课程提纲
过程能力研究篇
1.过程能力指数的种类 2.过程能力指数的计算 3.短期过程能力指数研究 4.长期过程能力指数研究 5.计数/计量测量系统研究
SPC应用实战篇
1. SPC成功导入案例 2. SPC成功导入流程 3. SPC特性选择 4. SPC小组成立 5. SPC改善检讨
SPC应用背景篇
概念介绍
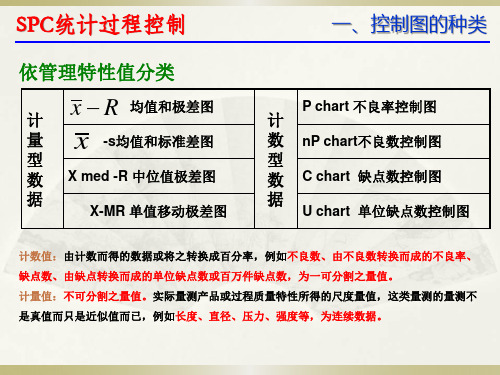
计量值:用各种计量仪器测出、以数值形式表现的测 量结果,包括用量仪和检测装置测的零件尺寸、长度 、形位误差等, 如电池之压片厚度, 小片称重, 卷针直 径等指标。
计数值:通常是指不用仪器即可测出的数据。计件如 ON
不合格品数, e.g 裁大片外观不良数,服从二项分布 ;计点如电池激光焊接的气密性, 短路数等, 服从泊松 OFF 分布。
在实际生产中,产品质量的偶然波动与异常 波动总是交织在一起的。控制图就是区分这两类 产品质量波动、亦即区分偶然因素与异常因素这 两类质量因素的重要科学方法。
控制图的历史
• 控制图是1924年由美国品管大师W.A. Shewhart博 士发明。 因其用法简单且效果显著, 人人能用, 到处可用, 逐渐成为实施品质管制时不可缺少的主 要工具, 当时称为 (Statistical Quality Control)。
开发
开发
产品及制 程确认
回馈评鉴及 矫正措施
SPC 可以帮助我们
• 区分正常波动和异常波动;
• 及时发现异常征兆;
• 消除异常因素;
• 减少异常波动; • 提高过程能力;
预防控制
正常波动和异常波动
• 波动是质量的敌人; • 品质改善就是要持续减少设计、制造和服务过
程的波动;
正常波动:
异常波动: