埋弧焊及焊接工艺基础
- 格式:ppt
- 大小:3.59 MB
- 文档页数:56

埋弧焊焊接工法
一、概述
埋弧焊是电弧在焊剂层下燃烧以进行焊接的方法,其中利用机械装置自动控制送丝和移动电弧的一种埋弧焊方法叫做自动埋弧焊。随着焊接冶金技术与焊接材料生产技术的发展,采用一定的辅助设备也可以实现角焊和平焊位置的焊接。
对于埋弧焊来讲,施工的关键是板材的厚度及其所对应的相关焊接参数,工艺方法等因素。选择合理的工艺方法、焊接参数,不仅关系到施工的成败,而且直接关系到施工的经济合理性。以下为我车间利用自动埋弧焊机对钢板平焊的施工技术及经验进行总结,整理形成本工法。
二、特点及内容
2.1生产效率高
在处理好相应的焊接参数、工艺方法及达到相应的焊接条件,使得电弧的熔深和焊丝熔敷效率都大大提高。在我车间半自动埋弧焊焊接平焊缝时:钢板厚度在45mm以下均不需要开坡口,不需要背面清根。减少了开坡口及清根的程序(一般不开坡口单面一次熔深可达20mm)另一方面由于焊剂和熔渣的隔热作用,电弧上基本没有热的辐射散失,飞溅也少。施工速度快,工人数量少,大大提高了工人的工作效率和机械利用率。
2.2 质量可靠
采用规范的施工程序和严密的组织管理,可保证施工现场管理高度现代化,确保工程施工质量,焊接参数可以通过自动调节保持稳定焊缝成分稳定,机械性能比较好。
2.3 可操作性
一是只要按照本工法施工就能满足国家验收标准的有关规定要求,二是流程方法按施工工序编写,施工要点即简明扼要又突出技术和质量控制,通用性强可以在施工方案施工技术交底前直接引用。
三、适用范围
由于埋弧焊熔深大、生产率高、机械操作的程度高,因而适于焊接中厚板结构的长焊缝。在造船、锅炉与压力容器、桥梁、超重机械、核电站结构、海洋结构、武器等制造部门有着广泛的应用,是当今焊接生产中最普遍使用的焊接方法之一。 埋弧焊除了用于金属结构中构件的连接外,还可在基体金属表面堆焊耐磨或耐腐蚀的合金层。

焊接中的埋弧焊技术
焊接技术是工业生产中不可或缺的工艺,由于其具有高效、经济、灵活、适应性强等特点,被广泛应用于机械、汽车、建筑、造船等各个领域。而在焊接技术中,埋弧焊技术被认为是最具优势的一种。
一、 埋弧焊技术的定义及特点
埋弧焊是一种将电弧隔离在一层焊渣下进行的电弧焊接,其工作原理是:先将一层焊渣铺在焊接缝上,然后在该层焊渣下方进行电弧焊接,该焊接方法的优点在于能够有效地保护电弧和焊池免受空气的污染,产生的焊缝质量也很高。
埋弧焊技术的特点主要有以下几点:
1. 电弧稳定。由于熔融金属被焊渣包围,因此在焊接过程中,电弧非常稳定。这使得焊接技术在高要求行业,如航空航天、核电站等领域得到广泛的应用。
2. 焊接速度快。随着焊接技术的改进,焊接速度已经得到了很大的提升,埋弧焊在一定程度上可以缩短焊接时间,降低生产成本。
3. 适用于各种金属材料。埋弧焊技术不仅可以焊接碳钢、低合金钢,还可以焊接其他金属,如钨、银、铜、镍。
二、 埋弧焊技术的分类
根据不同的焊接方法和焊接电源类型,埋弧焊技术可分为不同的类型:
1. 二次侧埋弧焊
二次侧埋弧焊是一种基于转换器的埋弧焊,其工作原理是电源产生的高电压经过转换器降压后,流入接地焊接机的二次侧,再通过焊接枪喷射。
2. 直流埋弧焊
直流埋弧焊是一种以气体保护焊为基础的焊接技术,适用于熔融金属较低的钢材,如碳钢及低合合金钢的焊接。
3. 交流埋弧焊
交流埋弧焊是一种在两相间转换电压的过程中,使焊接时间恰好在一个半周期内的焊接技术。它适用于一些难焊接的钢材,例如不锈钢、铝等材料。
三、 埋弧焊技术的优缺点
埋弧焊技术有以下几个优点:
1. 焊接效率高,且能保证焊接质量和外观。
2. 焊接痕迹小,可以减少后期加工。
3. 电弧稳定性强,能够气体保护住焊金属。
4. 对各种不同的金属材料都能够进行焊接。
同时,埋弧焊技术也存在以下缺点:
1. 对焊丝和电极的质量要求较高,对操作人员的经验和水平也有较高的要求。
双丝双弧埋弧焊工业总结
一、 一般焊接工艺说明:
1、 双丝埋弧焊焊接电流超过1000A,若采用熔炼焊剂,熔池上部熔化的焊剂呈剧烈的翻腾状态,不能很好地覆盖弧光,熔池保护效果不理想,将出现夹渣、气孔和裂纹等焊接缺陷。采用烧结焊剂SJ301即可避免上述情况的发生。
2、 双丝埋弧焊前导焊丝使用直流,后续焊丝使用交流,前后丝间距25-30mm,焊丝间夹角10°,一般前丝垂直后丝倾斜。
3、 前丝和后丝的作用不同:一般前丝的电流较大电压较小,主要影响焊道的熔深;后丝电流较小而电压较大,可保证一定的熔宽和焊缝成形。
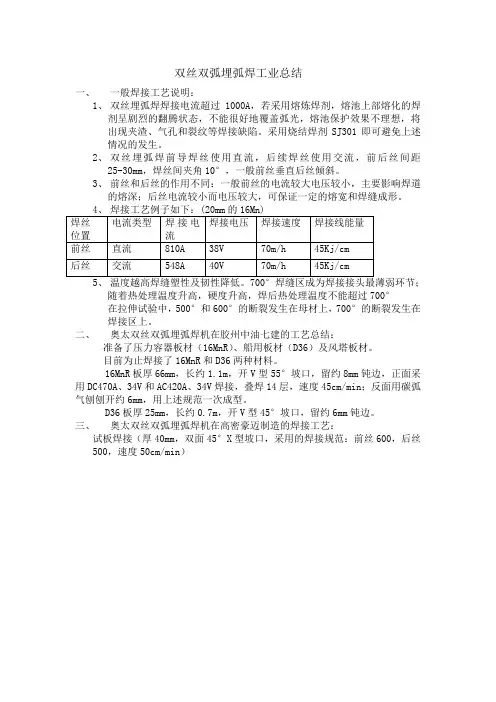
4、 焊接工艺例子如下:(20mm的16Mn)
焊丝
位置 电流类型 焊接电流 焊接电压 焊接速度 焊接线能量
前丝 直流 810A 38V 70m/h 45Kj/cm
后丝 交流 548A 40V 70m/h 45Kj/cm
5、 温度越高焊缝塑性及韧性降低。700°焊缝区成为焊接接头最薄弱环节;
随着热处理温度升高,硬度升高,焊后热处理温度不能超过700°
在拉伸试验中,500°和600°的断裂发生在母材上,700°的断裂发生在焊接区上。
二、 奥太双丝双弧埋弧焊机在胶州中油七建的工艺总结:
准备了压力容器板材(16MnR)、船用板材(D36)及风塔板材。
目前为止焊接了16MnR和D36两种材料。
16MnR板厚66mm,长约1.1m,开V型55°坡口,留约8mm钝边,正面采用DC470A、34V和AC420A、34V焊接,叠焊14层,速度45cm/min;反面用碳弧气刨刨开约6mm,用上述规范一次成型。
D36板厚25mm,长约0.7m,开V型45°坡口,留约6mm钝边。
三、 奥太双丝双弧埋弧焊机在高密豪迈制造的焊接工艺:
试板焊接(厚40mm,双面45°X型坡口,采用的焊接规范:前丝600,后丝500,速度50cm/min)
全面讲解埋弧焊
第一节 埋弧焊的工作原理及特点
埋弧焊也是利用电弧作为热源的焊接方法。埋弧焊时电弧是在一层颗粒状的可熔化焊剂覆盖下燃烧,电弧不外露,埋弧焊由此得名。所用的金属电极是不间断送进的光焊丝。
一、工作原理
图4—1是埋弧焊焊缝形成过程示意图。焊接电弧在焊丝与工件之间燃烧,电弧热将焊丝端部及电弧附近的母材和焊剂熔化。熔化的金属形成熔池,熔融的焊剂成为溶渣。熔池受熔渣和焊剂蒸汽的保护,不与空气接触。电弧向前移动时,电弧力将熔池中的液体金属推向熔池后方。在随后的冷却过程中,这部分液体金属凝固成焊缝。熔渣则凝固成渣壳,覆盖于焊缝表面。熔渣除了对熔池和焊缝金属起机械保护作用外,焊接过程中还与熔化金属发生冶金反应,从而影响焊缝金属的化学成分。埋弧焊时,被焊工件与焊丝分别接在焊接电源的两极。焊丝通过与导电嘴的滑动接触与电源联接。焊接回路包括焊接电源、联接电缆、导电嘴、焊丝、电弧、熔池、工件等环节,焊丝端部在电弧热作用下不断熔化,因而焊丝应连续不断地送进,以保持焊接过程的稳定进行。焊丝的送进速度应与焊丝的熔化速度相平衡。焊丝一般由电动机驱动的送丝滚轮送进。随应用的不同,焊丝数目可以有单丝、双丝或多丝。有的应用中采用药芯焊丝代替实心焊丝,或是用钢带代替焊丝。
埋弧焊有自动埋弧焊和半自动埋弧焊两种方式。前者的焊丝送进和电弧移动都由专门的机头自动完成,后者的焊丝送进由机械完成,电弧移动则由人工进行。焊接时,焊剂由漏斗铺撒在电弧的前方。焊接后,未被熔化的焊剂可用焊剂回收装置自动回收,或由人工清理回收。
二、埋弧焊的优点和缺点
(1)所用的焊接电流大,相应输入功率较大。加上焊剂和熔渣的隔热作用,热效率较高,熔深大。工件的坡口可较小,减少了填充金属量。单丝埋弧焊在工件不开坡口的情况下,一次可熔透20mm。
(2)焊接速度高,以厚度8~10mm的钢板对接焊为例,单丝埋弧焊速度可达50~80cm/min,手工电弧焊则不超过10~13cm/min。