCD的像元数N及驱动频率f决定,
T (N Nd) f
(10-3)
式中,Nd为大于线阵CCD虚设单元的任意数(由设计驱 动器者决定)。显然,N与Nd值越大,SH的周期T越长, 而提高驱动频率f将缩短SH的周期T,提高测量速度。
设光电系统的中心安装在距裁剪剪刀口l0远处。当 被裁板材沿箭头所示方向运动到光电探测系统的视场内, 被裁板材边缘的像成在光电器件的光敏面上,使光电器 件输出的光电流减小,输出电压降低。而且,随着板材 的运动输出电压将越来越小。当它减小到一定程度,判 别电路将输出电压跳变,使板材的运动停止,裁剪系统 启动,剪刀下落将板材剪掉。
一般驱动频率f为数MHz,N与Nd之和为几千单元, 为此,测量周期常为ms量级。
6
10.1.2 板材定长剪切系统
在板材的生产、加工过程中,经常遇到定长度的剪 切的工作。采用光电非接触测量系统可以使板材定长加 工自动化,并获得高精度、高速度、质量稳定的效果。