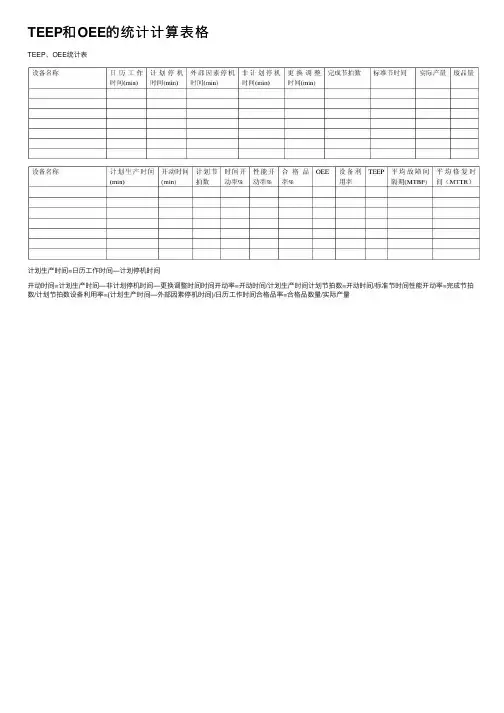
动力电池生产线节拍平衡计算表
- 格式:xls
- 大小:149.50 KB
- 文档页数:2

自动化生产流水线节拍流水线的负荷系数又称编程效率,其值越大,表示流水线的生产效率越高。
流水线上总负荷系数可按以下公式计算:η=T/(N × Pt)此中η为负荷系数Pt 为生产节拍=计划期有效工作时间 /计划期产品产量=标准总加工时间 /作业员人数=有限机种的标准总加工时间/有限机种台数N为工位数T为全部工位达成一个节拍所用时间之合一般以工作地 (机器 )作计算单元的,流水线的负荷系数不该低于0.75 ;以操作工人作计算单位的,其流水线的负荷系数应在0.85 -0.9 以上。
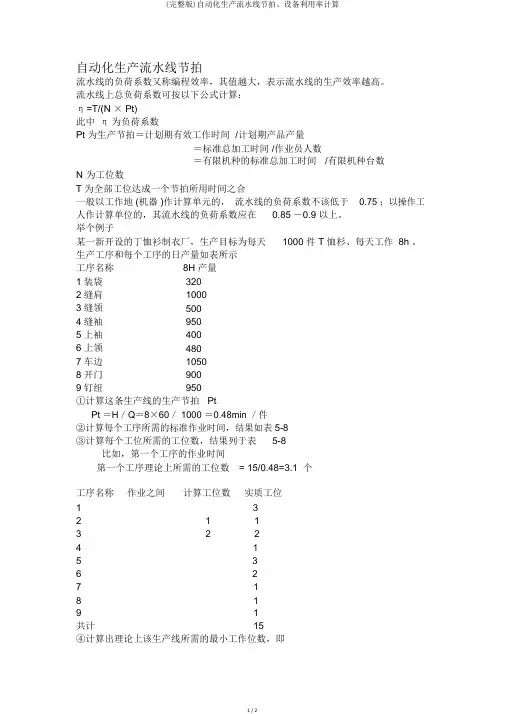
举个例子某一新开设的丁恤衫制衣厂,生产目标为每天1000 件 T 恤杉、每天工作 8h 。
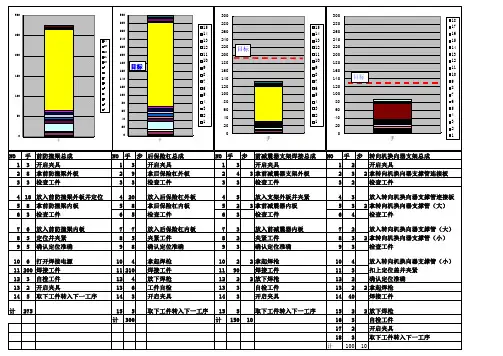
生产工序和每个工序的日产量如表所示工序名称8H 产量1 装袋3202 缝肩10003 缝领5004 缝袖9505 上袖4006 上领4807 车边10508 开门9009 钉纽950①计算这条生产线的生产节拍 PtPt =H/Q=8×60/ 1000 =0.48min /件②计算每个工序所需的标准作业时间,结果如表5-8③计算每个工位所需的工位数,结果列于表5-8比如,第一个工序的作业时间第一个工序理论上所需的工位数= 15/0.48=3.1 个工序名称作业之间计算工位数实质工位1 32 1 13 2 24 15 36 27 18 19 1共计15④计算出理论上该生产线所需的最小工作位数,即Nmin=[T/Pt]+1=[7.15/0.48]+1=15个⑤计算该生产线均衡后的均匀负荷率η =T/(N × Pt) × 100%=7.15/(15 × 0.53)× 100%=89.9&依据工序流程安排生产线,第一要依据每个工序的难易程度,计算出各工序所需的工作位数量,务必使各工序每小时的总产量大概同样,才能获得一便条衡的生产线,例 1 中该生产线均衡后实质的节拍应为 0.53min (瓶颈工作地节拍),均衡后的工序负荷率为 89.9 %。
生产线平衡计算
第一步:确定每个生产环节的耗时
首先要明确每个生产环节的耗时,需要仔细测算以确保其准确性。
对
于已经有既定数据的生产环节可以直接参考,对于新工序则需要进行研究
和实验,找出最可行的方案。
顺序性的操作可以拆分为若干子操作,每个
子操作是整个操作过程中采取的动作,可以加快耗时的测算。
第二步:计算所需时间
在确定了每个生产环节的耗时后,再通过将每个环节的耗时累加,计
算出从产品到达生产线的起始点到产品离开生产线的终点所需的总时间。
第三步:确定工序比重和员工比重
工序比重是指在每个生产环节中所用的资源比重,可以考虑机器的风格、生产速度、技能水平等,员工比重指的是每个生产环节所需的员工数。
第四步:制定操作计划
在确定了工序比重和员工比重后,就可以安排每个生产环节的运作顺
序并对员工分配任务。
为了保证负载平衡,需要确保每个员工的负责生产
环节的耗时并不相差太大。
可以通过顺序性的操作拆分成若干子操作,对
每个员工成立一个操作顺序,安排任务。
第五步:平衡调整
平衡调整是将已经制定好的原始操作计划针对某些情况进行调整。
例
如工作人员流失、某个设备的故障、计划进行调整等。
流水线生产节拍计算公式
流水线生产是一种快速、高效的生产模式,它被广泛应用于制造行业。
流水线生产的节拍计算可以更好地规划生产,并为企业提供更有效的管理。
在本文中,我们将介绍流水线生产节拍的计算公式,以及如何利用其进行生产规划。
一、节拍计算公式
流水线生产节拍的计算公式为:节拍(BPM)= 60 000/生产周期(m)。
节拍单位为每分钟多少次,也就是每分钟多少次生产(组装、测试、检查等),即BPM(节拍),而生产周期(m)指的是一个工序的生产耗时,单位为分钟,即生产一件产品所消耗的时间。
根据流水线生产节拍计算公式,可以计算出每分钟需要完成多少次生产以及生产一件产品所需要的时间。
例如:若需要每分钟完成6次生产,那么生产一件产品所需要的时间就是10分钟: BPM=
60 000/10 = 6 000。
二、流水线生产计划
利用流水线生产节拍计算公式,可以更好地规划流水线生产,以便提高企业的效率和产量。
首先,对制造技术进行分析,确定生产每件产品的工序及时间,即计算出m的值,确定每分钟需完成的生产次数,计算出BPM (每分钟节拍)。
其次,需根据每分钟节拍规划工装,确定每台设备的产能,即确定每台设备每分钟最大能生产多少件产品,并组合各
机台,形成一条完整的流水线,以确定最大产量。
最后,可根据实际情况,调整看板设置、设备速度等,调整每分钟的节拍,实现企业的最佳生产效果。
三、结论
流水线生产节拍计算公式为60 000/m,可以根据该公式,计算出每分钟完成多少次生产以及生产一件产品所需要的时间。
此外,也可以利用该公式,进行流水线生产计划,调整每分钟节拍,以实现企业的最佳生产效果。
生产线平衡率计算
生产线平衡率计算是指在制造过程中,为了最大化生产效率,将工作量分配到每个工作站,使得每个工作站都能以相同的速度生产产品,从而使整个生产线处于平衡状态的计算方法。
生产线平衡率的计算可以通过以下步骤进行:
1. 确定整个生产线所需的总产量,即每天或每周需要生产的产品数量。
2. 确定生产线上的所有工作站及其所需的生产时间,包括加工时间、等待时间、调整时间等。
3. 计算每个工作站的生产能力,即每个工作站能够完成的产品数量或工作时间。
通常情况下,生产能力由最慢的工作站决定。
4. 计算每个工作站所需的工作时间,即生产线总产量除以每个工作站的生产能力。
5. 计算每个工作站的平衡率,即每个工作站实际工作时间与所需工作时间的比值。
如果该比值小于1,则说明该工作站的产能过剩,可以将部分工作量分配到其他工作站;如果该比值大于1,则说明该工作站的产能不足,需要增加工作时间或增加人力资源。
通过生产线平衡率的计算,企业可以优化生产过程,提高生产效率,降低生产成本,提高产品质量和客户满意度,从而增强企业的竞争力。
- 1 -。