.
5)芯头设计:起定位、 支撑和长度、斜度和间隙。 长度取决于型芯的直 径和长度。
.
4.浇注系统
.
.
浇注系统包括: ①浇口杯。承接浇包倒进来的金属液,也称外浇口。 ②直浇口。联接外浇口和横浇口,将金属液由铸型外面引入铸
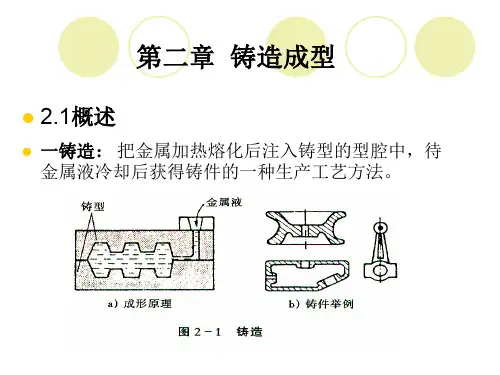
2.3 铸造工艺设计
目的:为了获得健全的合格铸件,减小铸型制造 的工作量,降低铸件成本,在砂型铸造的生产准 备过程中,必须合理地制订出铸造工艺方案,并 绘制出铸造工艺图。
铸造工艺图:在零件图中用各种工艺符号表示出 铸造工艺方案的图形,其中包括:铸件的浇注位 置;铸型分型面;型芯的数量、形状、固定方法 及下芯次序;加工余量;起模斜度;收缩率;浇 注系统;冒口;冷铁的尺寸和布置等。铸造工艺 图是指导模样(芯盒)设计、生产准备、铸型制 造和铸件检验的基本工艺文件。依据铸造工艺图, 结合所选造型方法,便可绘制出模样图及合箱图。
手工造型不铸出有质量要求采用型芯363633浇注位置和分型面浇注位置和分型面方案2方案1373744加工余量加工余量基本基本尺寸尺寸加工加工基准基准该表面距加该表面距加工基准尺寸工基准尺寸mama加工加工量量200200端面端面120120端面端面8080顶面顶面jj双面双面8585120120端面端面200200端面端面8080底面底面hh双面双面5555200200200200端面端面侧面侧面hh单面单面77120120200200端面端面侧面侧面hh单面单面5555200200台阶面台阶面200200端面端面4040端面端面底面底面hh双面双面776060孔孔孔直径孔直径8080孔径孔径直径中直径中面面jj双面双面555538385585393955起模斜度
✓少用砂芯 ✓少用活块 ✓便于清理 ✓便于合箱
.
1)使铸件或主要型芯位于同一铸型以避免错箱。