数控机床课件
- 格式:ppt
- 大小:3.46 MB
- 文档页数:69
数控车床与操作
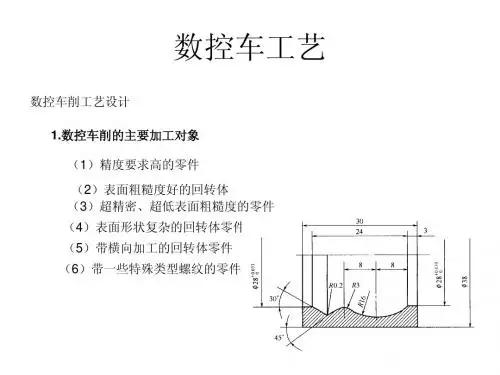
数控车床认识项目
本项目主要对数控车床的特点、种类、功能和主要技术参数加以概述,使初学者对数控车床有一个基本认识。
与普通车床相比,数控车床具有以下特点:
1、采用了全封闭或半封闭防护装置
数控车床采用封闭防护装置可防止切屑或切削液飞出,给操作者带来意外伤害。
2、采用自动排屑装置
数控车床大都采用斜床身结构布局,排屑方便,便于采用自动排屑机。
3、主轴转速高,工件装夹安全可靠。
数控车床大都采用了液压卡盘,夹紧力调整方便可靠,同时也降低了操作工人的劳动强度。
4、可自动换刀
数控车床都采用了自动回转刀架,在加工过程中可自动换刀,连续完成多道工序的加工。
5、主、进给传动分离
数控车床的主传动与进给传动采用了各自独立的伺服电机,使传动链变得简单、可靠,同时,各电机既可单独运动,也可实现多轴联动。
数控车床品种、规格繁多,按照不同的分类标准,有不同的分类方法。目前应用较多的是中等规格的两坐标连续控制的数控车床。
一、按主轴布置形式分
1、卧式数控车床
最为常用的数控车床,其主轴处于水平位置。
2、立式数控车床
其主轴处于垂直位置。
立式数控车床主要用于加工径向尺寸大,轴向尺寸相对较小,且形状较复杂的大型或重型零件,适用于通用机械、冶金、军工、铁路等行业的直径较大的车轮、法兰盘、大型电机座、箱体等回转体的粗、精车削加工。
二、按可控轴数分
1、两轴控制
当前大多数数控车床采用的两轴联动,即 X 轴、 Z 轴。 2、多轴控制
档次较高的数控车削中心都配备了动力铣头,还有些配备了 Y 轴,使机床不但可以进行车削,还可以进行铣削加工。
三、按数控系统的功能分
1、经济型数控车床
一般采用开环控制,具有 CRT 显示、程序储存、程序编辑等功能,加工精度不高,主要用于精度要求不高,有一定复杂性的零件。

一、课件简介
1.1 课件目的
本课件旨在通过详实的教程,使学员熟练掌握CAXA数控车的基本操作和编程技巧,提高数控车削加工的实际操作能力。
1.2 课件内容
本课件包含CAXA数控车的基本操作、数控编程、仿真加工、参数设置等多个方面,通过实例分析,使学员能够学以致用。
1.3 课件结构
本课件共分为十五个章节,分别为:课件简介、软件安装与界面熟悉、基本操作、数控编程、仿真加工、参数设置、加工实例等。
二、软件安装与界面熟悉
2.1 软件安装
介绍CAXA数控车软件的安装步骤,注意事项以及可能遇到的问题。
2.2 界面介绍
详细讲解CAXA数控车软件的界面布局,各功能模块的作用,以及如何快速找到所需功能。
三、基本操作
3.1 坐标系设置
讲解坐标系的建立、变换和显示方法,使学员能够熟练操作坐标系。
3.2 图形绘制
介绍如何使用CAXA数控车软件进行图形绘制,包括线段、圆弧等的绘制方法。
3.3 文件操作 四、数控编程
4.1 编程基础
介绍数控编程的基本概念、语法规则,使学员掌握数控编程的基本要素。
4.2 加工策略
讲解CAXA数控车软件中的各种加工策略,如粗加工、精加工等,以及如何选择合适的加工策略。
4.3 编程实例
通过实际加工案例,使学员掌握数控编程的整个过程,包括加工参数的设置、刀具路径的等。
五、仿真加工
5.1 仿真原理
讲解数控车削加工仿真原理,使学员了解仿真加工的过程。
5.2 仿真操作
介绍如何在CAXA数控车软件中进行仿真操作,包括开始、暂停、停止等,以及如何观察仿真过程中的各种信息。
5.3 仿真案例
通过实际仿真案例,使学员掌握仿真加工的操作技巧,提高实际操作能力。
六、参数设置
6.1 系统参数设置
讲解如何设置CAXA数控车软件的系统参数,包括界面语言、单位制式、刀具库等。
6.2 加工参数设置 介绍如何设置加工参数,如切削速度、进给量、切削深度等,以及如何根据不同的加工材料和工艺要求进行调整。

AA403.MPF;
G90 G94 G40 G71 G54 F100; (程序初始化)
G74 Z0;
T1D1;
G00 X-30.0 Y0;
Z30 M08;
M03 S200; (攻螺纹用较低的转速)
CYCLE84(10.0,0,2.0,-32.0, ,0,4,0, ,1.75);
G00 X30.0 Y0;
CYCLE84(10.0,0,2.0,-15.0, ,0,4,0, ,1.75);
G74 Z0;
M05 M09;
M02;

第四节 NC单元的操作
一、程序编辑及管理
华中Ⅰ 型数控系统是一个具有实时多任务特征的控制系统,系统在各工作方式下都能进行零件程序的编辑。
程序编辑及管理包括对加工程序的编辑、拷贝、删除、改名等操作。在系统主菜单基本功能状态(图3-6)下按F2“程序编辑”进入程序编辑及管理功能。命令行与菜单键显示如图3-9所示。如果在编辑区己经有程序在编辑,则在正交窗口显示正在编辑的程序,并允许用户编辑。
此时要退出该功能,按F10“返回”。
Fl“文件管理”用于将程序调入编辑区,以及进行程序拷贝、程序删除、程序改名、通讯等操作。按下F1,弹出菜单,如图3-10所示。用光标键上下移动红色亮条以选择所需的功能,然后按CR确认。
程序选择: 选择磁盘或内存中程序;
程序删除: 删除磁盘或内存中程序;
程序拷贝: 拷贝程序;
程序改名: 将磁盘或内存中程序改名;
通 讯: 与计算机更通讯;
取 消: 取消操作,返回程序编辑子菜单。可按“ESC”键直接执行“取消”操作;
1. 程序编辑与保存
如果在编辑区没有程序在编辑,按下列步骤调入程序到编辑区。
1)在图3-9所示状态下按F1。
弹出 图3-10菜单,选择“程序选择”,按 CR,系统将提示由用户选择内存调入,还是从磁盘调入等,如 图3-11所示。用光标键上下移动红色亮条以选择所需程序类型,按CR确认。
其中当前运行程序是当前正在加工区的程序;内存程序是指内存中的程序;磁盘程序是指3英寸软盘中的程序;网络程序是通过网络调入的程序。
2) 选择具体程序。
选择内存程序、磁盘程序、网络程序后,系统自动将所有程序,目录都以菜单的形式列出,如图3-11所示。用户用光标选择,C R确认。对于新程序,系统创建一个临时文件由用户编辑。程序调入之后,可以用下列各键对程序进行全屏幕的编辑及修改:
→:向右移动光标一个字符。