一、预浸料定义
- 格式:doc
- 大小:1.53 MB
- 文档页数:25
环氧预浸渍环氧预浸渍是一种高性能绝缘材料,在电气和电子行业中有广泛的应用。
以下是对环氧预浸渍的详细介绍,按照分要点的形式展开:一、定义与组成•环氧预浸渍是一种由环氧树脂、增强材料(如玻璃纤维、聚酯纤维等)以及其他添加剂组成的复合材料。
•它通过浸渍工艺将环氧树脂均匀地渗透到增强材料中,形成具有优异绝缘性能的预浸料。
二、制造工艺•制备过程中,首先将环氧树脂与固化剂、促进剂等添加剂混合,形成均匀的树脂体系。
•然后将增强材料浸入树脂中,通过控制浸渍时间、温度和压力等参数,使树脂充分渗透到增强材料的每一个纤维中。
•最后将浸渍后的增强材料进行烘干、固化处理,形成具有稳定性能和优良绝缘性能的环氧预浸渍材料。
三、性能特点1.优异的绝缘性能:环氧预浸渍具有极高的电气绝缘性能,能够承受高电压和高温环境下的电气应力。
2.良好的机械性能:由于增强材料的加入,环氧预浸渍具有较高的拉伸强度和弯曲强度,能够满足复杂机械应力的要求。
3.优异的耐热性能:环氧树脂本身具有良好的耐热性,加上增强材料的增强作用,使得环氧预浸渍能够在高温环境下长期稳定运行。
4.良好的耐化学腐蚀性能:环氧预浸渍能够抵抗多种化学物质的侵蚀,保持长期稳定的绝缘性能。
四、应用领域1.电机领域:用于电机的槽绝缘、匝间绝缘和相间绝缘,提高电机的绝缘性能和运行可靠性。
2.变压器领域:用于干式变压器的层间绝缘和匝间绝缘,提高变压器的绝缘等级和运行效率。
3.电子领域:用于电子元器件的封装和绝缘保护,提高电子元器件的可靠性和稳定性。
综上所述,环氧预浸渍是一种具有优异绝缘性能、良好机械性能、耐热性能和耐化学腐蚀性能的高性能绝缘材料,广泛应用于电机、变压器和电子等领域。
碳纤维预浸料具体应用案例
(原创版)
目录
1.碳纤维预浸料的定义和特点
2.碳纤维预浸料的应用领域
3.碳纤维预浸料的具体应用案例
4.碳纤维预浸料的未来发展前景
正文
【碳纤维预浸料的定义和特点】
碳纤维预浸料是一种以碳纤维为基材,通过浸渍工艺,将树脂基复合材料均匀地涂覆在碳纤维上,形成的一种高性能复合材料。
碳纤维预浸料具有轻质、高强度、高刚性、耐腐蚀和抗疲劳等优点,因此在航空航天、汽车、新能源等领域有着广泛的应用。
【碳纤维预浸料的应用领域】
碳纤维预浸料的应用领域十分广泛,包括但不限于以下几个领域:
1.航空航天:碳纤维预浸料在飞机、火箭、卫星等制造中有着广泛的应用,可以大大减轻航空器的重量,提高其性能。
2.汽车制造:碳纤维预浸料可以用于制造汽车车身、引擎盖、行李架等部件,可以减轻汽车重量,提高燃油效率。
3.新能源:碳纤维预浸料在风力发电、太阳能发电等领域也有广泛的应用,可以提高发电效率,降低成本。
【碳纤维预浸料的具体应用案例】
以下是碳纤维预浸料的一些具体应用案例:
1.波音 787 梦想飞机:波音 787 梦想飞机采用了大量的碳纤维预浸
料复合材料,包括机翼、机身等部件,使得飞机整体重量减轻,燃油效率大大提高。
2.特斯拉 Model S:特斯拉 Model S 的电池壳体采用了碳纤维预浸料制造,既轻便又坚固,能够有效保护电池。
3.我国高铁:我国高铁的部分车厢结构也采用了碳纤维预浸料制造,可以减轻车厢重量,提高运行效率。
预浸料模压工艺预浸料模压工艺是一种先将预浸料与基材进行预处理,然后再进行模压成型的工艺。
预浸料是指将树脂浸渍到玻璃纤维布或碳纤维布等增强材料中,形成预浸料片材。
预浸料模压工艺在航空航天、汽车、电子、体育器材等领域有着广泛的应用。
一、预处理预浸料片材需进行干燥处理,以去除其中的水分。
然后,将预浸料片材与基材进行搭配,选取合适的排列方式,以提高材料的性能。
此外,还需要对预浸料进行预切割和定型处理,以适应后续的模压过程。
二、模具设计与制造在预浸料模压工艺中,模具是至关重要的工具。
模具的设计需要考虑到产品的形状、尺寸以及模具的材质和加工工艺等因素。
常用的模具材料有金属和石膏等,而制造模具的工艺则包括数控加工、电火花加工和磨削加工等。
三、模压过程在模压过程中,预浸料片材被放置在模具的一侧,然后将另一侧的模具闭合。
随后,施加高压力使预浸料与基材充分接触,以保证其结合牢固。
同时,通过加热使预浸料中的树脂固化,从而形成最终的产品。
四、质量控制在预浸料模压工艺中,质量控制是非常重要的环节。
通过控制模具的温度、压力和固化时间等参数,可以确保产品的质量稳定。
同时,还需要对成品进行外观检查、尺寸测量和性能测试等,以确保产品符合设计要求。
五、优点与应用预浸料模压工艺具有以下优点:1. 生产效率高:预浸料片材可以提前进行干燥和切割,减少了生产周期。
2. 产品质量稳定:预浸料片材经过预处理后,树脂的含量和分布均匀,产品性能稳定。
3. 适用范围广:预浸料模压工艺适用于各种形状和尺寸的产品制造,如飞机零部件、汽车外壳和体育器材等。
预浸料模压工艺在航空航天领域得到广泛应用。
例如,飞机的机身、机翼和尾翼等部件常采用预浸料模压工艺进行制造,以提高产品的强度和耐久性。
此外,在汽车制造中,预浸料模压工艺也被用于制造车身和内饰部件,以提高产品的轻量化和安全性能。
在电子领域,预浸料模压工艺可以用于制造电路板和电子封装材料,以提高电子产品的可靠性和性能稳定性。
2024年材料预浸料市场分析报告1. 引言本报告旨在对材料预浸料市场进行全面分析和评估。
通过对市场的整体概况、行业发展趋势、市场规模、竞争格局以及前景展望等方面的调研和分析,为投资者、企业和相关从业人员提供准确有效的市场信息。
2. 市场概况2.1 定义和分类材料预浸料(Prepreg)是一种用于制造复合材料的预浸纤维增强树脂。
它由树脂基体和纤维增强材料组成,通过预先浸渍工艺制成。
预浸料广泛应用于航空航天、汽车、电子、体育用品等领域。
2.2 市场特点•高性能:预浸料具有优异的力学性能和化学稳定性,能够满足高强度、轻质化要求。
•便捷加工:预浸料在制造过程中不需要额外的浸渍处理,可直接进行成型加工。
•高成本:预浸料的制造过程相对复杂且耗费资源,因此价格较高。
3. 行业发展趋势3.1 技术创新推动市场增长随着科技的进步,材料预浸料行业不断迎来新的技术突破。
新型预浸料的研发,使其具备更高的力学性能和更低的成本,推动了市场的增长。
3.2 环保意识提升需求全球环保意识的提升,推动了可持续发展材料的需求增长。
材料预浸料作为一种环保的复合材料,具有更低的能源消耗和碳排放量,因此受到越来越多行业的青睐。
4. 市场规模和竞争格局4.1 市场规模根据市场研究数据显示,2019年材料预浸料市场规模约为XX亿美元,预计到2025年将达到XX亿美元,复合年均增长率约为X%。
4.2 竞争格局材料预浸料市场竞争激烈,主要厂商包括:•公司A:在航空航天领域拥有广泛的应用经验和技术优势。
•公司B:在电子领域有很强的市场份额和技术创新能力。
•公司C:在汽车领域具有一定的市场影响力并持续增长。
5. 市场前景展望5.1 市场机遇•新兴应用领域:随着新兴领域的不断发展,如新能源汽车、无人机等,对高性能复合材料的需求将进一步提升,材料预浸料市场将迎来新的机遇。
•制造工艺改进:预浸料的制造工艺不断改进将降低成本,进一步推动市场的发展。
5.2 挑战和风险•制造成本高:预浸料的制造过程复杂且成本较高,这可能会限制市场的增长。
dmd环氧预浸料标准概述及解释说明1. 引言1.1 概述引言部分旨在对本文的主题进行简要介绍和概述。
本篇长文将详细探讨dmd环氧预浸料标准及其解释说明。
首先会介绍文章的结构,包括各个章节的内容和目的。
接着会从定义和背景出发,深入解析dmd环氧预浸料标准所涵盖的内容以及制定过程。
此外,我们还会探讨环氧预浸料的特性、应用领域以及市场前景分析等相关内容。
最后,我们将重点阐述dmd环氧预浸料标准的重要性和意义,并讨论其对行业发展的影响,以及标准化所带来的好处和价值,同时分析推广与执行这一过程中可能遇到的挑战,并提出解决方法。
1.2 文章结构本文共分为五个主要部分,具体结构如下:第一部分是引言部分,在概述了本篇长文主题后,对文章结构进行了简要介绍。
第二部分是关于dmd环氧预浸料标准的内容,包括了定义和背景、标准内容概述以及制定过程等方面的探讨。
第三部分将详细介绍环氧预浸料的特性,包括其组成、性质等方面的介绍,并阐述其在实际应用领域中的具体应用情况。
第四部分将重点解释说明dmd环氧预浸料标准的重要性和意义,包括对行业发展的影响、标准化所带来的好处和价值等内容,并提出推广与执行中可能遇到的挑战以及解决方法。
最后一部分是结论部分,在总结主要观点和发现基础上,展望未来发展趋势,并给出相关建议措施。
1.3 目的本文旨在全面介绍dmd环氧预浸料标准及其解释说明,通过深入探讨该行业标准对行业发展和市场前景的影响,增加公众对于该领域重要性的认识。
同时旨在呼吁更多企业依照该标准进行生产,并通过推广与执行挑战及解决方法,促进整个行业更加健康、可持续地发展。
2. dmd环氧预浸料标准2.1 定义和背景在本部分中,将介绍dmd环氧预浸料的定义和背景信息。
首先,我们将解释dmd环氧预浸料是什么以及其主要成分和制备方法。
其次,我们将讨论dmd 环氧预浸料在电子行业中的应用,并探索其作为一种重要材料的原因。
2.2 标准内容概述这一部分将详细阐述dmd环氧预浸料标准的主要内容。
【最新整理,下载后即可编辑】预浸料成型工艺在复合材料产业中的应用预浸料简介预浸料是树脂基体在严格控制条件下浸渍连续纤维或者纤维织物,制备成树脂基体与增强体的一种组合物,是制造复合材料的中间材料。
预浸料按物理状态,化学性能有很多种分类方法:按物理状态分类,预浸料分成单向预浸料、单向织物预浸料、织物预浸料;按树脂基体不同,预浸料分成热固性树脂预浸料和热塑性树脂预浸料;按增强材料不同,分成碳纤维(织物)预浸料、玻璃纤维(织物)预浸料、芳纶(织物)预浸料;根据纤维长度不同,分成短纤维预浸料、预浸料和连续纤维预浸料;按固化温度不同,分成中温固化(120℃)预浸料、高温固化(180℃)预浸料以及固化温度超过200℃的预浸料等。
我司事业部在预浸料方面应用也很广泛,根据不同的产品以及性能应用不同种类的材料,常用的预浸料有单向碳纤预浸料,玻纤织物预浸料,碳纤织物预浸料,酚醛玻纤织物预浸料等等。
预浸料制备预浸料的制备方法有干法和湿法两种。
干法有粉末法和热溶法之分。
粉末预浸料是指树脂粉末附着于纤维,经过部分融化,形成树脂不连续,纤维未被树脂充分浸透的一种复合物。
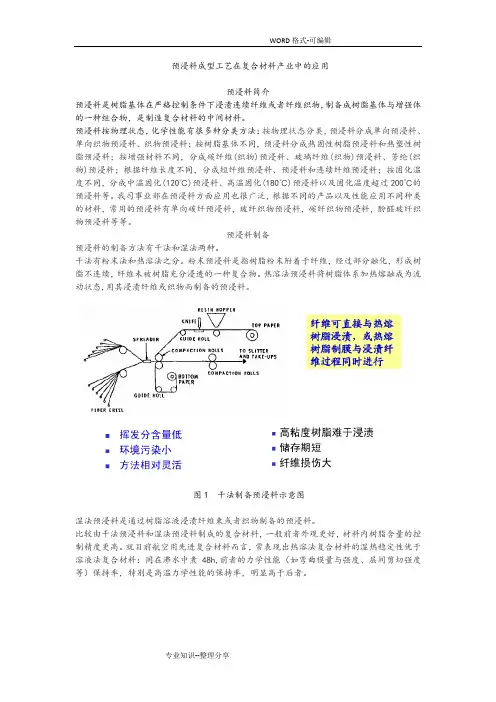
热溶法预浸料将树脂体系加热熔融成为流动状态,用其浸渍纤维或织物而制备的预浸料。
图1 干法制备预浸料示意图湿法预浸料是通过树脂溶液浸渍纤维束或者织物制备的预浸料。
比较由干法预浸料和湿法预浸料制成的复合材料,一般前者外观更好,材料内树脂含量的控制精度更高。
就目前航空用先进复合材料而言,常表现出热溶法复合材料的湿热稳定性优于溶液法复合材料:同在沸水中煮48h,前者的力学性能(如弯曲模量与强度、层间剪切强度等)保持率,特别是高温力学性能的保持率,明显高于后者。
图2 湿法制备预浸料示意图预浸料的成型工艺预浸料可用不同的成型方法,根据不同应用选择较为合适的成型方案。
目前我们先进复合材料事业部使用预浸料成型工艺主要有真空袋压工艺、热压罐工艺、缠绕成型工艺、模压工艺。
其中真空袋工艺主要应用在车辆,船舶,高铁等内饰件,热压罐工艺主要应用在航天、军工等高质量复合材料,模压工艺主要应用在平板,管件等高质量,高精度的军工产品。
复合材料工艺术语详解引言复合材料是由两个或更多不同性质的材料组合而成的新材料,具有综合性能优异的特点。
它在航空航天、汽车、建筑等领域具有广泛应用。
在复合材料的制造过程中,涉及到许多特定的工艺术语。
本文将详细解释一些常见的复合材料工艺术语,以帮助读者更好地理解复合材料的制造过程。
1. 树脂树脂是复合材料的基础组分之一,通常是一种液体或可软化的固体。
常见的树脂有环氧树脂、酚醛树脂等。
树脂具有黏性和可塑性,能够粘合纤维增强材料并提供材料的强度和刚度。
2. 纤维增强材料纤维增强材料是复合材料中的另一个关键组分,用于增加复合材料的强度和刚度。
常见的纤维增强材料有碳纤维、玻璃纤维、芳香族聚酰胺纤维等。
纤维的选择取决于所需的性能和应用领域。
3. 预浸料预浸料是指在制造过程中,将纤维增强材料浸渍于树脂中得到的半成品。
预浸料通常是在工厂中通过机械手或自动化设备制备的。
制备好的预浸料具有一定的柔韧性和可塑性,便于后续的成型和固化。
4. 超声波剥离超声波剥离是一种用于分离纤维增强材料和树脂的技术。
通过超声波的振动作用,可以有效地将纤维与树脂分离,以实现材料的再利用或回收。
超声波剥离技术广泛应用于废弃复合材料的处理和再利用领域。
5. 热固性树脂热固性树脂是一种在加热和压力下可以固化的树脂。
在制备复合材料时,常用的热固性树脂有环氧树脂、酚醛树脂等。
热固性树脂固化后具有优异的耐热性和机械性能,能够提供复合材料所需的强度和刚度。
6. 自固化树脂自固化树脂是一种可以在室温下自行固化的树脂。
它不需要外界的热源或压力来促进固化过程。
自固化树脂通常用于对温度敏感的纤维增强材料,以避免热固性树脂固化过程中可能引起的纤维热损伤。
7. 真空固化真空固化是一种通过将材料置于真空环境中进行固化的技术。
在真空环境中,树脂可以更好地渗透纤维增强材料,同时排除大部分气泡,从而提高复合材料的密实性和性能。
真空固化广泛应用于复合材料的制造过程中。
8. 碳纤维布碳纤维布是一种由碳纤维编织而成的纤维增强材料。
预浸料成型工艺在复合材料产业中的应用预浸料简介预浸料是树脂基体在严格控制条件下浸渍连续纤维或者纤维织物,制备成树脂基体与增强体的一种组合物,是制造复合材料的中间材料。
预浸料按物理状态,化学性能有很多种分类方法:按物理状态分类,预浸料分成单向预浸料、单向织物预浸料、织物预浸料;按树脂基体不同,预浸料分成热固性树脂预浸料和热塑性树脂预浸料;按增强材料不同,分成碳纤维(织物)预浸料、玻璃纤维(织物)预浸料、芳纶(织物)预浸料;根据纤维长度不同,分成短纤维预浸料、预浸料和连续纤维预浸料;按固化温度不同,分成中温固化(120℃)预浸料、高温固化(180℃)预浸料以及固化温度超过200℃的预浸料等。
我司事业部在预浸料方面应用也很广泛,根据不同的产品以及性能应用不同种类的材料,常用的预浸料有单向碳纤预浸料,玻纤织物预浸料,碳纤织物预浸料,酚醛玻纤织物预浸料等等。
预浸料制备预浸料的制备方法有干法和湿法两种。
干法有粉末法和热溶法之分。
粉末预浸料是指树脂粉末附着于纤维,经过部分融化,形成树脂不连续,纤维未被树脂充分浸透的一种复合物。
热溶法预浸料将树脂体系加热熔融成为流动状态,用其浸渍纤维或织物而制备的预浸料。
图1 干法制备预浸料示意图湿法预浸料是通过树脂溶液浸渍纤维束或者织物制备的预浸料。
比较由干法预浸料和湿法预浸料制成的复合材料,一般前者外观更好,材料内树脂含量的控制精度更高。
就目前航空用先进复合材料而言,常表现出热溶法复合材料的湿热稳定性优于溶液法复合材料:同在沸水中煮48h,前者的力学性能(如弯曲模量与强度、层间剪切强度等)保持率,特别是高温力学性能的保持率,明显高于后者。
图2 湿法制备预浸料示意图预浸料的成型工艺预浸料可用不同的成型方法,根据不同应用选择较为合适的成型方案。
目前我们先进复合材料事业部使用预浸料成型工艺主要有真空袋压工艺、热压罐工艺、缠绕成型工艺、模压工艺。
其中真空袋工艺主要应用在车辆,船舶,高铁等内饰件,热压罐工艺主要应用在航天、军工等高质量复合材料,模压工艺主要应用在平板,管件等高质量,高精度的军工产品。
亚麻纤维预浸料
亚麻纤维预浸料是一种由亚麻纤维和树脂组成的复合材料,通常用于航空航天、汽车、体育器材等领域。
亚麻纤维是一种天然纤维,具有高强度、低重量、良好的隔热性和吸音性等优点。
将亚麻纤维与树脂结合制成预浸料,可以提高材料的强度和刚度,同时保持较低的重量。
亚麻纤维预浸料的制造过程通常包括以下步骤:
1. 准备亚麻纤维:将亚麻纤维进行预处理,如清洗、干燥等,以去除杂质和提高纤维的可粘性。
2. 涂覆树脂:将树脂涂覆在亚麻纤维上,可以采用浸渍、喷涂或涂布等方法。
3. 固化:将涂覆有树脂的亚麻纤维在一定的温度和压力下进行固化,使树脂与纤维充分结合。
4. 切割:将固化后的亚麻纤维预浸料按照需要的尺寸和形状进行切割。
亚麻纤维预浸料具有以下优点:
1. 高强度和刚度:亚麻纤维的强度和刚度较高,可以提高复合材料的力学性能。
2. 低重量:亚麻纤维的密度较低,制成的预浸料重量较轻,有助于减轻结构的重量。
3. 良好的隔热性和吸音性:亚麻纤维具有良好的隔热和吸音性能,可用于提高结构的热管理和噪声控制。
4. 可持续性:亚麻是一种可再生资源,使用亚麻纤维预浸料有助于减少对环境的影响。
总的来说,亚麻纤维预浸料是一种高性能的复合材料,具有广泛的应用前景。
随着对可持续发展和轻量化需求的不断增长,亚麻纤维预浸料的应用将越来越受到关注。
actech1201fr预浸料标准概述说明以及解释1. 引言部分的内容:1.1 概述本文旨在对actech1201fr预浸料标准进行全面的概述、说明和解释。
通过对该标准的研究和理解,读者将能够了解预浸料的定义、应用范围以及actech1201fr 预浸料的特点和优势。
同时,文章还将介绍该标准制定的过程和背景,并对标准中涉及的测试方法和要求进行详细解析。
最后,我们将对actech1201fr预浸料标准与其他相关标准进行对比分析,以评估其实际应用效果并展望未来改进和发展方向。
1.2 文章结构本文按如下顺序组织:首先,在概述部分中,我们将简要介绍本文内容和结构。
接着,在第二部分中,我们将对actech1201fr预浸料标准进行详细概述和说明,包括预浸料的定义和概念、应用范围及行业需求,并重点介绍actech1201fr预浸料的特点和优势。
然后,在第三部分中,我们将详细解释actech1201fr预浸料标准的制定过程和背景,并对标准中涉及的测试方法和要求进行解析。
最后,在结论部分,我们将对actech1201fr预浸料标准的实际应用效果进行评估,并展望未来该标准的改进和发展方向。
1.3 目的本文旨在为读者提供关于actech1201fr预浸料标准的全面理解和认识。
通过对该标准的介绍和解释,我们希望读者能够了解预浸料的基本概念和应用范围,并了解actech1201fr预浸料的特点和优势。
此外,我们还将详细讲解该标准的制定过程和背景,并对其中涉及的测试方法和要求进行深入解析。
通过阅读本文,读者将能够全面了解并评估actech1201fr预浸料标准在实际应用中的效果,并为其未来改进和发展提供展望。
2. actech1201fr预浸料标准概述说明:2.1 预浸料的定义和概念:预浸料是一种先将基材浸泡在树脂中,然后再通过热固化等方式将树脂固化于基材上的复合材料。
actech1201fr预浸料是一种特定型号和规格的预浸料,具有其特定的成分配比和性能要求。
一、定义定义1:复合材料是由两种或多种性质不同的材料通过物理和化学复合,组成具有两个或两个以上相态结构的材料。
该类材料不仅性能优于组成中的任意一个单独的材料,而且还可具有组分单独不具有的独特性能。
定义2:是由两种或多种不同类型、不同性质、不同相材料,运用适当的方法,将其组合成具有整体结构、性能优异的一类新型材料体系。
定义3:复合材料(Composite materials),是以一种材料为基体(Matrix),另一种材料为增强体(reinforcement)组合而成的材料。
各种材料在性能上互相取长补短,产生协同效应,使复合材料的综合性能优于原组成材料而满足工程要求。
二、组成组成:基体材料----在复合材料中连续的物理相;基体的三种主要作用是:把纤维粘在一起;分配纤维间的载荷;保护纤维不受环境影响。
增强材料----不连续的物理相,粒料、纤维、片状材料或它们的组合。
增强材料:能和聚合物复合,形成复合材料后其比强度和比模量超过现有金属的物质。
填料:复合材料的性能指标达不到金属材料相应性能指标的添加物。
增强体组元:玻璃、陶瓷、碳素、高聚物、金属、天然纤维、织物、晶须、片材和颗粒等。
基体组元:树脂、金属、陶瓷、玻璃、碳、水泥等。
三、命名:复合材料的命名----根据增强材料与基体材料名称碳纤维环氧树脂复合材料四、分类:按照用途可分为:结构复合材料和功能复合材料结构复合材料:主要作为承力结构使用的材料,由能承载的增强体组元与能联结增强体成为整体材料同时又起传力作用的基体组元构成。
功能复合材料:指除力学性能以外还提供其它物理、化学、生物等性能的复合材料根据基体复合材料分为三大类,即树脂基复合材料(简称PMC),金属基复合材料(简称MMC)及陶瓷基复合材料(简称CMC)。
根据增强纤维类型可分为:1碳纤维复合材料 2.玻璃纤维复合材料 3.有机纤维复合材料3.硼纤维复合材料4.混杂纤维复合材料根据增强物外形可分为:1.连续纤维复合材料2.纤维织物或片状材料增强的复合材料3.短纤维增强复合材料4.粒状填料复合材料根据制造方法可分为:1.层合复合材料2.混合复合材料3.浸渍复合材料五、复合材料的有点及应用于飞机结构的意义优点:1.比强度和比模量高 2.耐疲劳性能好 3.减振性能良好4.过载安全性好5.耐热性能6.各向异性及性能可设计性好7.工艺性好意义:既强又轻,耐磨蚀,抗疲劳,工艺性好,抗冲击性强,具有可设计性六、复合材料成型工艺方法与工艺过程(低压成型包括手糊和喷射)手糊成型:指在涂好脱模剂的模具上,采用手工作业,即一边铺设增强材料,一边涂刷树脂直到所需塑料制品的厚度为止,然后通过固化和脱模而取得塑料制品的这一成工艺。
碳纤维预浸料性能与固化工艺研究预浸料是用树脂基体在严格控制的条件下浸渍连续纤维或织物,制成树脂基体与增强体的组合物,是制造复合材料的中间材料。
随着复合材料研究和开发的不断进步,使用领域日渐扩大,复合材料的不同制造工艺、不同工作条件对预浸料也提出了不同要求,对预浸料性能的要求也越来越高。
所以对于预浸料的生产要求和预浸料基本性能有着较高的要求。
并且预浸料固化阶段直接影响成品复合材料的性能,差示扫描量热法(DSC)作为一种热分析仪器,能很好的测定预浸料固化反应热过程,为了较好的确定预浸料固化工艺参数,对其树脂和预浸料性能一些性能测试,并对各种预浸料固化工艺进行评价,得出最优固化工艺方案。
本文先评价测试了六种常用规格预浸料物理性能,主要通过预浸料面密度、碳纤维面密度、树脂含量测试,分析预浸料基本的物理性能,同时在一定程度上反映出预浸料的生产工艺的稳定性及均匀一致性;接下来测试预浸料的挥发份含量、凝胶时间和粘性的变化,对预浸料的储存性能进行一定的评估。
通过以上测试,可对预浸料的物理性能进行全面的表征,对预浸料的实际生产进行反馈指导。
本文为预浸料固化工艺的三个参数-温度、时间、压力的确定,进行了预浸料和预浸料用环氧树脂的DSC升温和恒温测试,分析了各个参数对预浸料的固化工艺的参数影响,发现:预浸料的克重对固化温度没有影响,但对时间有影响;预浸料的树脂含量使得树脂的固化温度提高,在20%~40%内呈直线关系;随着碳纤维面密度的提高,预浸料在固化温度下时间变长,而在预固化温度阶段,其时间在树脂DSC测试的时间结果之间浮动,但也随着纤维面密度的提高而提高;树脂的种类不一样,碳纤维对其固化时间的影响程度也不一样,其中碳纤维对YPH-77的固化温度提高幅度较大。
粘温曲线和凝胶时间的测试,确定了预浸料固化工艺的加压点,YPH-25温度在100℃附近,YPH-77温度在110℃附近;最终确定了三种固化工艺方案,并对三种预浸料固化工艺,通过成型后层合板的力学性能和DSC热焓值测试进行对比,发现方案三能较好的发挥预浸料的性能,为最优固化工艺参数的确定提供了方案。
光伏玻纤预浸料光伏玻璃纤维预浸料(Photovoltaic Glass Fiber Prepreg)是一种应用于光伏行业的材料。
它是由玻璃纤维和树脂组成的复合材料,具有优异的光学和力学性能,被广泛应用于太阳能电池板的制造。
光伏玻璃纤维预浸料的制备过程包括纤维预处理、树脂浸渍和固化三个主要步骤。
首先,对玻璃纤维进行表面处理,以增强其与树脂的粘合力。
接着,将预处理后的玻璃纤维与树脂混合,并通过浸渍工艺使其充分浸润纤维,使纤维与树脂之间形成均匀分布的复合结构。
最后,通过加热和固化使树脂完全固化,形成具有一定形状的光伏玻璃纤维预浸料。
光伏玻璃纤维预浸料具有多种优点。
首先,它具有良好的光学透明性,可以使太阳能电池板更好地吸收光能。
其次,它具有优异的机械性能,可以提高太阳能电池板的强度和耐久性。
此外,光伏玻璃纤维预浸料具有优良的耐候性和电气绝缘性能,能够在恶劣的环境条件下长期稳定运行。
光伏玻璃纤维预浸料在光伏行业中有着广泛的应用。
首先,它可以用于制造太阳能电池板的覆盖层。
光伏玻璃纤维预浸料具有高度的透光性,可以提高太阳能电池板对光能的吸收效率。
其次,它可以用于制造太阳能电池板的支撑结构。
光伏玻璃纤维预浸料具有优异的力学性能,能够提高太阳能电池板的强度和耐久性。
此外,光伏玻璃纤维预浸料还可以用于制造太阳能电池板的封装材料,具有良好的抗候性和电气绝缘性能。
在生产光伏玻璃纤维预浸料时,需要注意一些关键技术。
首先,需要控制纤维的含水率,以避免在浸渍过程中出现气泡和破损。
其次,需要控制树脂的浸渍量,以确保纤维与树脂之间形成均匀分布的复合结构。
此外,还需要控制固化温度和时间,以确保树脂充分固化,形成具有一定形状的光伏玻璃纤维预浸料。
光伏玻璃纤维预浸料是一种应用于光伏行业的重要材料。
它具有优异的光学和力学性能,被广泛应用于太阳能电池板的制造。
在未来,随着光伏行业的发展,光伏玻璃纤维预浸料将继续发挥重要作用,为太阳能产业的发展做出贡献。
预浸料胶层
预浸料胶层(Prepreg)是一种在制造复合材料中常用的材料形式。
它是由纤维增强材料(如碳纤维、玻璃纤维等)与树脂基质(如环氧树脂、聚酰亚胺等)预先组合而成的。
预浸料胶层的制备通常包括以下步骤:
1. 纤维预处理:纤维增强材料通常需要经过预处理,包括去除杂质、表面处理和涂覆。
这些步骤旨在改善纤维与树脂基质的粘结性能。
2. 树脂浸润:将预处理后的纤维放置在树脂浸润设备中,通过浸润液体树脂,使纤维充分浸润和覆盖。
3. 树脂固化:浸润后的纤维与树脂基质的混合物在一定的温度和时间条件下进行固化。
这可以通过热固化(如烘箱或自动化固化设备)或光固化(使用紫外线辐射)来实现。
4. 切割和包装:固化后的预浸料胶层会被切割成所需的尺寸和形状,并进行适当的包装,以便后续的复合材料制造过程使用。
预浸料胶层具有许多优点,包括材料的一致性、易于操纵、提供良好的纤维浸润和粘结性能等。
它常用于航空航天、汽车、体育用品等领域的复合材料制造中,以提供高性能和轻质化的材料解决方案。
预浸料的cv值预浸料是一种将树脂浸润于纤维增强材料中的材料,其常用于制造复合材料和复合结构件。
CV值是衡量预浸料品质的一个重要指标。
CV值是指预浸料中树脂含量的变异系数,变异系数为标准差与均值之比。
预浸料的CV值对于制造高质量的复合材料至关重要。
高CV值意味着预浸料中树脂含量的变异性较小,这可以保证复合材料的性能稳定性和一致性。
而低CV值则表示树脂含量的变异性较大,这可能导致制造出的复合材料性能的不稳定和不一致。
那么,如何提高预浸料的CV值呢?首先,了解和控制材料的原料质量非常重要。
原料的质量直接影响到预浸料的性能和CV值。
选择高质量的纤维增强材料和树脂,并确保它们符合相关标准和要求。
其次,制定严格的工艺流程和质量控制措施也是提高CV值的关键。
严格控制预浸料的制备过程中的各个环节,包括纤维的浸润、树脂的固化和热处理等,确保每个步骤都按照规定操作,避免不必要的误差和变异。
此外,科学的设备管理和维护也是提高CV值的重要方面。
确保使用的设备处于良好状态,定期进行维护和检修,防止设备故障和误差对预浸料品质的影响。
另外,持续的质量改进也是提高预浸料CV值的重要手段。
通过收集和分析预浸料的性能数据,不断优化工艺和控制参数,寻找改进的方向和机会。
同时,加强与客户和供应商的合作和沟通,获取更多的反馈和意见,从而进一步提高预浸料的质量。
综上所述,预浸料的CV值对于制造高质量的复合材料具有重要意义。
了解和控制原材料质量,严格的工艺流程和质量控制措施,科学的设备管理和维护,以及持续的质量改进都是提高CV值的关键。
只有通过不断努力和创新,我们才能生产出性能稳定、质量卓越的预浸料,为复合材料行业的发展做出更大的贡献。
. 1 / 25'. 一、预浸料定义 1、预浸料定义
预浸料俗称模塑料,是用树脂在严格控制条件下浸渍连续纤维及其织物而制成的组合体,是制造先进复合材料的中间体。具有一定力学性能的结构单元,可进行结构设计,其某些性质直接移植到复合材料制品中,预浸料的质量直接影响到复合材料的质量。
2、预浸料产品标准 QJ 3184 T300碳纤维∕AG-80环氧树脂预浸料规范 HB 6701 LWR—1 T300中温固化环氧碳纤维预浸料 GJB 3945 芳纶∕环氧树脂预浸料规范 GB/T 25043 连续树脂基预浸料用多轴向经编增强材料 HB 7069 环氧树脂玻璃布预浸料规范 JB/T 10942 干式变压器用F级预浸料 HB 7737 飞机辅机零件专用环氧聚酰胺涂料规范 JC/T 774 预浸料凝胶时间试验方法 JC/T 775 预浸料树脂流动度试验方法 JC/T 776预浸料挥发物含量试验方法 JC/T 780 预浸料树脂含量试验方法 . 2 / 25'. ASTM D 3532 环氧碳纤维预浸料凝胶时间试验方法 HB 7736 复合材料预浸料物理性能试验方法 二、预浸料种类 预浸料是复合材料的中间体,根据选用树脂种类可以分为:热固性预浸料和热塑
性预浸料;根据选用树脂的类型分为:环氧预浸料、聚酰胺预浸料、酚醛预浸料、氰酸酯预浸料、聚砜预浸料、聚醚预浸料等;根据增强材料类型分为:碳纤维预浸料、玻璃纤维预浸料、芳纶纤维预浸料、玄武岩纤维预浸料、硼纤维预浸料等;根据增强材料结构型式可分为:单向纤维预浸料、短切纤维预浸料、织物预浸料等。 我公司主要生产以碳纤、芳纶、玻纤为增强材料的环氧、氰酸酯、聚酰亚胺类的热固性树脂预浸料。
三、预浸料的基本特征 .
3 / 25'. 1、由于预浸料在成型过程中精确控制了树脂含量、增强材料含量和增强材料的排列,树脂流出少,可以得到力学性能和外形尺寸精度很高的制品。 2、预浸料是干态材料,同时具有一定的粘结性,铺层简便,能够严格按照性能
要求精确铺层。 3、由于预浸料浸渍完全,内部气泡少,制品表面效果优良,质量水平高。
4、与传统生产复合材料生产环境相比,生产环境干净整洁,对环境影响小。 5、制造工序多而繁琐,制品造价高。
四、预浸料应用领域 1、休闲体育:鱼竿、弓箭、皮划艇、滑雪板、滑水板、高尔夫球杆、自行车、龙舟、风筝、冲锋舟、救生艇等。 .
4 / 25'. 2、竞技体育:自行车、皮划艇、跳水板、撑杆等 3、航空航天:飞机蒙皮、飞机整流罩、旋翼、仪表外壳、仪表盘等 .
5 / 25'. 4、军用产品:发射筒、炮弹箱、仪器周转箱、枪托、雷达罩、头盔、天线罩、防护装甲、无人机蒙皮等
5、建筑工程:桥梁修补、桥梁、结构梁、建筑修补、体育馆屋顶等 6、汽车制造:保险杠、仪表盘、底板、门框版、引擎盖、车顶板、气压罐等 .
6 / 25'. 7、尖端装备制造:轨道、机器手、外壳、绝缘体、导体等 8、船舶工程:天线罩、声纳导流罩、仪表盘、螺旋桨、指挥台围壁、玻璃钢游艇、蓄电池箱等。
9、电力及核电工程:风电机舱罩、风叶、设备外壳、接线盒、杆塔、电缆芯、绝缘体等 .
7 / 25'. 10、农业养殖:网箱拉杆、养殖箱、周转箱、玻璃钢渔船等。 11、化学工程:塔器压力组件、管道、型材、反应装置、抽油杆等。 五、预浸料常用规格 1、标准模量单向碳纤维预浸
标准模量单向碳纤维预浸料 型号 纤维单位面积质量g/㎡ 树脂含量% 预浸料总重量g/㎡ 预浸料厚度mm 幅宽mm USN 0.02 1000 . 8 / 25'. USN 0.03 1000 USN 0.03 1000 USN 0.04 1000
USN 0.06 1000 54 40 90 0.06 1000
USN 7 0.08 1000 75 38 121 0.08 1000
USN 1 5 0.10 1000 100 25 133 0.10 1000 100 33 150 0.10 1000
USN 125 .13 1000 125 25 167 0.13 1000 125 33 187 0.13 1000
USN 88 0.15 1000 150 25 200 0.15 1000 150 33 224 0.15 1000
USN 175 .18 1000 175 25 233 0.18 1000 175 33 261 0.18 1000
USN 2 0 0.20 1000 200 25 267 0.20 1000 200 33 298 0.20 1000
2、风力发电预浸料材料典型特性
树脂型号 E-玻纤 E-玻纤 E-玻纤 HS-碳纤 纤维结构 单向 双轴向 三轴向 双轴向 成型条件 90 mins at 120℃ 90 mins at 120℃ 90 mins at 120℃ 90 mins at 120℃ 固化工艺 真空袋 真空袋 真空袋 真空袋 纤维单位面积质量 12 预浸料单位面积质量 1765 938 1700 727 预浸料树脂含量 32 35 44 45 拉伸强度 869 120 380 146 拉伸模量 42 10 18 14 拉伸纤维体积含量 53 53 42 58 固化层厚度 0.85 0.4 0.88 0.82 拉伸强度60% FVF 984 136 543 151 拉伸模量60% FVF 48 11 26 14 压缩强度 775 92 320 160 压缩纤维体积含量 53 53 42 58 压缩强度60% FVF 877 104 457 166 . 9 / 25'. 层间剪切强度 45 30 40 45 附:6512及7112风力发电用树脂数据表 6512中等粘度 低粘度 适用于高质量横梁的生产,7112高粘度 良好的悬垂性
适用于多轴向产品。 6512 7112 常温储存期 60 Days 60 Days -5℃储存期 6 Months 6 Months -18℃储存期 12Months 12Months 最低固化温度 110℃ 110℃ 最短固化时间(在最低固化温度时) 150 Minutes 150 Minutes 最小粘度(最低固化温度) 2Poise 2.9Poise 最小粘度 (1℃/min.Ramp) 7 Poise 8.6 Poise 最小粘度时温度(1℃/min.Ramp) 101℃ 110℃ 110℃最短固化时间 150 Minutes 150 Minutes 120℃最短固化时间 90 Minutes 90 Minutes 130℃最短固化时间 60 Minutes 60 Minutes 140℃最短固化时间 40 Minutes 40 Minutes 150℃最短固化时间 30 Minutes 30 Minutes 粘性 T2 T1 DMA Tg峰值 133℃ 129℃ DMA Tg1 112℃ 110℃ 固化树脂密度 1.18g/cm3 1.18g/cm3
3、通用型预浸料典型材料特性
树脂型号 6511 6511 纤维类型 HS-碳纤 E-玻纤 纤维结构 单向 单向 成型条件 90 mins at 120℃ 90 mins at 120℃ 固化工艺 真空袋 真空袋 纤维单位面积质量 150 150 预浸料单位面积质量 224 224 预浸料树脂含量 33 33 拉伸强度 2000 1020 拉伸模量 130 44 拉伸纤维体积含量 65 53 固化层厚度 0.14 0.13 拉伸强度60% FVF 1846 1155 拉伸模量60% FVF 120 50 压缩强度 1100 775 . 10 / 25'. 压缩纤维体积含量 65 53 压缩强度60% FVF 1015 877 层间剪切强度 55 45
附:6511树脂数据表 普通环氧树脂,Tg为130℃.
常温储存期 60 Days -5℃储存期 6 Months -18℃储存期 12Months 最低固化温度 110℃ 最短固化时间(在最低固化温度时) 150 Minutes 最小粘度(最低固化温度) 3.7 Poise 最小粘度 (1℃/min.Ramp) 11 Poise 最小粘度时温度(1℃/min.Ramp) 104℃ 110℃最短固化时间 150 Minutes 120℃最短固化时间 90 Minutes 130℃最短固化时间 60 Minutes 140℃最短固化时间 40 Minutes 150℃最短固化时间 30 Minutes 粘性 T1 DMA Tg峰值 148℃ DMA Tg1 127℃ 固化树脂密度 1.2g/cm3
4、通用流动性预浸料典型材料特性
树脂型号 9314 9314 纤维类型 HS-碳纤 HS-碳纤 纤维结构 单向 平纹 成型条件 90 mins at 120℃ 90 mins at 120℃ 固化工艺 真空袋 真空袋 纤维单位面积质量 300 198 预浸料单位面积质量 462 330 预浸料树脂含量 35 40 拉伸强度 1980 800 拉伸模量 128 68 拉伸纤维体积含量 63 59 固化层厚度 0.31 0.25 拉伸强度60% FVF 1886 814 拉伸模量60% FVF 122 69 压缩强度 1080 505