铸轧板带缺陷定义
- 格式:doc
- 大小:42.00 KB
- 文档页数:6
产生原因
晶内偏析是由于结晶过程中溶质重新分配和不平衡结晶引起的。
表面偏析带
定义及特征
铸轧带表面点状缺陷集聚成带状,纵贯铸轧带坯全长。未经侵蚀时不易发现,缺陷部位反光性稍差,较暗。经高浓度混合酸或碱溶液侵蚀后发黑。显微组织为两析共晶组织,缺陷部位化合物比正常部位明显增多,其中Si、Fe、Cu等与铝形成共晶转变的元素含量升高,而与铝形成包晶转变的Ti的含量明显降低。具有上述特征的缺陷称表面偏析带。表面偏析带是逆偏析。
热带
定义及产生原因
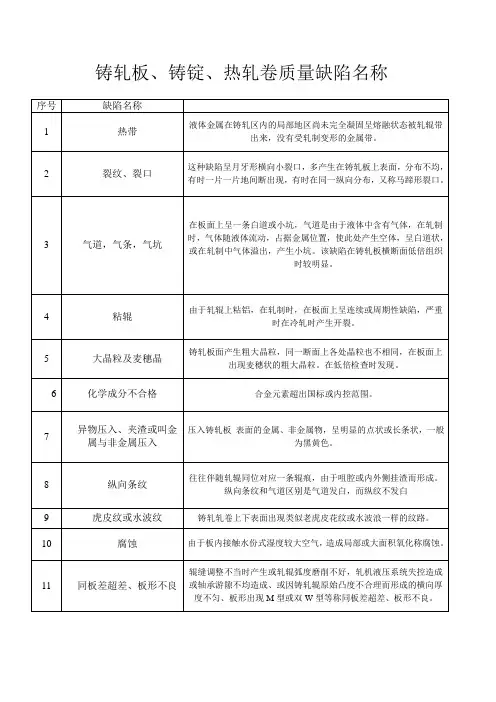
铸轧带局部未受轧制变形,具有自由结晶表面的区域称热带。缺陷严重时会穿透板厚,形成孔洞;热带形状不规则,有不同程度的凹陷。凹陷的表面不平整,往往伴随有裂缝出现,有时有偏析浮出物。
产生原因
铸轧温度太高,速度太快,冷却强度不够等原因致使材料出辊时尚未完全凝固,或者前箱液面太低,供料嘴严重堵塞等原因导致局部熔体供给部足,熔体不能和辊面充分接触,因而未受轧制变形,保留铸态组织。
气道
定义及特征ቤተ መጻሕፍቲ ባይዱ
铸轧带内形成的纵向连续或断续延伸的空洞缺陷称之为气道习惯上低倍试片肉眼可见的空洞称为气道,借助放大镜才能发现的称为微孔。
气道附近晶粒发生歪扭,表面多显现白道,严重时可延续达全长,常伴有通条横裂纹和麦穗晶带。
气道横向位置固定的气道和游动性气道。铸轧时,相距较近的两游动性气道会相互“吸引”,逐渐靠近直至汇合,汇合处形成气三角。
铸轧板带缺陷定义、特征及产生原因
分层裂纹
定义及特征
铸轧代表层下出现由低熔点相和Fe,Si等杂质隔开的分层。有时分层延伸到表面,形成马蹄形裂口。延伸或未延伸到表面的这种缺陷称之为分层裂纹。
分层裂纹一般是各个分离且成群出现。裂纹两侧组织差异较大,表面侧低熔点相和杂质相较少,晶粒较粗大;内侧低熔点相杂质相较多,晶粒细小。
辊痕
定义及特征
由辊面刻印在铸轧带表面而周期性出现的凸起或凹下称为辊痕。
产生原因
辊面机械损伤、粘铝或龟裂。
裂边
定义及特征
铸轧带边部破裂。
产生原因
耳部挂渣;耳子倒角不合适;铸轧区长,变形量大,液穴深;熔体流动性差等。
飞边
定义及特征
铸轧带坯边缘宽出一条形状不规则的金属翘片称为飞边。
产生原因
铸轧速度过快;前箱液面太高;耳子损坏、脱落;耳辊间隙过大等。
晶内偏析
定义及特征
晶粒内化学成分不均的现象叫晶内偏析,又叫枝晶偏析。
枝晶偏析的特点为:显微组织上固熔体晶内组浓度不一,侵蚀后呈现颜色不一的波纹状的“年轮”生长线:在晶界和晶枝间届,低熔点相增多,甚至出现不平衡剩余组成物。
3003、3A21等合金易产生大组织和晶内偏析,严重影响带及其后续加工产品的性能。
夹杂
定义及特征
铸轧带内含有炉渣、炉剂、各种耐火材料、金属氧化物和其他杂物,统称为夹杂。
夹杂形貌多种多样,多呈黑色或耐火材料的颜色,形状不规则。
产生原因
熔体不净,精炼、滤效果不佳,料嘴内部保温材料脱落等是生产夹杂缺陷的主要原因。
产生原因
熔体含气量多,供料系统干燥不彻底,供料嘴结渣等原因皆易产生气道。
粗大晶粒
定义及特征
铸轧带晶粒大小超过标准的要求,称为粗大晶粒。
粗大晶粒组织具有很强的各向一性;冷轧后表面出现白条缺陷;再结晶退火后晶粒易长大。
五级大晶粒的铸轧带浸蚀后,表面呈现粗大的纵向带状花纹,横截面表层为排列紧密的片状胞晶,表层往内为羽毛状晶。
产生原因
供料嘴的唇缘损坏,脱落或挂渣。
中心面偏析
定义及特征
铸轧带坯中,最终凝固的中心面附近集中了不平衡过剩组成物,称为偏析面。
产生原因
在轧辊压力作用下,富集合金元素的液态铝沿枝晶间隙,从较冷区(即所谓孔道效应),全部凝固后在中部形成共晶,局部还可能出现过共晶。中心偏析面量合金元素添加和铸轧速度的增加而增加。
产生原因
熔体温度偏高,铸轧速度快,冷却强度低,辊面温度不均,表面粗糙度不合适,清辊器或润滑剂欠佳,卷曲张力小等都是产生粘辊的主要原因。
粘板
定义及特征
铸轧带被卷取是层与层之间发生的局部粘连的现象叫粘板,强行展开后,粘连区呈现片状、条状、或点状伤痕。发生粘连的两接触表面对应点上的伤痕相互吻合。
产生原因
铸轧速度太快,卷取张力过大等原因皆易产生粘板。
产生原因
分层裂纹是由于铸轧带在凝固过程中,凝壳抗剪强度小于表面粘着区和中心变形区之间的附加切应力所致。
通条横裂纹
定义及特征
铸轧带表面出现弧形,V形或无定形横向裂纹或裂口,沿着轧制方向排列成裂纹带称之为通条横向裂纹。
产生原因
通条裂纹一般是由于供料嘴唇局部破损或结渣造成。它往往同气道,表面偏析带,粗晶带等缺陷伴生。
重熔斑纹
定义及特征
铸轧时铸造区铝凝固壳发生重熔,在带表面形成皱纹或斑纹,称为斑纹。
这种缺陷多以周期性横向皱纹的形式出现。严重时可见成层,甚至出现类似偏析浮出物的斑点。重熔斑纹实际上是一种逆偏析。偏析区内组织粗大,中间化合物大且集中,破坏表面组织的均匀性。
产生原因
熔替温度过高,铸轧速度过快,凝壳薄;轧辊局部导热性能差;供料嘴组装不合适,熔体温度不均;轧机振动等。
通条划沟
定义及特征
铸轧带表面延轧制方向出现的有一定深度的笔直沟缝称之为通条划沟。
通条划沟深浅不一,深者可达2㎜,长度达数米,甚至可纵贯带全长。其两侧无凸凹偶合特征,沟深较稳定。
产生原因
通条划沟是由于挂在供料嘴上的氧化皮的隔离作用,使该处凝固后形成一道沟,随后经轧制变形,两侧金属向中间靠拢,但未能焊合,形成一道笔直的纵向缝隙。
缩边
定义及特征
铸轧带一侧或两侧边部收缩,带坯变窄,称为缩边。
产生原因
前箱液面低;前箱熔体温度低;液流分配不合理;耳部结渣等。
横向条纹
定义及特征
铸轧时,嘴辊间隙处包覆铝液的氧化膜周期振荡并发生破裂,使带坯表层的凝固速度周期变化,枝晶间距周期变化,从而使表面显现横向细纹。
产生原因
供料嘴与轧辊间隙过大;前箱液面过高、波动;机架、供料系统振动等。
产生原因
熔体过热,结晶前沿温度梯度过大,熔体在炉中停留时间以及变质等效都是产生粗大结晶粒的主要原因。
晶粒不匀
定义及特征
同一铸轧带不同区域晶粒度相差2级以上称为晶粒不匀。
晶粒不匀有两种形式:一种为同一表面不同区域晶粒大小不同,另一种为上下表面晶粒表面大小不同。
粘辊
定义及特征
铸轧时,局部或整个带宽度上的粘着层在离开轧辊中心连线后不能与轧辊分离,而由卷取张力强行分离,使带坯出现表面粗糙,翘曲不平或横纹等缺陷称为粘辊。
晶内偏析是由于结晶过程中溶质重新分配和不平衡结晶引起的。
表面偏析带
定义及特征
铸轧带表面点状缺陷集聚成带状,纵贯铸轧带坯全长。未经侵蚀时不易发现,缺陷部位反光性稍差,较暗。经高浓度混合酸或碱溶液侵蚀后发黑。显微组织为两析共晶组织,缺陷部位化合物比正常部位明显增多,其中Si、Fe、Cu等与铝形成共晶转变的元素含量升高,而与铝形成包晶转变的Ti的含量明显降低。具有上述特征的缺陷称表面偏析带。表面偏析带是逆偏析。
热带
定义及产生原因
铸轧带局部未受轧制变形,具有自由结晶表面的区域称热带。缺陷严重时会穿透板厚,形成孔洞;热带形状不规则,有不同程度的凹陷。凹陷的表面不平整,往往伴随有裂缝出现,有时有偏析浮出物。
产生原因
铸轧温度太高,速度太快,冷却强度不够等原因致使材料出辊时尚未完全凝固,或者前箱液面太低,供料嘴严重堵塞等原因导致局部熔体供给部足,熔体不能和辊面充分接触,因而未受轧制变形,保留铸态组织。
气道
定义及特征ቤተ መጻሕፍቲ ባይዱ
铸轧带内形成的纵向连续或断续延伸的空洞缺陷称之为气道习惯上低倍试片肉眼可见的空洞称为气道,借助放大镜才能发现的称为微孔。
气道附近晶粒发生歪扭,表面多显现白道,严重时可延续达全长,常伴有通条横裂纹和麦穗晶带。
气道横向位置固定的气道和游动性气道。铸轧时,相距较近的两游动性气道会相互“吸引”,逐渐靠近直至汇合,汇合处形成气三角。
铸轧板带缺陷定义、特征及产生原因
分层裂纹
定义及特征
铸轧代表层下出现由低熔点相和Fe,Si等杂质隔开的分层。有时分层延伸到表面,形成马蹄形裂口。延伸或未延伸到表面的这种缺陷称之为分层裂纹。
分层裂纹一般是各个分离且成群出现。裂纹两侧组织差异较大,表面侧低熔点相和杂质相较少,晶粒较粗大;内侧低熔点相杂质相较多,晶粒细小。
辊痕
定义及特征
由辊面刻印在铸轧带表面而周期性出现的凸起或凹下称为辊痕。
产生原因
辊面机械损伤、粘铝或龟裂。
裂边
定义及特征
铸轧带边部破裂。
产生原因
耳部挂渣;耳子倒角不合适;铸轧区长,变形量大,液穴深;熔体流动性差等。
飞边
定义及特征
铸轧带坯边缘宽出一条形状不规则的金属翘片称为飞边。
产生原因
铸轧速度过快;前箱液面太高;耳子损坏、脱落;耳辊间隙过大等。
晶内偏析
定义及特征
晶粒内化学成分不均的现象叫晶内偏析,又叫枝晶偏析。
枝晶偏析的特点为:显微组织上固熔体晶内组浓度不一,侵蚀后呈现颜色不一的波纹状的“年轮”生长线:在晶界和晶枝间届,低熔点相增多,甚至出现不平衡剩余组成物。
3003、3A21等合金易产生大组织和晶内偏析,严重影响带及其后续加工产品的性能。
夹杂
定义及特征
铸轧带内含有炉渣、炉剂、各种耐火材料、金属氧化物和其他杂物,统称为夹杂。
夹杂形貌多种多样,多呈黑色或耐火材料的颜色,形状不规则。
产生原因
熔体不净,精炼、滤效果不佳,料嘴内部保温材料脱落等是生产夹杂缺陷的主要原因。
产生原因
熔体含气量多,供料系统干燥不彻底,供料嘴结渣等原因皆易产生气道。
粗大晶粒
定义及特征
铸轧带晶粒大小超过标准的要求,称为粗大晶粒。
粗大晶粒组织具有很强的各向一性;冷轧后表面出现白条缺陷;再结晶退火后晶粒易长大。
五级大晶粒的铸轧带浸蚀后,表面呈现粗大的纵向带状花纹,横截面表层为排列紧密的片状胞晶,表层往内为羽毛状晶。
产生原因
供料嘴的唇缘损坏,脱落或挂渣。
中心面偏析
定义及特征
铸轧带坯中,最终凝固的中心面附近集中了不平衡过剩组成物,称为偏析面。
产生原因
在轧辊压力作用下,富集合金元素的液态铝沿枝晶间隙,从较冷区(即所谓孔道效应),全部凝固后在中部形成共晶,局部还可能出现过共晶。中心偏析面量合金元素添加和铸轧速度的增加而增加。
产生原因
熔体温度偏高,铸轧速度快,冷却强度低,辊面温度不均,表面粗糙度不合适,清辊器或润滑剂欠佳,卷曲张力小等都是产生粘辊的主要原因。
粘板
定义及特征
铸轧带被卷取是层与层之间发生的局部粘连的现象叫粘板,强行展开后,粘连区呈现片状、条状、或点状伤痕。发生粘连的两接触表面对应点上的伤痕相互吻合。
产生原因
铸轧速度太快,卷取张力过大等原因皆易产生粘板。
产生原因
分层裂纹是由于铸轧带在凝固过程中,凝壳抗剪强度小于表面粘着区和中心变形区之间的附加切应力所致。
通条横裂纹
定义及特征
铸轧带表面出现弧形,V形或无定形横向裂纹或裂口,沿着轧制方向排列成裂纹带称之为通条横向裂纹。
产生原因
通条裂纹一般是由于供料嘴唇局部破损或结渣造成。它往往同气道,表面偏析带,粗晶带等缺陷伴生。
重熔斑纹
定义及特征
铸轧时铸造区铝凝固壳发生重熔,在带表面形成皱纹或斑纹,称为斑纹。
这种缺陷多以周期性横向皱纹的形式出现。严重时可见成层,甚至出现类似偏析浮出物的斑点。重熔斑纹实际上是一种逆偏析。偏析区内组织粗大,中间化合物大且集中,破坏表面组织的均匀性。
产生原因
熔替温度过高,铸轧速度过快,凝壳薄;轧辊局部导热性能差;供料嘴组装不合适,熔体温度不均;轧机振动等。
通条划沟
定义及特征
铸轧带表面延轧制方向出现的有一定深度的笔直沟缝称之为通条划沟。
通条划沟深浅不一,深者可达2㎜,长度达数米,甚至可纵贯带全长。其两侧无凸凹偶合特征,沟深较稳定。
产生原因
通条划沟是由于挂在供料嘴上的氧化皮的隔离作用,使该处凝固后形成一道沟,随后经轧制变形,两侧金属向中间靠拢,但未能焊合,形成一道笔直的纵向缝隙。
缩边
定义及特征
铸轧带一侧或两侧边部收缩,带坯变窄,称为缩边。
产生原因
前箱液面低;前箱熔体温度低;液流分配不合理;耳部结渣等。
横向条纹
定义及特征
铸轧时,嘴辊间隙处包覆铝液的氧化膜周期振荡并发生破裂,使带坯表层的凝固速度周期变化,枝晶间距周期变化,从而使表面显现横向细纹。
产生原因
供料嘴与轧辊间隙过大;前箱液面过高、波动;机架、供料系统振动等。
产生原因
熔体过热,结晶前沿温度梯度过大,熔体在炉中停留时间以及变质等效都是产生粗大结晶粒的主要原因。
晶粒不匀
定义及特征
同一铸轧带不同区域晶粒度相差2级以上称为晶粒不匀。
晶粒不匀有两种形式:一种为同一表面不同区域晶粒大小不同,另一种为上下表面晶粒表面大小不同。
粘辊
定义及特征
铸轧时,局部或整个带宽度上的粘着层在离开轧辊中心连线后不能与轧辊分离,而由卷取张力强行分离,使带坯出现表面粗糙,翘曲不平或横纹等缺陷称为粘辊。