2.表面粗糙度的评定参数GB/T1031-1995
评定表面粗糙度的三种参数:
图15-12 零件表面的峰谷
轮廓算术平均偏差(Ra)、轮廓微观不平度十点高度(Ry)和轮廓最大 高度(Rz)。但最常用的是轮廓算术平均偏差Ra(取样长度内峰、谷与基 线偏差的算术平均值,单位是μm),Ra的取值必须遵守国标的相关规定, 可参阅下表。
3.技术要求
加工零件的一些技术要求,如表 面粗糙度、尺寸公差、形状和位置 公差;
4.标题栏 填写零件的名称、材料、比例等 以及相关责任人的签字等内容。
图15-1 轴承座
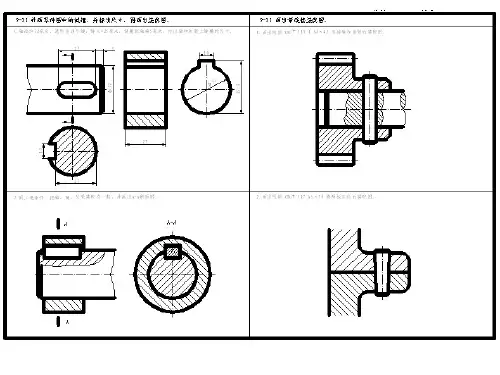
三、零件表达方案的选择和尺寸标注举例
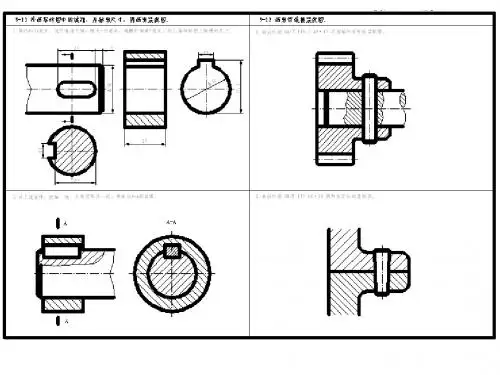
1.轴套类零件
轴套类零件的加工位置大多是轴线水平放置,而工作位置变化较多。因此, 绘制主视图时多采用加工位置。
5.配合制度
国家规定了两种配合制度,即基孔制和基轴制。 ⑴ 基孔制 基本偏差一定的孔公差带,与不同基本偏差的轴公差带,形成松紧程度 不同的配合的一种制度,叫基孔制,如下图所示。基孔制中孔的基本偏差 代号总是H。
图15-17 基孔制配合
⑵ 基轴制 基本偏差一定的轴的公差带,与不同基本偏差的孔公差带,形成松紧程度
0.010,0.020,0.040,0.080,0.160,0.32,0.63,1.25,2.5,8.0,10.0,20, 40,80
注:优先采用第一序列
3.表面粗糙度的符号、及其标注
在图样中,零件表面粗糙度符号及其画法、含义如下表所示 :
符号
表15-2 表面粗糙度符 号
意义 基本符号,表示用任何方法获得表面粗糙
为了避免浇铸后零件各部分因 冷却速度不同,而产生缩孔、裂 纹等缺陷,因此尽可能使铸件壁 厚均匀或逐渐变化。
凸 台和 凹坑